Você também pode gostar
- Oração da Manhã JudaicaDocumento16 páginasOração da Manhã JudaicaFernandoSantosMorishitaSmart100% (6)
- Paes e Paula - Repensando Os Estudos OrganizacDocumento298 páginasPaes e Paula - Repensando Os Estudos OrganizacElisabete Stradiotto SiqueiraAinda não há avaliações
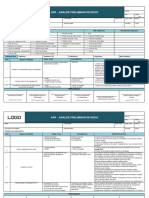
- Análise de riscos para solda elétricaDocumento5 páginasAnálise de riscos para solda elétricaDaniel Oliveira100% (1)
- Anatomia dos ossosDocumento63 páginasAnatomia dos ossossgtwelber100% (1)
- CTM - II - Metais e Suas PropriedadesDocumento24 páginasCTM - II - Metais e Suas PropriedadesWallace RodriguesAinda não há avaliações
- Apostila CompletaDocumento312 páginasApostila Completamarmaduke32Ainda não há avaliações
- Processos de fabricação de materiais metálicos para usinagemDocumento37 páginasProcessos de fabricação de materiais metálicos para usinagemLucas TanjoniAinda não há avaliações
- Apostila Estrutural CompletaDocumento338 páginasApostila Estrutural CompletaAndre JunqueiraAinda não há avaliações
- Aula 4Documento22 páginasAula 4Demóstenes Vaz de OliveiraAinda não há avaliações
- Classificação Das Ligas MetálicasDocumento4 páginasClassificação Das Ligas Metálicasneto80Ainda não há avaliações
- Metais Ferrosos AeronáuticaDocumento20 páginasMetais Ferrosos Aeronáuticareatetr100% (1)
- Aços segundo ABNT e SAEDocumento5 páginasAços segundo ABNT e SAEJan MartinsAinda não há avaliações
- Aula 05Documento14 páginasAula 05claraAinda não há avaliações
- Introdução aos Materiais FerrososDocumento38 páginasIntrodução aos Materiais FerrososLETICIA ALCANTARA DA SILVAAinda não há avaliações
- EM737 - Lista 1 - Introdução e Produção Do AçoDocumento5 páginasEM737 - Lista 1 - Introdução e Produção Do Açog238710Ainda não há avaliações
- Distinguir processos de estanhagem e forjaDocumento10 páginasDistinguir processos de estanhagem e forjaLirry matsinhe50% (2)
- Aços-carbono e ligas: propriedades e aplicaçõesDocumento23 páginasAços-carbono e ligas: propriedades e aplicaçõesRayaneAinda não há avaliações
- Grupo - Sebastião e André - WordDocumento7 páginasGrupo - Sebastião e André - WordGh0stKageAinda não há avaliações
- Ligas metálicas: composição, classificação e aplicaçõesDocumento5 páginasLigas metálicas: composição, classificação e aplicaçõesFabricio CamposAinda não há avaliações
- MC Aula 7 Classificacao AbntDocumento4 páginasMC Aula 7 Classificacao AbntMileine Cristine MarinAinda não há avaliações
- Acoligaapresentacao 111019051245 Phpapp01Documento44 páginasAcoligaapresentacao 111019051245 Phpapp01Paulo Sergio FaleirosAinda não há avaliações
- QUESTIONARIO 7 Materias de ConstruçãoDocumento4 páginasQUESTIONARIO 7 Materias de ConstruçãoMylenna LimaAinda não há avaliações
- Sistema SEA e AISI de Classificação Dos Aços (18 de Maio)Documento2 páginasSistema SEA e AISI de Classificação Dos Aços (18 de Maio)Allan SardinhaAinda não há avaliações
- Aços-liga: propriedades e aplicaçõesDocumento3 páginasAços-liga: propriedades e aplicaçõesPeubahiaAinda não há avaliações
- Processos de produção de ferro e açoDocumento52 páginasProcessos de produção de ferro e açoMarcelo Lima100% (1)
- Classificação e composição dos aços SAE, ABNT e AISIDocumento13 páginasClassificação e composição dos aços SAE, ABNT e AISIArlan FNAinda não há avaliações
- Classifcação de Aços PDFDocumento1 páginaClassifcação de Aços PDFWillian Sian HerzogAinda não há avaliações
- Classificação de aços segundo SAE/AISIDocumento1 páginaClassificação de aços segundo SAE/AISIRafael SalvagniAinda não há avaliações
- Classificação de aços segundo SAE/AISIDocumento1 páginaClassificação de aços segundo SAE/AISIRafael SalvagniAinda não há avaliações
- Classificação Dos AçosDocumento53 páginasClassificação Dos AçosGabriel Duarte50% (2)
- Diagrama de Equilíbrio Ferro CarbonoDocumento57 páginasDiagrama de Equilíbrio Ferro CarbonoPaulo Leonardo Jacobussi SemeghiniAinda não há avaliações
- Metais Ferrosos e Não Ferrosos Vol.2 2020Documento83 páginasMetais Ferrosos e Não Ferrosos Vol.2 2020Guilherme FernandesAinda não há avaliações
- Introdução aos Aços: Composição, Estrutura e PropriedadesDocumento43 páginasIntrodução aos Aços: Composição, Estrutura e Propriedadesfagner ribeiroAinda não há avaliações
- Ligas Metálicas - Aço (Introdução A Química - 1S )Documento4 páginasLigas Metálicas - Aço (Introdução A Química - 1S )rodrigosilva1320Ainda não há avaliações
- Ferros FundidosDocumento46 páginasFerros FundidosErifeos Eri FeosAinda não há avaliações
- Classificação de Aço 1Documento38 páginasClassificação de Aço 1Claudio Marco Planas de AlmeidaAinda não há avaliações
- Ligas Metálicas - Propriedades e AplicaçõesDocumento47 páginasLigas Metálicas - Propriedades e AplicaçõesAndre DantasAinda não há avaliações
- Siderurgia Aço ProcessosDocumento9 páginasSiderurgia Aço ProcessosJean Marcos Oliveira SilvaAinda não há avaliações
- Classificação Dos Aços e Noções Do Diagrama de Equilíbrio Fe - CDocumento29 páginasClassificação Dos Aços e Noções Do Diagrama de Equilíbrio Fe - CWeniton OliveiraAinda não há avaliações
- Ligas metálicas: propriedades e aplicaçõesDocumento3 páginasLigas metálicas: propriedades e aplicaçõesArthur Figueredo BragaAinda não há avaliações
- Efeito dos elementos de liga nos açosDocumento25 páginasEfeito dos elementos de liga nos açosRicardo AjonasAinda não há avaliações
- Mat Tub Apostila 4Documento165 páginasMat Tub Apostila 4pissiniAinda não há avaliações
- Tipos de Aço e Sua ClassificaçãoDocumento8 páginasTipos de Aço e Sua ClassificaçãoRenato MantaAinda não há avaliações
- Materiais Ferrosos e Não FerrososDocumento18 páginasMateriais Ferrosos e Não Ferrososyuran bulhaAinda não há avaliações
- 1.2 Elementos de Liga Res.17.2Documento82 páginas1.2 Elementos de Liga Res.17.2gaborinAinda não há avaliações
- Tipos de Aços: Classificação e PropriedadesDocumento24 páginasTipos de Aços: Classificação e PropriedadesVitor hugo Ferreira mazarottoAinda não há avaliações
- Ferro e AçoDocumento4 páginasFerro e AçoNathalia GilAinda não há avaliações
- FundiçãoDocumento46 páginasFundiçãoEuclides SantanaAinda não há avaliações
- Soldabilidade e evolução dos açosDocumento3 páginasSoldabilidade e evolução dos açosAndiara AlmeidaAinda não há avaliações
- 08-Materiais - Normalização-1-11Documento11 páginas08-Materiais - Normalização-1-11Miguel LançaAinda não há avaliações
- AçoDocumento4 páginasAçoJessika SuedAinda não há avaliações
- MC1-Aula 3Documento37 páginasMC1-Aula 3Martin MitsengaAinda não há avaliações
- Regis e Barra, 2010Documento13 páginasRegis e Barra, 2010ANA LAURA BRAGA NASCIMENTOAinda não há avaliações
- Rodrigo Lima: Critérios Utilizados para Classificação Dos Aços: A Classificação Dos AçosDocumento16 páginasRodrigo Lima: Critérios Utilizados para Classificação Dos Aços: A Classificação Dos AçosVitor hugo Ferreira mazarottoAinda não há avaliações
- Efeito do cobalto e molibdênio na resistência dos aços maragingDocumento2 páginasEfeito do cobalto e molibdênio na resistência dos aços maraginguouAinda não há avaliações
- Parte II 1.3.d - Zinco e Suas LigasDocumento12 páginasParte II 1.3.d - Zinco e Suas LigasBruna Migliorini Muniz100% (1)
- Aços e Seus Tratamentos TérmicosDocumento90 páginasAços e Seus Tratamentos TérmicosAngelo LeãoAinda não há avaliações
- Aços PerfiladosDocumento11 páginasAços PerfiladosGson CarlAinda não há avaliações
- Introdução ao tratamento térmico de ligas ferro-carbonoDocumento54 páginasIntrodução ao tratamento térmico de ligas ferro-carbonoJoão Vitor LpzAinda não há avaliações
- Aços Inoxidáveis - Corrosão E Métodos Para DetecçãoNo EverandAços Inoxidáveis - Corrosão E Métodos Para DetecçãoAinda não há avaliações
- Processos de decapagem, laminação a frio e recozimento de produtos planos de açoNo EverandProcessos de decapagem, laminação a frio e recozimento de produtos planos de açoAinda não há avaliações
- Tom Ideal de HennaDocumento15 páginasTom Ideal de HennaSuzy GuiAinda não há avaliações
- Comprovante Do Pagamento 1/2Documento2 páginasComprovante Do Pagamento 1/2Suzy GuiAinda não há avaliações
- Sicredi 1664326469263Documento1 páginaSicredi 1664326469263Suzy GuiAinda não há avaliações
- Recomendamos A Impressão Desse ComprovanteDocumento1 páginaRecomendamos A Impressão Desse ComprovanteSuzy GuiAinda não há avaliações
- Muro gradil e portões para parque da CORSANDocumento1 páginaMuro gradil e portões para parque da CORSANSuzy GuiAinda não há avaliações
- Caderno 2Documento22 páginasCaderno 2Suzy GuiAinda não há avaliações
- Como usar serra circularDocumento6 páginasComo usar serra circularSuzy GuiAinda não há avaliações
- Portões, Grades E BasculantesDocumento25 páginasPortões, Grades E BasculantesSuzy GuiAinda não há avaliações
- Mms - Apostila de Soldagem-1Documento58 páginasMms - Apostila de Soldagem-1Suzy GuiAinda não há avaliações
- Sicoob 2022 10 12 09 20 35Documento1 páginaSicoob 2022 10 12 09 20 35Suzy GuiAinda não há avaliações
- Estudo setorial da indústria metalúrgica no MaranhãoDocumento32 páginasEstudo setorial da indústria metalúrgica no MaranhãoSuzy GuiAinda não há avaliações
- Montagem portão corridoDocumento4 páginasMontagem portão corridoSuzy GuiAinda não há avaliações
- Como Fazer Portao Aluminio (Correr)Documento41 páginasComo Fazer Portao Aluminio (Correr)Suzy GuiAinda não há avaliações
- Projeto de máquina para fabricar blocosDocumento39 páginasProjeto de máquina para fabricar blocosSuzy Gui0% (1)
- Portfolio Boaes PC WebDocumento8 páginasPortfolio Boaes PC WebSuzy GuiAinda não há avaliações
- PX Thaline AbrilDocumento2 páginasPX Thaline AbrilEdvan de JesusAinda não há avaliações
- Sicredi 1666726590373Documento1 páginaSicredi 1666726590373Suzy GuiAinda não há avaliações
- Guia Completo Apostila de Microblading PDFDocumento87 páginasGuia Completo Apostila de Microblading PDFJéssica Corrêa100% (3)
- Tutorial PDFDocumento3 páginasTutorial PDFAlécio BrazAinda não há avaliações
- Tutorial PDFDocumento3 páginasTutorial PDFAlécio BrazAinda não há avaliações
- LivroDocumento28 páginasLivroSuzy GuiAinda não há avaliações
- Tutorial PDFDocumento3 páginasTutorial PDFAlécio BrazAinda não há avaliações
- Aprenda sobre maquiagem e cuidados com a peleDocumento76 páginasAprenda sobre maquiagem e cuidados com a peleAna OliveiraAinda não há avaliações
- 4 Receitas gratuitas de ursinha bailarina, bolsa arco-íris e trilho de mesaDocumento21 páginas4 Receitas gratuitas de ursinha bailarina, bolsa arco-íris e trilho de mesaSuzy GuiAinda não há avaliações
- Aprenda sobre maquiagem e cuidados com a peleDocumento76 páginasAprenda sobre maquiagem e cuidados com a peleAna OliveiraAinda não há avaliações
- LivroDocumento28 páginasLivroSuzy GuiAinda não há avaliações
- 4 Receitas gratuitas de ursinha bailarina, bolsa arco-íris e trilho de mesaDocumento21 páginas4 Receitas gratuitas de ursinha bailarina, bolsa arco-íris e trilho de mesaSuzy GuiAinda não há avaliações
- Ailton Branco - Arca Da InformaçãoDocumento126 páginasAilton Branco - Arca Da Informaçãobittencourt690Ainda não há avaliações
- Kant e o idealismo na Crítica da Razão PuraDocumento20 páginasKant e o idealismo na Crítica da Razão PuraIsmael De Oliveira GerolamoAinda não há avaliações
- Banner ProntoDocumento1 páginaBanner ProntoIsis MoreiraAinda não há avaliações
- Resumos Dos Artigos GiovannaDocumento9 páginasResumos Dos Artigos GiovannaGiovanna Guezin GarciaAinda não há avaliações
- Aula 1 - Introdução As Doenças Crônicas - A Realidade Do BrasilDocumento10 páginasAula 1 - Introdução As Doenças Crônicas - A Realidade Do BrasilVitor Silva LimaAinda não há avaliações
- Oficina de PizzaDocumento5 páginasOficina de PizzaHudson FreitasAinda não há avaliações
- Computação I - Python Laboratório 1 funçõesDocumento2 páginasComputação I - Python Laboratório 1 funçõesFabricioAinda não há avaliações
- Educação Mira AlfassaDocumento22 páginasEducação Mira AlfassaTamara Prado100% (1)
- Livro PAISAGEMDocumento258 páginasLivro PAISAGEMCamilla Rodrigues100% (1)
- Dilemas Bioéticos em NeonatologiaDocumento4 páginasDilemas Bioéticos em NeonatologiaMaginu MaginuAinda não há avaliações
- Reinos de Taifas e o rei poeta Almu'tamidDocumento2 páginasReinos de Taifas e o rei poeta Almu'tamidNetfixe LolAinda não há avaliações
- Como amar a si mesmo e encontrar o amor verdadeiroDocumento244 páginasComo amar a si mesmo e encontrar o amor verdadeiroRafhaAinda não há avaliações
- Plano de ensino de Psicodiagnóstico (2022.2Documento7 páginasPlano de ensino de Psicodiagnóstico (2022.2João Lucas TeixeiraAinda não há avaliações
- Dodf 026 06-02-2023 Integra-80-82Documento3 páginasDodf 026 06-02-2023 Integra-80-82Marc ArnoldiAinda não há avaliações
- Jamie Begley - 07 Luckys Choice (TRT)Documento543 páginasJamie Begley - 07 Luckys Choice (TRT)Arw Donadello100% (1)
- A MISSÃO Resumo FilmeDocumento3 páginasA MISSÃO Resumo FilmeDaywison Thales33% (3)
- Introdução ao Parnasianismo brasileiroDocumento8 páginasIntrodução ao Parnasianismo brasileiroAna Carolina MoreiraAinda não há avaliações
- Edm QgisDocumento78 páginasEdm QgisVinícius DuarteAinda não há avaliações
- A EJA e seus desafios históricos e atuaisDocumento8 páginasA EJA e seus desafios históricos e atuaisMariane Fernandes100% (1)
- Atividade FuncaoDocumento9 páginasAtividade FuncaoHelena MiekoAinda não há avaliações
- Edital SelecaoDocumento16 páginasEdital SelecaoHenrique Eduardo Guarani-kaiowáAinda não há avaliações
- A telegrafia de Avital RonellDocumento13 páginasA telegrafia de Avital RonellEllen Maria100% (1)
- Biologia Exercícios Pg. 40Documento40 páginasBiologia Exercícios Pg. 40RichaelAinda não há avaliações
- Amazônia Azul e seus impactosDocumento26 páginasAmazônia Azul e seus impactosMeiko H.Ainda não há avaliações
- Lista 6Documento2 páginasLista 6Raquel Reis MartellotiAinda não há avaliações
- Jogos Divertidos Com Imagens PDFDocumento71 páginasJogos Divertidos Com Imagens PDFElton Robert Vieira PachecoAinda não há avaliações