Você também pode gostar
- Implementando Um Conversor Mono->tri Com Base No Stm8s Programado No ArduinoNo EverandImplementando Um Conversor Mono->tri Com Base No Stm8s Programado No ArduinoAinda não há avaliações
- Exerccios Balanceamento de Linha de MontagemDocumento3 páginasExerccios Balanceamento de Linha de MontagemevandirAinda não há avaliações
- Capitulo 4 Aluno - Arranjo FisicoDocumento34 páginasCapitulo 4 Aluno - Arranjo FisicolfortesAinda não há avaliações
- Problemas Engenharia de Producao AulaDocumento13 páginasProblemas Engenharia de Producao AulaDjalma SouzaAinda não há avaliações
- Trabalho de TeoriaaoaiDas FilasDocumento19 páginasTrabalho de TeoriaaoaiDas FilasJéssica Nogueira100% (1)
- VolvismoDocumento71 páginasVolvismoPhaelucasAinda não há avaliações
- Modelos e Métricas de ProduçãoDocumento19 páginasModelos e Métricas de ProduçãoÁlvaro Vinha NovaAinda não há avaliações
- Padronizacao e OeeDocumento10 páginasPadronizacao e Oeeedumm001Ainda não há avaliações
- Regra de JohnsonDocumento30 páginasRegra de JohnsonestagioAinda não há avaliações
- Ergonomia e Segurança Do Trabalho Univ-6Documento47 páginasErgonomia e Segurança Do Trabalho Univ-6afseunbAinda não há avaliações
- Lista 02Documento4 páginasLista 02Celio EstevesAinda não há avaliações
- Tarefa 11 - Sistema KanbanDocumento6 páginasTarefa 11 - Sistema KanbanCarol Camargos PôrtoAinda não há avaliações
- PCP Aula 10 - Programação Da ProduçãoDocumento28 páginasPCP Aula 10 - Programação Da Produçãoluizmario15Ainda não há avaliações
- Trabalho2020-2 - AnaliticaDocumento5 páginasTrabalho2020-2 - AnaliticaDaniel Henrique Rodrigues CostaAinda não há avaliações
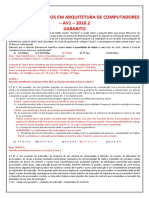
- Gabarito Top Av Arq MM Prova Av1 2018 2Documento5 páginasGabarito Top Av Arq MM Prova Av1 2018 2Alexandre Melo100% (1)
- Apostila - Takt Time e Balanceamento de LinhaDocumento9 páginasApostila - Takt Time e Balanceamento de LinhaRogerio SantosAinda não há avaliações
- Aula 07 Pfi 2022Documento30 páginasAula 07 Pfi 2022Lucas SatoAinda não há avaliações
- Relatório 8 - Manufatura em Célula IIDocumento5 páginasRelatório 8 - Manufatura em Célula IIMadMax 56Ainda não há avaliações
- Atividades para Simulação Com ArenaDocumento1 páginaAtividades para Simulação Com ArenaPaulo BrambillaAinda não há avaliações
- Atividade Arena - M2 PDFDocumento1 páginaAtividade Arena - M2 PDFMaurício SonzaAinda não há avaliações
- Afi 3Documento31 páginasAfi 3EltonAinda não há avaliações
- Aula Prática 05 - TIMER Com ISR (Atualizada em 01-05-2016)Documento16 páginasAula Prática 05 - TIMER Com ISR (Atualizada em 01-05-2016)gabrielsousa730Ainda não há avaliações
- Balanceamento de LinhasDocumento14 páginasBalanceamento de LinhasthiagoAinda não há avaliações
- Atividade 2 - Projeto de Instalações Industriais - 54 2023Documento3 páginasAtividade 2 - Projeto de Instalações Industriais - 54 2023daimonkonicz219Ainda não há avaliações
- Atividade 2 - Projeto de Instalações Industriais - 54 2023Documento3 páginasAtividade 2 - Projeto de Instalações Industriais - 54 2023Fabio GuimaraesAinda não há avaliações
- Heijunka BoxDocumento8 páginasHeijunka BoxJean Carlos de OliveiraAinda não há avaliações
- Lista01 - Parte1 - AOC II - 2014 - 2Documento5 páginasLista01 - Parte1 - AOC II - 2014 - 2msancorAinda não há avaliações
- Lista de Exercícios de Estudo de Tempos e Planejamento Agregado (2022.2) - SoluçãoDocumento11 páginasLista de Exercícios de Estudo de Tempos e Planejamento Agregado (2022.2) - SoluçãoMelisanteAinda não há avaliações
- Questoes PCP BrenoDocumento4 páginasQuestoes PCP BrenoBreno Corrêa SilvaAinda não há avaliações
- Aula - BalanceamentoDocumento2 páginasAula - BalanceamentoJonh MeloAinda não há avaliações
- Trabalho 2Documento6 páginasTrabalho 2Vanuza CamposAinda não há avaliações
- DelaysDocumento30 páginasDelaysDaniel NatividadeAinda não há avaliações
- EX So Lista1Documento4 páginasEX So Lista1Fabio Fabio-marianAinda não há avaliações
- Exercícios Resolvidos - KanbanDocumento3 páginasExercícios Resolvidos - KanbanLigia Oliveira0% (1)
- Aula 6 - Balanceamento Da Linha de ProduoDocumento12 páginasAula 6 - Balanceamento Da Linha de ProduodiegosantanaAinda não há avaliações
- Balanceamento de LinhaDocumento17 páginasBalanceamento de LinhaSr StriggioAinda não há avaliações
- Carga MaquinaDocumento23 páginasCarga MaquinaWilliam FurtadoAinda não há avaliações
- Estudo de Caso 4Documento7 páginasEstudo de Caso 4Gustavo LimaAinda não há avaliações
- Lista de Exercícios TEMPO PADRÃODocumento3 páginasLista de Exercícios TEMPO PADRÃOLetícia Reis RodriguesAinda não há avaliações
- 0w94ijsf 11Documento6 páginas0w94ijsf 11Twi tchAinda não há avaliações
- Administração Da Produção - Lista de ExercíciosDocumento5 páginasAdministração Da Produção - Lista de ExercíciosNathalia FerreiraAinda não há avaliações
- Exercícios KANBANDocumento3 páginasExercícios KANBANjhonAinda não há avaliações
- 7 - Sistema de Controle - KanbanDocumento14 páginas7 - Sistema de Controle - KanbanaafgaloAinda não há avaliações
- Medida de Eficiência 2Documento14 páginasMedida de Eficiência 2Jauilson Crisostomo0% (3)
- Atividades ARENA 3Documento2 páginasAtividades ARENA 3paulobrambillaAinda não há avaliações
- Exercicios de Pesquisa Operacional II Teoria de FilasDocumento3 páginasExercicios de Pesquisa Operacional II Teoria de FilasFernanda Castilho50% (2)
- Capacidade ProdutivaDocumento31 páginasCapacidade ProdutivaRoniel RamosAinda não há avaliações
- PCP - Módulo 6 - Sequenciamento e Emissão de OrdensDocumento37 páginasPCP - Módulo 6 - Sequenciamento e Emissão de OrdensTamirisMoraisAinda não há avaliações
- Projeto Final AvaliaçãoDocumento1 páginaProjeto Final AvaliaçãoÍcaro TarginoAinda não há avaliações
- OC - Aula 3Documento19 páginasOC - Aula 3João Pedro ConteAinda não há avaliações
- Lista Exercicios 4Documento4 páginasLista Exercicios 4Djalma AndradeAinda não há avaliações
- 1.1. Métricas Lean - CaeDocumento32 páginas1.1. Métricas Lean - CaeRobsonAinda não há avaliações
- Artigo - Takt-Time X Tempo de CicloDocumento5 páginasArtigo - Takt-Time X Tempo de CiclosueadmAinda não há avaliações
- Exercícios PCPDocumento16 páginasExercícios PCPTehteh Teh100% (1)
- Capitulo 4 Aluno - Arranjo FisicoDocumento34 páginasCapitulo 4 Aluno - Arranjo Fisicomiria oliveira100% (1)
- Sistema Toyota de Produção Sob o Ponto de Vista Da Eng de ProduçãoDocumento32 páginasSistema Toyota de Produção Sob o Ponto de Vista Da Eng de ProduçãoRuyAinda não há avaliações
- Projeto LSS Black BeltDocumento99 páginasProjeto LSS Black BeltJoise Gabriel HerreraAinda não há avaliações
- Sistema Toyota de Produção Sob o Ponto de Vista Da Eng de ProduçãoDocumento32 páginasSistema Toyota de Produção Sob o Ponto de Vista Da Eng de ProduçãoRuyAinda não há avaliações
- MapaFluxoDeValor 1925172Documento3 páginasMapaFluxoDeValor 1925172Felipe SaladiniAinda não há avaliações
- Atividade Avaliativa - 04 - 10 - 6ODocumento3 páginasAtividade Avaliativa - 04 - 10 - 6OVitor AugustoAinda não há avaliações
- Apostila Cpa 20 Marco 2023Documento252 páginasApostila Cpa 20 Marco 2023herbert AndreAinda não há avaliações
- Segunda Via Boleto 31-01-2023 PDFDocumento2 páginasSegunda Via Boleto 31-01-2023 PDFGabriel RibeiroAinda não há avaliações
- Contrato de Fiança IndividualDocumento3 páginasContrato de Fiança IndividualPablo HenriqueAinda não há avaliações
- EconomiaDocumento3 páginasEconomiaJulia Braga100% (1)
- Citroen c3 3Documento1 páginaCitroen c3 3Jose G Mejia CAinda não há avaliações
- CCT 2020 2021 SINAENCOxARQUITETOS OUTROS ASSINADA 110123Documento20 páginasCCT 2020 2021 SINAENCOxARQUITETOS OUTROS ASSINADA 110123israel_saikouAinda não há avaliações
- Declaracao de ConteudoDocumento1 páginaDeclaracao de ConteudoUelitom VitorAinda não há avaliações
- ConLicitação O Que É LicitaçãoDocumento10 páginasConLicitação O Que É LicitaçãoSuzana Castro de SouzaAinda não há avaliações
- APOSTILA 01 - 3° Semestre ADM e CONTÁBEIS (Valor Atual)Documento4 páginasAPOSTILA 01 - 3° Semestre ADM e CONTÁBEIS (Valor Atual)Taís Duarte Perão100% (1)
- Ltcat Soph 2022Documento43 páginasLtcat Soph 2022Iasmym Gonçalves100% (1)
- Fareciboboresv13 1Documento1 páginaFareciboboresv13 1MarisaAinda não há avaliações
- Modelo Fatura Equatorial PDF - MAR (1) FDGFGGDFFFGDFDDocumento1 páginaModelo Fatura Equatorial PDF - MAR (1) FDGFGGDFFFGDFDfranciscocontini445Ainda não há avaliações
- O Planejamento Estratégico Organizacional e Sua Relevância Na Gestão PúblicaDocumento13 páginasO Planejamento Estratégico Organizacional e Sua Relevância Na Gestão PúblicaJoão LennonAinda não há avaliações
- Questões de Preparação para Exame de Ética Empresarial e Deontologia Profissional (Recuperado Automaticamente)Documento6 páginasQuestões de Preparação para Exame de Ética Empresarial e Deontologia Profissional (Recuperado Automaticamente)Henja Mula100% (2)
- Lara Carreiro Da Matta - Maria Carolina Dabbur Marques de Oliveira - Yasmin Neiva de SouzaDocumento29 páginasLara Carreiro Da Matta - Maria Carolina Dabbur Marques de Oliveira - Yasmin Neiva de SouzaVanessa CoutinhoAinda não há avaliações
- Instituições FinanceirasDocumento37 páginasInstituições FinanceirasDavson de Sousa dos Santos50% (2)
- Petição Inicial - Obrigação de FazerDocumento10 páginasPetição Inicial - Obrigação de FazerJulie AndradeAinda não há avaliações
- Cálculo de Contribuições - Guia Da Previdência SocialDocumento1 páginaCálculo de Contribuições - Guia Da Previdência SocialNastácia FilipovnaAinda não há avaliações
- Projeto MTP - Cledison Santos SilvaDocumento12 páginasProjeto MTP - Cledison Santos SilvaCLEDISON SANTOSAinda não há avaliações
- Administração de Recursos Humanos IDocumento9 páginasAdministração de Recursos Humanos INiam storeAinda não há avaliações
- Cartilha de Aquisição de Medicamentos Do TCE - MSDocumento18 páginasCartilha de Aquisição de Medicamentos Do TCE - MSAlcides Marques JuniorAinda não há avaliações
- Plano 04 - MergedDocumento6 páginasPlano 04 - MergedAllana CardosoAinda não há avaliações
- CONTRATODocumento5 páginasCONTRATOMARIA EDUARDAinda não há avaliações
- Formulário para Subsidio de Apoio Ao Cuidador Informal PrincipalDocumento4 páginasFormulário para Subsidio de Apoio Ao Cuidador Informal PrincipalRaul GonçalvesAinda não há avaliações
- Certificado de Calibracion Balanzas de Flujo 1 y 2. SilosDocumento127 páginasCertificado de Calibracion Balanzas de Flujo 1 y 2. Silosluisalberto44Ainda não há avaliações
- 3 - Casting-3 Manufacturing II - En.ptDocumento34 páginas3 - Casting-3 Manufacturing II - En.ptGuilherme Dos Santos MoreiraAinda não há avaliações
- Cartilha Do ProfessorDocumento58 páginasCartilha Do ProfessorValdanho Di MelloAinda não há avaliações
- Contrato de LocaçãoDocumento4 páginasContrato de LocaçãoCamila PiresAinda não há avaliações
- Exercícios Semana III - Camila Renata Dalla LiberaDocumento2 páginasExercícios Semana III - Camila Renata Dalla LiberaCamila RenataAinda não há avaliações
- Livro Digital - ImobilizadoDocumento32 páginasLivro Digital - ImobilizadoLidianeAinda não há avaliações