Você também pode gostar
- PROPRIEDADESMECANICASDocumento68 páginasPROPRIEDADESMECANICASGiovanna DrumondAinda não há avaliações
- 0-Apostila - Processo Do BSSF - Granulação de Escória Do Bof-CriaçãoDocumento226 páginas0-Apostila - Processo Do BSSF - Granulação de Escória Do Bof-CriaçãoRogério Santos100% (1)
- Aula 5.2 Definição de Aço e Ferro FundidoDocumento52 páginasAula 5.2 Definição de Aço e Ferro FundidoGabriel De Andrade Janene GoniniAinda não há avaliações
- Iiii HUMMA Guia Do EletropolimentoDocumento41 páginasIiii HUMMA Guia Do EletropolimentoJonathan BarretoAinda não há avaliações
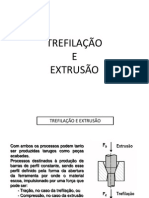
- Bibliografia - TrefilaçãoDocumento5 páginasBibliografia - TrefilaçãoRicardo100% (1)
- ProcFabr Cap2 GeometriaFerramentaDocumento8 páginasProcFabr Cap2 GeometriaFerramentajluiz06Ainda não há avaliações
- Tabela ANSIDocumento5 páginasTabela ANSIDenise É da SilvaAinda não há avaliações
- Lista de Exercícios de Processos de Usinagem 1Documento6 páginasLista de Exercícios de Processos de Usinagem 1barroshectorAinda não há avaliações
- 4 - Slide Extrusao e TrefilaçãoDocumento45 páginas4 - Slide Extrusao e TrefilaçãoJeiza Prado BittencourtAinda não há avaliações
- Corrosão Associada Á Solicitações MecânicasDocumento53 páginasCorrosão Associada Á Solicitações MecânicasJéssica Lopes50% (2)
- Friopex CatalogoDocumento11 páginasFriopex CatalogoAlex Ferreira100% (1)
- Apostila Aco Inox AcabamentosDocumento49 páginasApostila Aco Inox AcabamentosPaulo SarmentoAinda não há avaliações
- Catalogo Fresas Metal DuroDocumento60 páginasCatalogo Fresas Metal DuroRoger BuenoAinda não há avaliações
- NBR 10474 TB 338 - Qualificacao em SoldagemDocumento27 páginasNBR 10474 TB 338 - Qualificacao em Soldagemtainah20100% (1)
- Dezembro PDFDocumento23 páginasDezembro PDFDiego TimoteoAinda não há avaliações
- Aula 03 - Travas, Chavetas, Pinos ElasticosDocumento40 páginasAula 03 - Travas, Chavetas, Pinos ElasticosParmenides Verum33% (3)
- Critério de Aceitação de Soldas Conforme o Código AWS D1.1Documento1 páginaCritério de Aceitação de Soldas Conforme o Código AWS D1.1neto-porto0% (1)
- N-1593 Ensaio Nao Destrutivo EstanqueidadeDocumento14 páginasN-1593 Ensaio Nao Destrutivo EstanqueidadeLucio BragaAinda não há avaliações
- Apresentação SoldagemDocumento47 páginasApresentação SoldagemJulia AlvesAinda não há avaliações
- Soldagem Por EletroescóriaDocumento12 páginasSoldagem Por EletroescóriaJota PachecoAinda não há avaliações
- Soldagem Do Aluminio PDFDocumento141 páginasSoldagem Do Aluminio PDFMauro OnishiAinda não há avaliações
- Definição de PoliolefinasDocumento5 páginasDefinição de PoliolefinasGuilherme TeixeiraAinda não há avaliações
- Tecnolita - Espec Primer PP EP5Documento1 páginaTecnolita - Espec Primer PP EP5Douglas TondelloAinda não há avaliações
- Tabela Materiais PDFDocumento1 páginaTabela Materiais PDFRonaldo RodriguesAinda não há avaliações
- 17 Padrões Visuais Fotográficos de Limpeza de SuperfícieDocumento15 páginas17 Padrões Visuais Fotográficos de Limpeza de SuperfícieFabiane RodriguesAinda não há avaliações
- Relatório MetalografiaDocumento22 páginasRelatório MetalografiaerikwillianAinda não há avaliações
- Ficap Vinil Flexivel 1kv BT PVCDocumento3 páginasFicap Vinil Flexivel 1kv BT PVCDANIEL3991Ainda não há avaliações
- Catalogo Siemens - Fim de Curso PDFDocumento40 páginasCatalogo Siemens - Fim de Curso PDFpacoricardo777Ainda não há avaliações
- Grade - Técnico Fabricação Mecânica - SenaiDocumento3 páginasGrade - Técnico Fabricação Mecânica - SenaiDavid Aguiar FelicinoAinda não há avaliações
- Máquinas e Equipamentos de MediçãoDocumento63 páginasMáquinas e Equipamentos de Mediçãogui270995750% (1)
- Prova - 2 - UtfprDocumento14 páginasProva - 2 - UtfprEleno Ribeiro100% (1)
- Catalogo Arame Tubular PDFDocumento12 páginasCatalogo Arame Tubular PDFGeovane FerreiraAinda não há avaliações
- Apostila Processos de FabricaçãoDocumento59 páginasApostila Processos de Fabricaçãocadufreitas100% (1)
- Rebites 150607013545 Lva1 App6891Documento35 páginasRebites 150607013545 Lva1 App6891aleurendaAinda não há avaliações
- Material Sobre Qualificação de A335P11Documento58 páginasMaterial Sobre Qualificação de A335P11dizao100% (1)
- Pinos e Cupilhas PDFDocumento5 páginasPinos e Cupilhas PDFJunior Costa0% (1)
- Controlo de Juntas SoldadasDocumento9 páginasControlo de Juntas Soldadasreg_52Ainda não há avaliações
- Slides de Tecnologia Mecanica 17.07.18BDocumento5 páginasSlides de Tecnologia Mecanica 17.07.18BAlfredo AlarAinda não há avaliações
- GGD 6061 t6 AlumínioDocumento1 páginaGGD 6061 t6 AlumíniodeanwinshesterAinda não há avaliações
- EIXOS Rev1Documento16 páginasEIXOS Rev1Guilherme SoaresAinda não há avaliações
- Aula 1 - Blocos PadrãoDocumento16 páginasAula 1 - Blocos PadrãoAntonio PressAinda não há avaliações
- Microestrutura em Soldagem PDFDocumento38 páginasMicroestrutura em Soldagem PDFAna Maria PerezAinda não há avaliações
- Telhas Isoeste (27!02!2018)Documento20 páginasTelhas Isoeste (27!02!2018)Renato César AndradeAinda não há avaliações
- (20170220041316) Un01 - Manufatura Mecânica - Soldagem - Aula 01 - ConteúdoDocumento25 páginas(20170220041316) Un01 - Manufatura Mecânica - Soldagem - Aula 01 - ConteúdoDjalma Filho100% (1)
- Fratura Frágil e Fratura DúctilDocumento7 páginasFratura Frágil e Fratura Dúctilleander1989Ainda não há avaliações
- Determinando o Custo Da SoldagemDocumento12 páginasDeterminando o Custo Da SoldagemJoel CezarAinda não há avaliações
- N 1617Documento21 páginasN 1617lhsilva8595Ainda não há avaliações
- Aula 2 - Metalurgia Da SoldagemDocumento34 páginasAula 2 - Metalurgia Da SoldagemFelipe ValleAinda não há avaliações
- Aula 1 PneumáticaDocumento20 páginasAula 1 PneumáticaAndré LuisAinda não há avaliações
- NitretaçãoDocumento30 páginasNitretaçãoLucas PereiraAinda não há avaliações
- 01 - Tecnologia Mecânica - Introdução e AlicatesDocumento19 páginas01 - Tecnologia Mecânica - Introdução e AlicatesFabio FrancaAinda não há avaliações
- 0001 - NBR 11406 TB 388Documento14 páginas0001 - NBR 11406 TB 388MarceloPauloAinda não há avaliações
- Estudo de Contaminação em Sistema de Lubrificação de TurbinaDocumento90 páginasEstudo de Contaminação em Sistema de Lubrificação de TurbinalcesarmcostaAinda não há avaliações
- ISO 8501 3 FPI P Preparacao Do Aco 1Documento10 páginasISO 8501 3 FPI P Preparacao Do Aco 1Paulo Luiz100% (1)
- Literatura Soldagem Com Purga de Nitrogenio em Aco InoxDocumento10 páginasLiteratura Soldagem Com Purga de Nitrogenio em Aco InoxbiancogallazziAinda não há avaliações
- Rivkle 2004Documento6 páginasRivkle 2004jurandir1974Ainda não há avaliações
- Perguntas e Respostas Sobre Estruturas MetálicasDocumento5 páginasPerguntas e Respostas Sobre Estruturas MetálicasRonie BomAinda não há avaliações
- Unidade 4 - Aplicações Da Equação de BernoulliDocumento9 páginasUnidade 4 - Aplicações Da Equação de BernoulliCâmeraAinda não há avaliações
- Materiais para Ferramentas de Corte09112016Documento68 páginasMateriais para Ferramentas de Corte09112016Vitor LopesAinda não há avaliações
- Materiais Das Ferramentas de CorteDocumento53 páginasMateriais Das Ferramentas de CorteGuilherme Carvalho PradoAinda não há avaliações
- Apostila MQ1-Usinagem Dos MateriaisDocumento52 páginasApostila MQ1-Usinagem Dos MateriaisPedro BritoAinda não há avaliações
- Usinabilidade Do Aço Inox AusteníticoDocumento35 páginasUsinabilidade Do Aço Inox AusteníticoPedroAinda não há avaliações
- Aplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoNo EverandAplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoAinda não há avaliações
- Manual de Historia de QuimicaDocumento43 páginasManual de Historia de QuimicaValter Catuto100% (1)
- Slide 2 - Materiais ConstruçãoDocumento99 páginasSlide 2 - Materiais ConstruçãoJosé VictorAinda não há avaliações
- Ensaio LPDocumento41 páginasEnsaio LPRenan Gustavo Paz100% (1)
- Resumo Ciencias Dos MateriaisDocumento5 páginasResumo Ciencias Dos MateriaisKriss CavalcanteAinda não há avaliações
- Fornos de InducaoDocumento15 páginasFornos de InducaoFrancisco Matambo100% (1)
- Lista de Especificações Do LNECDocumento8 páginasLista de Especificações Do LNECDuarte OliveiraAinda não há avaliações
- Alívio de Tensões Por VibraçãoDocumento7 páginasAlívio de Tensões Por VibraçãodiegoAinda não há avaliações
- Fundição e SinterizaçãoDocumento7 páginasFundição e SinterizaçãokarxxxAinda não há avaliações
- Custo em SoldagemDocumento7 páginasCusto em SoldagemMatheus AdãoAinda não há avaliações
- 1 - Catalogo Alargadores Dormer PDFDocumento16 páginas1 - Catalogo Alargadores Dormer PDFWillian Tavares de CarvalhoAinda não há avaliações
- Materiais Metalicos Nao Ferrosos 10 11Documento90 páginasMateriais Metalicos Nao Ferrosos 10 11João GuedelhaAinda não há avaliações
- Curso Soldador - Solda MIG-MAGDocumento70 páginasCurso Soldador - Solda MIG-MAGAdomiran Almeida100% (1)
- Apostila Metalurgiadoaçonovo Teplate 2011Documento104 páginasApostila Metalurgiadoaçonovo Teplate 2011guilhermeAinda não há avaliações
- 5 Mecanismos de Aumento de Resistência PDFDocumento17 páginas5 Mecanismos de Aumento de Resistência PDFJúliaAinda não há avaliações
- Exercicios - PoDocumento26 páginasExercicios - PoMárcio Lizardi Lopes67% (3)
- Principios de Projeto - Guia Do Formando - IefpDocumento129 páginasPrincipios de Projeto - Guia Do Formando - IefpJoão BaptistaAinda não há avaliações
- Fundamentos Da Metalurgia FísicaDocumento29 páginasFundamentos Da Metalurgia FísicaDiego CorreiaAinda não há avaliações
- Soldar Com Solda de PrataDocumento4 páginasSoldar Com Solda de PrataPaulo Roberto SouzaAinda não há avaliações
- Materiais para Ferramentas de CorteDocumento59 páginasMateriais para Ferramentas de Cortesalomao lucio dos santosAinda não há avaliações
- Tensao Deformacao Lista3Documento5 páginasTensao Deformacao Lista3Prisco Schlottag67% (3)
- Codigos LERDocumento4 páginasCodigos LERMário BertoAinda não há avaliações
- Relatório 4 de Materiais de Construção MecânicaDocumento13 páginasRelatório 4 de Materiais de Construção MecânicachicaooAinda não há avaliações
- Apostila 02 Rebites IDocumento7 páginasApostila 02 Rebites IReginaldo AlvesAinda não há avaliações
- Procedimento - LPDocumento8 páginasProcedimento - LPRicardo de Souza CarvalhoAinda não há avaliações
- Os MetaisDocumento29 páginasOs MetaisManuela SofiaAinda não há avaliações
- DissertaçãoDocumento90 páginasDissertaçãoWILLIAN RICARDO DOS SANTOSAinda não há avaliações
- Esab PDFDocumento37 páginasEsab PDFAnonymous 6cpXAaAinda não há avaliações