Você também pode gostar
- Como se faz: 99 soluções de instalações hidráulicas e sanitáriasNo EverandComo se faz: 99 soluções de instalações hidráulicas e sanitáriasAinda não há avaliações
- Equ - Lse - MRSDocumento19 páginasEqu - Lse - MRSThayna JesusAinda não há avaliações
- Apresentação DestilaçãoDocumento33 páginasApresentação DestilaçãoPaula Alessandra Palsikowski100% (1)
- Elevação Artificial Por Bombeio MecânicoNo EverandElevação Artificial Por Bombeio MecânicoAinda não há avaliações
- Aula 16 - Projeto de Colunas de Pratos - EficiênciaDocumento28 páginasAula 16 - Projeto de Colunas de Pratos - EficiênciaLARISSA CARVALHO SILVESTRE CUNHAAinda não há avaliações
- Ensaios Experimentais para Definição do Modelo de Cap – Colapso de PorosNo EverandEnsaios Experimentais para Definição do Modelo de Cap – Colapso de PorosAinda não há avaliações
- Projeto de Sistemas Prediais de Esgoto SanitárioDocumento11 páginasProjeto de Sistemas Prediais de Esgoto SanitárioMiriam Cristina CamachoAinda não há avaliações
- Tratamento de Lodos de Estações de Tratamento de ÁguaNo EverandTratamento de Lodos de Estações de Tratamento de ÁguaAinda não há avaliações
- Parte B-CavitaçãoDocumento44 páginasParte B-Cavitaçãoklinsmann reis100% (1)
- Dimensionamento de Vasos de Pressão Verticais e HorizontaisDocumento163 páginasDimensionamento de Vasos de Pressão Verticais e HorizontaisEnnecyr Pilling PintoAinda não há avaliações
- Dimensionamento de VasosDocumento33 páginasDimensionamento de VasosSimone Bezerra da SilcaAinda não há avaliações
- Aula 4 - Orifícios e BocaisDocumento22 páginasAula 4 - Orifícios e BocaisBeatriz BrasileiroAinda não há avaliações
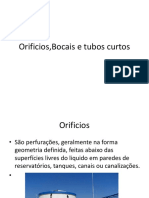
- Orificios, Bocais e Tubos CurtosDocumento40 páginasOrificios, Bocais e Tubos Curtosthyagocamelo21100% (1)
- Bombas Fundamentos de ProcessosDocumento78 páginasBombas Fundamentos de ProcessosLarissa Ganz100% (1)
- Aula 9 - Instalações de Esgotamento SanitárioDocumento48 páginasAula 9 - Instalações de Esgotamento SanitárioEgenio MausseAinda não há avaliações
- Decantadores IndustriaisDocumento34 páginasDecantadores IndustriaisHaniel HonoratoAinda não há avaliações
- WORKOVER Supervisao 2022Documento34 páginasWORKOVER Supervisao 2022Alexander EscalonaAinda não há avaliações
- 3esgoto Apostila ModifDocumento35 páginas3esgoto Apostila ModifMarcos AntônioAinda não há avaliações
- (MUITO BOM) Mod - 4 - Desafio - 3 - Principios - de - Operacao - PDFDocumento40 páginas(MUITO BOM) Mod - 4 - Desafio - 3 - Principios - de - Operacao - PDFBárbara BassaneAinda não há avaliações
- Agitacao e Aeracao em Biorreatores PDFDocumento20 páginasAgitacao e Aeracao em Biorreatores PDFRaquel Andreola ValenteAinda não há avaliações
- Apresentação DestilaçãoDocumento66 páginasApresentação DestilaçãoOdoni BarbantiAinda não há avaliações
- Apostila - Vasos de PressãoDocumento112 páginasApostila - Vasos de PressãoVitor Pena100% (3)
- Princípios e Equacionamento Da AbsorçãoDocumento17 páginasPrincípios e Equacionamento Da Absorçãofnakabori0% (1)
- Gradeamento e Caixa de AreiaDocumento44 páginasGradeamento e Caixa de AreiaBrenno Martins100% (1)
- Apostila EsgotoDocumento40 páginasApostila EsgotoAnonymous XaAk5cgAinda não há avaliações
- Dimensionamento de Instalações SanitáriasDocumento37 páginasDimensionamento de Instalações SanitáriasAção Social ADESCAinda não há avaliações
- Equipamentos Estáticos - TorresDocumento8 páginasEquipamentos Estáticos - TorresRafael Costa SampaioAinda não há avaliações
- Módulo - Conceitos e Normas de EsgotoDocumento15 páginasMódulo - Conceitos e Normas de EsgotoPaulo Natan da SilvaAinda não há avaliações
- Módulo - Projeto de Esgoto Aplicado CADDocumento10 páginasMódulo - Projeto de Esgoto Aplicado CADPaulo Natan da SilvaAinda não há avaliações
- Estudos de Um Banhiero DECADocumento80 páginasEstudos de Um Banhiero DECAmarizinhamelloAinda não há avaliações
- Capitilo 14Documento7 páginasCapitilo 14Jonatan CastroAinda não há avaliações
- Aula 5 - VertedoresDocumento22 páginasAula 5 - VertedoresBeatriz Brasileiro100% (1)
- ANP9 - A9-Vasos de Pressão e AcumuladoresDocumento53 páginasANP9 - A9-Vasos de Pressão e AcumuladoresleonardoportocAinda não há avaliações
- Aula 12 - Microdrenagem - Parte 2Documento65 páginasAula 12 - Microdrenagem - Parte 2CarolineAinda não há avaliações
- Dimensionamento de Vasos de Pressao Verticais e Horizontais para Separação de Fluidos Bifásicos e TrifásicosDocumento163 páginasDimensionamento de Vasos de Pressao Verticais e Horizontais para Separação de Fluidos Bifásicos e TrifásicosCharlles Faria LimaAinda não há avaliações
- Destilação Prato ValvuladoDocumento2 páginasDestilação Prato ValvuladoLuis Henrique Vieira VianaAinda não há avaliações
- Aula 07 - Orifcios Bocais e Tubos Curtos - Parte 01Documento26 páginasAula 07 - Orifcios Bocais e Tubos Curtos - Parte 01evertonwelterAinda não há avaliações
- Prova 2 - 2020.1Documento7 páginasProva 2 - 2020.1Carolina BritesAinda não há avaliações
- 09 Cozimento Continuo John Ian Clark Bosh EngenhariaDocumento52 páginas09 Cozimento Continuo John Ian Clark Bosh EngenhariaAnonymous 6f034LpAinda não há avaliações
- Guia de Louças e MetaisDocumento45 páginasGuia de Louças e Metaismalokinasd dededAinda não há avaliações
- 7 Apresentacao Cap VDocumento59 páginas7 Apresentacao Cap VDaniel RosaAinda não há avaliações
- Escoamento em TubulaçõesDocumento21 páginasEscoamento em TubulaçõesstudiostoarqAinda não há avaliações
- Capítulo V Bocas ColetorasDocumento8 páginasCapítulo V Bocas ColetorasLu AndradeAinda não há avaliações
- Torres de Fracionamento Ou DestilacaoDocumento11 páginasTorres de Fracionamento Ou DestilacaorobinhossAinda não há avaliações
- Spes 2018 03Documento27 páginasSpes 2018 03Geovana Silva CostaAinda não há avaliações
- Av2 - HidráulicaDocumento4 páginasAv2 - HidráulicaFabiana RamosAinda não há avaliações
- AgitaçãoDocumento56 páginasAgitaçãoRenanAinda não há avaliações
- Aula 01 - Esgotamento, Drenagem e Rebaixamento de LencolDocumento16 páginasAula 01 - Esgotamento, Drenagem e Rebaixamento de LencolMadalena Osorio LeiteAinda não há avaliações
- Fluído de PerfuraçãoDocumento28 páginasFluído de PerfuraçãoMarcos QuadroAinda não há avaliações
- Estradas, Drenagem SuperficialDocumento28 páginasEstradas, Drenagem Superficialrocio47100% (6)
- Prática 01 - Medidas de VolumesDocumento4 páginasPrática 01 - Medidas de Volumesbritomc2Ainda não há avaliações
- Apostila BombasDocumento64 páginasApostila BombasTiago FrançaAinda não há avaliações
- Aula 8Documento55 páginasAula 8Petronordeste NeAinda não há avaliações
- Sanitário - Fossa SepticaDocumento64 páginasSanitário - Fossa SepticaClaudemar Chirnev100% (3)
- Destilação A VácuoDocumento8 páginasDestilação A VácuoEduardo PasinatoAinda não há avaliações
- Fluidos de Perfuração e Compl PDFDocumento104 páginasFluidos de Perfuração e Compl PDFWagner ArantesAinda não há avaliações
- Dimensionamento de Placa de Orifício - Alencar MarcialDocumento13 páginasDimensionamento de Placa de Orifício - Alencar MarcialDionarley VieiraAinda não há avaliações
- Dimensionamento de Placa de Orifício - Alencar MarcialDocumento13 páginasDimensionamento de Placa de Orifício - Alencar MarcialDaniel ReckziegelAinda não há avaliações
- EQE482 Topico10Documento114 páginasEQE482 Topico10Gustav MolotovAinda não há avaliações
- EQE482 Topico06Documento44 páginasEQE482 Topico06Gustav MolotovAinda não há avaliações
- EQE482 Topico09Documento118 páginasEQE482 Topico09Gustav MolotovAinda não há avaliações
- EQE482 Topico07Documento118 páginasEQE482 Topico07Gustav MolotovAinda não há avaliações
- EQE482 Topico05Documento107 páginasEQE482 Topico05Gustav MolotovAinda não há avaliações
- EQE482 Topico04Documento144 páginasEQE482 Topico04Gustav MolotovAinda não há avaliações
- EQE482 Topico03Documento49 páginasEQE482 Topico03Gustav MolotovAinda não há avaliações
- EQE482 Topico02Documento24 páginasEQE482 Topico02Gustav MolotovAinda não há avaliações
- EQE482 Topico01Documento28 páginasEQE482 Topico01Gustav MolotovAinda não há avaliações
- Piaget 2producao - 711 - 201212051834228e9cDocumento12 páginasPiaget 2producao - 711 - 201212051834228e9cGustav MolotovAinda não há avaliações
- Maçonaria e Filosofia, Um ParaleloDocumento37 páginasMaçonaria e Filosofia, Um ParaleloGustav MolotovAinda não há avaliações
- O Simbolismo dosPDFDocumento63 páginasO Simbolismo dosPDFGustav MolotovAinda não há avaliações
- Guia de Entrada em Espaços ConfinadosDocumento29 páginasGuia de Entrada em Espaços ConfinadosKaio Francisco Ribeiro100% (1)
- Manual 1 Pcon Y18 LPDocumento64 páginasManual 1 Pcon Y18 LPCarlos Ernesto NataliAinda não há avaliações
- Prova de Conhecimentos Específicos - Física e Química - Gabarito 1Documento8 páginasProva de Conhecimentos Específicos - Física e Química - Gabarito 1Carlos Davi Pessoa0% (1)
- Prova MetrologiaDocumento20 páginasProva MetrologiaDarllan PinheiroAinda não há avaliações
- Forno CatenárioDocumento110 páginasForno CatenárioLUVIDAL_LKAinda não há avaliações
- Diagrama de MollierDocumento27 páginasDiagrama de MollierRMAinda não há avaliações
- N 2349Documento11 páginasN 2349edcam13Ainda não há avaliações
- Máquinas Térmicas AvancadoDocumento2 páginasMáquinas Térmicas AvancadoOkabeRintarouAinda não há avaliações
- Difusividade Dos GasesDocumento22 páginasDifusividade Dos GasesSérgio GuimarãesAinda não há avaliações
- Química - Aprova TotalDocumento17 páginasQuímica - Aprova Totalbeatriclopes11Ainda não há avaliações
- Manual Técnico - Extintores PDFDocumento27 páginasManual Técnico - Extintores PDFSérgio Alves Dos ReisAinda não há avaliações
- Padrão de Spray em Inalantes FarmaceuticosDocumento6 páginasPadrão de Spray em Inalantes FarmaceuticosValterlolAinda não há avaliações
- Ficha Volume Molar BomDocumento2 páginasFicha Volume Molar BomJl LimaAinda não há avaliações
- Manual TecnicoDocumento81 páginasManual TecnicoDaniel RolandiAinda não há avaliações
- Quimica A Ciencia Central - Sumário - Ed. PortuguesDocumento5 páginasQuimica A Ciencia Central - Sumário - Ed. PortuguesMundo_da_Quimica100% (3)
- AOLI 3000 - Manual de Instalação e Operação (2007 - REV - )Documento55 páginasAOLI 3000 - Manual de Instalação e Operação (2007 - REV - )Emílio MinariniAinda não há avaliações
- Aula 2 TecMatDocumento46 páginasAula 2 TecMatSHEILAAinda não há avaliações
- Lista de Exercícios 1Documento2 páginasLista de Exercícios 1DANIEL LISBOA PINAAinda não há avaliações
- Ficha Emergencia QuímicoDocumento2 páginasFicha Emergencia QuímicoAlex JoseAinda não há avaliações
- Anais OBQ 2014Documento192 páginasAnais OBQ 2014Germano Týr FerreiraAinda não há avaliações
- Módulo de Alimentação Denox 2.2 (SM) - Componentes Elétricos InternosDocumento113 páginasMódulo de Alimentação Denox 2.2 (SM) - Componentes Elétricos Internosjuarez5geronimosilvaAinda não há avaliações
- Fluidos RefrigerantesDocumento5 páginasFluidos RefrigerantesRodrigo PereiraAinda não há avaliações
- O Gás de Elétrons LivresDocumento5 páginasO Gás de Elétrons LivresFelipe Dias Rodrigues0% (1)
- Classificação, Transporte e Armazenagem de Produtos PerigososDocumento57 páginasClassificação, Transporte e Armazenagem de Produtos PerigososCleiton MorettoAinda não há avaliações
- Mabom - CiurbDocumento541 páginasMabom - CiurbFabricio LopesAinda não há avaliações
- Calculo CromatografiaDocumento2 páginasCalculo CromatografiaCoco SanchezAinda não há avaliações
- APOSTILA - SIS PSC - 2a FaseDocumento56 páginasAPOSTILA - SIS PSC - 2a FaseCecília LenziAinda não há avaliações
- Busch Instruction Manual RA RC 0400 00630 C PT 0870569645 0007Documento36 páginasBusch Instruction Manual RA RC 0400 00630 C PT 0870569645 0007Elvis Domingues100% (1)
- Apostila SHP Aplicação de Mecânica Dos Fluídos Nos Sistemas de Automação Hidráulica e PneumáticaDocumento46 páginasApostila SHP Aplicação de Mecânica Dos Fluídos Nos Sistemas de Automação Hidráulica e PneumáticaMauricio F CamargoAinda não há avaliações
- Fispq - OxigenioDocumento14 páginasFispq - Oxigeniojefferson azevedoAinda não há avaliações
- Treinamento cerebral: Compreendendo inteligência emocional, atenção e muito maisNo EverandTreinamento cerebral: Compreendendo inteligência emocional, atenção e muito maisNota: 4.5 de 5 estrelas4.5/5 (169)
- Biomecânica Básica dos Exercícios: Membros InferioresNo EverandBiomecânica Básica dos Exercícios: Membros InferioresNota: 3.5 de 5 estrelas3.5/5 (8)
- Cérebro Singular: Como estimular crianças no espectro autista ou com atrasos no desenvolvimentoNo EverandCérebro Singular: Como estimular crianças no espectro autista ou com atrasos no desenvolvimentoNota: 5 de 5 estrelas5/5 (1)
- 365 Ideias De Posts Para Ter Um Instagram De Sucesso!No Everand365 Ideias De Posts Para Ter Um Instagram De Sucesso!Ainda não há avaliações
- Inteligência artificial: O guia completo para iniciantes sobre o futuro da IANo EverandInteligência artificial: O guia completo para iniciantes sobre o futuro da IANota: 5 de 5 estrelas5/5 (6)
- Dieta Anti-inflamatória EstratégicaNo EverandDieta Anti-inflamatória EstratégicaNota: 5 de 5 estrelas5/5 (2)