Você também pode gostar
- Gabarito - Lista de Exercícios de Capacidade de MáquinaDocumento7 páginasGabarito - Lista de Exercícios de Capacidade de MáquinaRenato CavalcanteAinda não há avaliações
- Exercicio Capacidade ProduçãoDocumento2 páginasExercicio Capacidade ProduçãoEng Lucila MorenoAinda não há avaliações
- 01.PPCP - Aula 01Documento36 páginas01.PPCP - Aula 01Ferzinha_Paola100% (1)
- Lista de Exercícios Indicadores de Manutenção para PCP - GabaritoDocumento5 páginasLista de Exercícios Indicadores de Manutenção para PCP - GabaritoBruno CremaAinda não há avaliações
- AulaDocumento13 páginasAulaBeatriz TeixeiraAinda não há avaliações
- Exercício Cálculo Do OEEDocumento1 páginaExercício Cálculo Do OEEJéssica SarahAinda não há avaliações
- Exercícios Sobre Planejamento Da ManutençãoDocumento1 páginaExercícios Sobre Planejamento Da ManutençãoTecmecânicoAinda não há avaliações
- Lista de Exercícios de PCPDocumento7 páginasLista de Exercícios de PCPFábio MaiaAinda não há avaliações
- Cálculo de OEEDocumento4 páginasCálculo de OEEmarmaduke32Ainda não há avaliações
- Aula 4 - Lista 2 - Indicadores de ManutençãoDocumento3 páginasAula 4 - Lista 2 - Indicadores de ManutençãoVitor PenaAinda não há avaliações
- Prova Manutenção IndustrialDocumento6 páginasProva Manutenção IndustrialHenriqueAinda não há avaliações
- Manutenção IndustrialDocumento5 páginasManutenção IndustrialWilson Duarte Junior0% (1)
- Lista de Exercícios Manutenção 1Documento4 páginasLista de Exercícios Manutenção 1Alejandro100% (1)
- Práticas Básicas Da Manutenção Moderna PDFDocumento45 páginasPráticas Básicas Da Manutenção Moderna PDFGustavo OliveiraAinda não há avaliações
- 02-Exercícios MTBF MTTR e DisponibilidadeDocumento1 página02-Exercícios MTBF MTTR e Disponibilidadegiovany biava100% (1)
- Aula 4 - Lista 1 - Indicadores de ManutençãoDocumento3 páginasAula 4 - Lista 1 - Indicadores de ManutençãoVitor Pena100% (1)
- Exercícios de Usinagem 1 - ResolvidosDocumento1 páginaExercícios de Usinagem 1 - ResolvidosLucas Isaias da Silva100% (1)
- Processos de Fabricação - Usinagem Cap 4 ExerciciosDocumento21 páginasProcessos de Fabricação - Usinagem Cap 4 Exerciciosmetro9001100% (10)
- Exercícios Sobre MRPDocumento6 páginasExercícios Sobre MRPIronyBoltAinda não há avaliações
- Exercícios Q3 22Documento7 páginasExercícios Q3 22PeraAinda não há avaliações
- 1 - Calculo Da Velocidade de CorteDocumento6 páginas1 - Calculo Da Velocidade de Corteleandrosanches75% (4)
- GestãoDocumento135 páginasGestãoDiego Vinícius Machado Drummond100% (1)
- Exemplos ..Documento4 páginasExemplos ..sddse100% (1)
- Gabarito Lista Gestão Da Manutenção PDFDocumento8 páginasGabarito Lista Gestão Da Manutenção PDFÁlvaro Augusto Veloso TheodoroAinda não há avaliações
- Cabeçote Divisor UniversalDocumento10 páginasCabeçote Divisor UniversalManuel RodriguesAinda não há avaliações
- Atividade Avaliativa - Cálculo de Capacidade de ProduçãoDocumento3 páginasAtividade Avaliativa - Cálculo de Capacidade de ProduçãoAnna Vitoria100% (1)
- Lista de Exercícios (Confiabilidade e Manutenabilidade)Documento43 páginasLista de Exercícios (Confiabilidade e Manutenabilidade)ShonbergAinda não há avaliações
- Aula 1 - Manutenção de Equipamentos IndustriaisDocumento31 páginasAula 1 - Manutenção de Equipamentos IndustriaisMikhail Tibes SoaresAinda não há avaliações
- Lista de Exercícios Resolvida (Manutenção Mecânica)Documento6 páginasLista de Exercícios Resolvida (Manutenção Mecânica)SandraLeiloAndrade91% (11)
- Henry GanttDocumento22 páginasHenry GanttJpdNetoAinda não há avaliações
- 1 Aula Técnicas de Manutenção Mecânica Industrial PDFDocumento52 páginas1 Aula Técnicas de Manutenção Mecânica Industrial PDFEleno Ribeiro100% (1)
- Exercícios 5 - LeanDocumento4 páginasExercícios 5 - Leandeboramanager67% (3)
- Aula 05.1 - MTBF MTTRDocumento20 páginasAula 05.1 - MTBF MTTRLuciano DantasAinda não há avaliações
- Aula 4 - Indicadores de ManutençãoDocumento44 páginasAula 4 - Indicadores de ManutençãoVitor Pena50% (2)
- Linhas de Produção AutomatizadasDocumento67 páginasLinhas de Produção AutomatizadasThainá ZaguettiAinda não há avaliações
- 02-Exercícios MTBF MTTR e Disponibilidade - CorreçãoDocumento3 páginas02-Exercícios MTBF MTTR e Disponibilidade - Correçãogiovany biava91% (11)
- Apresentação de Manutenção IndustrialDocumento143 páginasApresentação de Manutenção IndustrialEverton Santos0% (1)
- Aula 01. Introdução A ManutençãoDocumento35 páginasAula 01. Introdução A ManutençãoYzlla RhavenaAinda não há avaliações
- Lista de Exercicio de Manutencao MecanicaDocumento21 páginasLista de Exercicio de Manutencao MecanicaadilsonrodriguesAinda não há avaliações
- Prova de Gestão Da Manutenção. 1Documento5 páginasProva de Gestão Da Manutenção. 1Lindemberg SantosAinda não há avaliações
- Filosofia Just in TimeDocumento32 páginasFilosofia Just in Timeedssou100% (1)
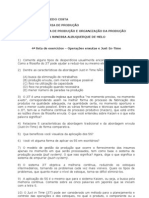
- 4º Lista de Exercicios - Operacoes Enxutas e Just in TimeDocumento2 páginas4º Lista de Exercicios - Operacoes Enxutas e Just in TimeLuiz Antonio Alves100% (3)
- Trabalho 9Documento5 páginasTrabalho 9wilhamr.santoshotmail.comAinda não há avaliações
- 02-Exemplos de Calculos MTBF MTTR e DisponibilidadeDocumento2 páginas02-Exemplos de Calculos MTBF MTTR e Disponibilidadegiovany biava100% (5)
- PFII Lista de Exercício 20Documento7 páginasPFII Lista de Exercício 20Jose Rui BarbosaAinda não há avaliações
- Lista de Exercícios (PCP I)Documento7 páginasLista de Exercícios (PCP I)Joseph Robert50% (2)
- Aula PolegadasDocumento12 páginasAula PolegadasRodrigo Lopes RodriguesAinda não há avaliações
- Apostila Condições Economicas de CorteDocumento17 páginasApostila Condições Economicas de CorteJoãoAinda não há avaliações
- 2º Simulado Preparatório - Logística Empresarial - IiDocumento18 páginas2º Simulado Preparatório - Logística Empresarial - IiGabriel Henrique Ferreira Lima100% (1)
- 1 Lista de Exercícios Engenharia Do Produto IDocumento1 página1 Lista de Exercícios Engenharia Do Produto IRaphael DurãesAinda não há avaliações
- PCP Ua2 4 ExercíciosDocumento19 páginasPCP Ua2 4 ExercíciosRUBENS MOLINA LOURES DO NASCIMENTOAinda não há avaliações
- Produção Diária Dos Pulverizadores de Barras PDFDocumento26 páginasProdução Diária Dos Pulverizadores de Barras PDFAndré QuirinoAinda não há avaliações
- Ega Oee Eletronico OnlineDocumento12 páginasEga Oee Eletronico Onlinepcpmaster100% (1)
- OEE (Overall Equipment Effectiveness)Documento21 páginasOEE (Overall Equipment Effectiveness)RobertoAinda não há avaliações
- Avaliação 1Documento20 páginasAvaliação 1Julio DiasAinda não há avaliações
- Aula 2&3 - Planeamento de ObraDocumento75 páginasAula 2&3 - Planeamento de ObraMaria SousaAinda não há avaliações
- BacklogDocumento3 páginasBacklogLuan David J. BatistaAinda não há avaliações
- Afi 3Documento31 páginasAfi 3EltonAinda não há avaliações
- Exercício OEE 1Documento1 páginaExercício OEE 1Sunamita SantosAinda não há avaliações
- OEE Calculator Model A PTDocumento6 páginasOEE Calculator Model A PTJosé Pedro Rodrigues Silva100% (2)
- R - e - Rafael Francisco KoppeDocumento42 páginasR - e - Rafael Francisco KoppeRonaldo CamargoAinda não há avaliações
- Névoa Salina RelatórioDocumento4 páginasNévoa Salina Relatórioyuri maximoAinda não há avaliações
- Fibra de VidroDocumento2 páginasFibra de Vidrokaroline limaAinda não há avaliações
- Processo de Eletrocoagulação Como Alternativa de Clarificação Do Caldo de Cana Na Produção de Açúcar Cristal - SciELO em Perspectiva - Press ReleasesDocumento5 páginasProcesso de Eletrocoagulação Como Alternativa de Clarificação Do Caldo de Cana Na Produção de Açúcar Cristal - SciELO em Perspectiva - Press ReleasesLetícia Melo JSAinda não há avaliações
- Central de Material e Esterilização Aula 2Documento34 páginasCentral de Material e Esterilização Aula 2Adlesio jose0% (1)
- Roteiro para Experimento de CalorimetriaDocumento6 páginasRoteiro para Experimento de CalorimetriaJULIANA MACHADO FERREIRAAinda não há avaliações
- FDR RF6500C 3door DA68-04745F-00 BPTDocumento88 páginasFDR RF6500C 3door DA68-04745F-00 BPTmentecuriosadejimmyAinda não há avaliações
- FISPQ - Penguard Primer Comp A (Jotun)Documento12 páginasFISPQ - Penguard Primer Comp A (Jotun)zoinhuhcAinda não há avaliações
- Acidez e Basicidade Dos Compostos OrgânicosDocumento11 páginasAcidez e Basicidade Dos Compostos OrgânicosFelipe NunesAinda não há avaliações
- SIMULADO Ciencias 9° AnoDocumento11 páginasSIMULADO Ciencias 9° AnoGarcia SilvaAinda não há avaliações
- Relatorio I Quimicq OrganicaDocumento2 páginasRelatorio I Quimicq OrganicaRejane Genovês0% (1)
- MineralogiaDocumento3 páginasMineralogiatyhtyhAinda não há avaliações
- Velocidade Do SomDocumento6 páginasVelocidade Do SomBianca CeccheriniAinda não há avaliações
- Materia CorpuscularDocumento9 páginasMateria CorpuscularEvaristo Paulo CassomaAinda não há avaliações
- Apostila - Projeto Hidráulico BásicoDocumento58 páginasApostila - Projeto Hidráulico BásicoLuiz Gabriel Belling100% (1)
- Fispq - Água Sanitária AlvoxDocumento6 páginasFispq - Água Sanitária AlvoxdavilopesjunqueiraAinda não há avaliações
- PLENEJAMENTO DA DISCIPLINA DE Arquitetura Atômica e Molecular 20211Documento2 páginasPLENEJAMENTO DA DISCIPLINA DE Arquitetura Atômica e Molecular 20211Julian FernandesAinda não há avaliações
- Quimica OrganicaDocumento4 páginasQuimica OrganicaJacinto FaustinoAinda não há avaliações
- Lista de Exercícos de GasesDocumento5 páginasLista de Exercícos de GasesdanielmirandatmAinda não há avaliações
- Catalogo - Calhas e LeitosDocumento16 páginasCatalogo - Calhas e LeitosLuiz Sérgio SilvaAinda não há avaliações
- 20 Mancais de Rolamento IIDocumento5 páginas20 Mancais de Rolamento IINádia SilvaAinda não há avaliações
- Composiçao EstequimetricaDocumento20 páginasComposiçao EstequimetricaJaime ChogaAinda não há avaliações
- Questões Sobre Modelos Atômicos Enem e VestibularDocumento1 páginaQuestões Sobre Modelos Atômicos Enem e VestibularFlores Felizes100% (1)
- Avaliação Intermediária: 3º Ano/série Do Ensino MédioDocumento14 páginasAvaliação Intermediária: 3º Ano/série Do Ensino MédioRegina Celia AraujoAinda não há avaliações
- WEG Tinta N6.5Documento15 páginasWEG Tinta N6.5Jeovane VasconcelosAinda não há avaliações
- Fispq - Suvinil Corante PretoDocumento11 páginasFispq - Suvinil Corante PretoAlexandra OliveiraAinda não há avaliações
- Exercícios Resolvidos Termodinâmica III - Cap 20Documento9 páginasExercícios Resolvidos Termodinâmica III - Cap 20galmone98Ainda não há avaliações
- 6º Parte 1 - Propriedades Da Materias Densidade, Solubilidade, Temperatura de Fusao e Ebulição e CotidianoDocumento2 páginas6º Parte 1 - Propriedades Da Materias Densidade, Solubilidade, Temperatura de Fusao e Ebulição e CotidianoMaíra MonteiroAinda não há avaliações
- Relatório 04 - TermoquímicaDocumento5 páginasRelatório 04 - TermoquímicaamajsmajAinda não há avaliações
- Exercicios ResolvidsDocumento8 páginasExercicios ResolvidsMOISES MOURA LIMAAinda não há avaliações