Você também pode gostar
- NBR 14664 - Grupos Geradores - Requisitos Gerais para TelecomunicacoesDocumento11 páginasNBR 14664 - Grupos Geradores - Requisitos Gerais para TelecomunicacoesJosé Tavares Machado Neto75% (4)
- UFSC - EMB5006 - Módulos 02 - Combustão (Resolução Dos Exemplos Da Aula)Documento35 páginasUFSC - EMB5006 - Módulos 02 - Combustão (Resolução Dos Exemplos Da Aula)Ygor VasconcelosAinda não há avaliações
- Relatório Sobre Simulações de Trocadores de Calor No Aspen PlusDocumento8 páginasRelatório Sobre Simulações de Trocadores de Calor No Aspen PlusNathália BrianoAinda não há avaliações
- NanoneutralizaçãoDocumento4 páginasNanoneutralizaçãoJulya Stein Siena100% (1)
- 365838-Material de Aula Escoamento Interno ViscosoDocumento46 páginas365838-Material de Aula Escoamento Interno ViscosobeforeRGAinda não há avaliações
- Tecnologia Das FermentaçõesDocumento3 páginasTecnologia Das FermentaçõesPriscilla MartinsAinda não há avaliações
- KbaseDocumento1.358 páginasKbasettokunagaAinda não há avaliações
- Manual Ar Condicionado ConsulDocumento2 páginasManual Ar Condicionado ConsulEinstein Xavier Varjão100% (2)
- Industria AlcooleiraDocumento24 páginasIndustria AlcooleirarafaellkitamuraAinda não há avaliações
- Lista de POII - Planejamento de ExperimentosDocumento9 páginasLista de POII - Planejamento de ExperimentosEdwin73952Ainda não há avaliações
- Reforma Catalítica e AlquilaçãoDocumento30 páginasReforma Catalítica e AlquilaçãoaccfjAinda não há avaliações
- Trugilho, P.F. Apostila Carvão VegetalDocumento41 páginasTrugilho, P.F. Apostila Carvão VegetalLuana E RaphaelAinda não há avaliações
- Atividade 10 - Análise e Otimização de ProcessosDocumento4 páginasAtividade 10 - Análise e Otimização de ProcessosPedro Luiz Fuzaro FilhoAinda não há avaliações
- Reconversão Do UrânioDocumento9 páginasReconversão Do UrânioCaio ThebergeAinda não há avaliações
- Destilador de Alcool - 012Documento8 páginasDestilador de Alcool - 012Ariane_Costa50Ainda não há avaliações
- Aula 11 Barco Pop PopDocumento9 páginasAula 11 Barco Pop Popluaninascimento89Ainda não há avaliações
- PREPARAÇÃO E PADRONIZAÇÃO DE SOL. AgNO3 - MÉTODO DE MOHR (Completo)Documento12 páginasPREPARAÇÃO E PADRONIZAÇÃO DE SOL. AgNO3 - MÉTODO DE MOHR (Completo)Jackson Sena100% (1)
- Rebio TinguaDocumento951 páginasRebio TinguaFelipe AlmeidaAinda não há avaliações
- RessonânciaDocumento33 páginasRessonânciaLeandro Diniz100% (1)
- Ligas de Cobre - BronzeDocumento28 páginasLigas de Cobre - BronzeJarbas MoraesAinda não há avaliações
- Onboarding IHM WeintekDocumento6 páginasOnboarding IHM WeintekMAFEGOAinda não há avaliações
- Apresentação N2 ProfDocumento22 páginasApresentação N2 ProfIsaac AngeloAinda não há avaliações
- Livreto 69CongressoABM 2014Documento504 páginasLivreto 69CongressoABM 2014Andreza SilvaAinda não há avaliações
- Cap 07 FundamentosDocumento29 páginasCap 07 FundamentosvanessaAinda não há avaliações
- Gás de SínteseDocumento34 páginasGás de SínteseCarolina Nogueira CorreiaAinda não há avaliações
- Cálculos Excel CaseDocumento21 páginasCálculos Excel CaseRonan AndradeAinda não há avaliações
- Mercado Voluntário de Carbono No Brasil: Uma Análise Dos Critérios Estabelecidos Pela NBR 15948:2011Documento17 páginasMercado Voluntário de Carbono No Brasil: Uma Análise Dos Critérios Estabelecidos Pela NBR 15948:2011renato rossetoAinda não há avaliações
- Aula AOPQ Item 1-4 Fluxogramas-de-ProcessoDocumento57 páginasAula AOPQ Item 1-4 Fluxogramas-de-ProcessoGustavo TeixeiraAinda não há avaliações
- CzochralskiDocumento3 páginasCzochralskigreedaylifetimeAinda não há avaliações
- Estratégias para Redução de Liberações de Dioxinas e Furanos PDFDocumento100 páginasEstratégias para Redução de Liberações de Dioxinas e Furanos PDFTecnohidro Engenharia AmbientalAinda não há avaliações
- ClausDocumento5 páginasClaushddeusAinda não há avaliações
- SecadoresDocumento12 páginasSecadoresSidney WernzAinda não há avaliações
- Relatorio DestilaçãoDocumento11 páginasRelatorio DestilaçãoJoão Dias100% (2)
- Aula 5 - Química XDocumento24 páginasAula 5 - Química XGuilhermeAinda não há avaliações
- Aula - Coeficiente de Atividade - Uniquac e UnifacDocumento25 páginasAula - Coeficiente de Atividade - Uniquac e UnifacJoyce SouzaAinda não há avaliações
- Avanços No Projeto e Operação de Precipitadores EletrostáticosDocumento11 páginasAvanços No Projeto e Operação de Precipitadores EletrostáticosRafael NascimentoAinda não há avaliações
- Cana de Acucar - Variedades PDFDocumento114 páginasCana de Acucar - Variedades PDFPelicanoJahuAinda não há avaliações
- METALURGIA DO TUNGSTÊNIO Final 1Documento177 páginasMETALURGIA DO TUNGSTÊNIO Final 1brunoscopel50% (2)
- Sugar NIR Brochure BRDocumento16 páginasSugar NIR Brochure BRDouglasAinda não há avaliações
- IBP1556 - 16 - Avaliação de Inibidores de Incrustação Pré-SalDocumento9 páginasIBP1556 - 16 - Avaliação de Inibidores de Incrustação Pré-SalRubens BisattoAinda não há avaliações
- Fluxograma Da Cana de AçucarDocumento2 páginasFluxograma Da Cana de AçucarSilvandeOliveiraAinda não há avaliações
- Biodiesel - Uma Aventura Tecnológica Num País EngraçadoDocumento66 páginasBiodiesel - Uma Aventura Tecnológica Num País EngraçadoIran PalmeiraAinda não há avaliações
- QuimFisica2Cap3 (Diagramas de Fases) (Aula)Documento27 páginasQuimFisica2Cap3 (Diagramas de Fases) (Aula)andrevini89Ainda não há avaliações
- Transferência de Calor Nos CoolersDocumento22 páginasTransferência de Calor Nos Coolersapi-3803977Ainda não há avaliações
- 061lista2 JoaoFelipe GabaritoDocumento24 páginas061lista2 JoaoFelipe GabaritoBruno GiglioAinda não há avaliações
- Aula Pratica 8Documento3 páginasAula Pratica 8Dmanharage8648Ainda não há avaliações
- Relatório CorantesDocumento12 páginasRelatório CorantesFrederico Bandeira PortoAinda não há avaliações
- AF LS-0014-13C Catalogo Automotivo VILLARES PDFDocumento12 páginasAF LS-0014-13C Catalogo Automotivo VILLARES PDFandreAinda não há avaliações
- Relatório de Equilíbrio Químico - UFPADocumento23 páginasRelatório de Equilíbrio Químico - UFPAmarioroca100% (1)
- Capítulo-1 BioEngenharia IntroduçãoDocumento33 páginasCapítulo-1 BioEngenharia IntroduçãoEveline BuenoAinda não há avaliações
- Produçao de Ácido NitricoDocumento5 páginasProduçao de Ácido NitricoVanessa Scholl100% (1)
- Relatório 1 - ChucruteDocumento4 páginasRelatório 1 - Chucrutemericiahh100% (1)
- Fluxograma Produção CaféDocumento1 páginaFluxograma Produção CaféMillena OliveiraAinda não há avaliações
- Experimento Proto BoardDocumento6 páginasExperimento Proto BoardBruno MartinsAinda não há avaliações
- analise oleo de soja AOCSDocumento34 páginasanalise oleo de soja AOCSBARBARA PAULA RONQUIMAinda não há avaliações
- ProjetoPedagogico UnicampDocumento52 páginasProjetoPedagogico UnicampGabriel SidaniAinda não há avaliações
- 00 - Referência - Caracterização Gravimétrica Dos RSD Recolhidos Pela COMLURB No Município Do Rio de Janeiro - 2014Documento174 páginas00 - Referência - Caracterização Gravimétrica Dos RSD Recolhidos Pela COMLURB No Município Do Rio de Janeiro - 2014Gustavo PuppiAinda não há avaliações
- Condutos ForçadosDocumento8 páginasCondutos ForçadosSalvador SilvaAinda não há avaliações
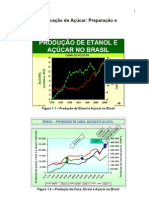
- 2011 Producao de EtanolDocumento19 páginas2011 Producao de Etanolrebeca.cAinda não há avaliações
- ProálcoolDocumento18 páginasProálcoolKaroliny OliveiraAinda não há avaliações
- Etanol 1Documento11 páginasEtanol 1Caroline MoreiraAinda não há avaliações
- 248-464-1-SM Evolução Da Produção de Etanol No BrasilDocumento20 páginas248-464-1-SM Evolução Da Produção de Etanol No BrasilhugoAinda não há avaliações
- Mercado de AcucarDocumento2 páginasMercado de AcucarAnísioAinda não há avaliações
- Equipamentos IndustriaisDocumento197 páginasEquipamentos IndustriaisRafaela Maria100% (2)
- Trocadores de CalorDocumento17 páginasTrocadores de CalorDouglas RamosAinda não há avaliações
- Catálogo de Trocadores de Calor A Placas Gaxetado - GBRDocumento16 páginasCatálogo de Trocadores de Calor A Placas Gaxetado - GBRClaudio TorresAinda não há avaliações
- 3 Curso PermutadorDocumento9 páginas3 Curso PermutadorFerreiraCursosAinda não há avaliações
- Poluicao AtmosfericaDocumento34 páginasPoluicao AtmosfericaDanilo DoriniAinda não há avaliações
- Permutadores 2 ADocumento24 páginasPermutadores 2 AWagner DieringsAinda não há avaliações
- Projeto Fabricacao Mussarela FINAL COMPLETODocumento50 páginasProjeto Fabricacao Mussarela FINAL COMPLETOBruno ThomaziniAinda não há avaliações
- Software Vasos de Pressão PDFDocumento6 páginasSoftware Vasos de Pressão PDFCayo Oliveira100% (2)
- Controle Automático de Processos - SENAI PDFDocumento99 páginasControle Automático de Processos - SENAI PDFLuis NunesAinda não há avaliações
- TUBONASA Tubos de Aço Carbono - Nossos Produtos - Normas TécnicasDocumento3 páginasTUBONASA Tubos de Aço Carbono - Nossos Produtos - Normas TécnicasAntonio Carlos BassoAinda não há avaliações
- Compressores GA30+ Ao GA90Documento16 páginasCompressores GA30+ Ao GA90MN NTAinda não há avaliações
- FM Global - Guia de Bolso para Inspecao, Teste e Manutencao de Eq de IncendioDocumento94 páginasFM Global - Guia de Bolso para Inspecao, Teste e Manutencao de Eq de IncendioVictor Matulaitis Ratuchenei100% (1)
- Guia Prático - Gestra - ARI - GBRDocumento40 páginasGuia Prático - Gestra - ARI - GBRpaulo1canholaAinda não há avaliações
- Apostila SucroalcooleiraDocumento204 páginasApostila Sucroalcooleiramarcio_limaAinda não há avaliações
- MT Kow G1Documento25 páginasMT Kow G1agassisr100% (1)
- Lista Analise VCDocumento10 páginasLista Analise VCZulioTZAinda não há avaliações
- Processamento Da Gelatina-SlideDocumento10 páginasProcessamento Da Gelatina-SlideRafaela Turola BarbiAinda não há avaliações
- WEG Motor de Inducao Trifasico Linha w60 50038673 Catalogo Portugues BRDocumento8 páginasWEG Motor de Inducao Trifasico Linha w60 50038673 Catalogo Portugues BRRamon Da MattaAinda não há avaliações
- (Apostila) Tratamento de Água - CETEBDocumento57 páginas(Apostila) Tratamento de Água - CETEBEduardo BandeiraAinda não há avaliações
- Trabalho VT Bromatologia - PasteurizaçãoDocumento24 páginasTrabalho VT Bromatologia - PasteurizaçãoKariny Bez SantosAinda não há avaliações
- Comissionamento Trocadores de CalorDocumento111 páginasComissionamento Trocadores de CalorMarcio SilvaAinda não há avaliações
- Manual de Instalação, Manutenção e Inpeção HidraulicaDocumento15 páginasManual de Instalação, Manutenção e Inpeção HidraulicaPaulo CésarAinda não há avaliações
- Dimensionamento de Um Trocador de Calor para Aproveitamento Da Energia Térmica Proveniente de Um Gripo Gerador A BiogásDocumento69 páginasDimensionamento de Um Trocador de Calor para Aproveitamento Da Energia Térmica Proveniente de Um Gripo Gerador A BiogásGiovani PatuzzoAinda não há avaliações
- Catálogo de Trocadores de Calor A Placas Gaxetado - GBRDocumento16 páginasCatálogo de Trocadores de Calor A Placas Gaxetado - GBRRenato AsAinda não há avaliações
- Unidade 4 - Manutenção de Máquinas e Equipamentos PDFDocumento49 páginasUnidade 4 - Manutenção de Máquinas e Equipamentos PDFPedro AvelarAinda não há avaliações