Você também pode gostar
- Estudo da implementação de ferramentas da Indústria 4.0: E seus impactos em face aos conceitos LeanNo EverandEstudo da implementação de ferramentas da Indústria 4.0: E seus impactos em face aos conceitos LeanAinda não há avaliações
- Uma Análise de Técnicas Do Planejamento e Controle Da Produção e Da Filosofia LeanDocumento59 páginasUma Análise de Técnicas Do Planejamento e Controle Da Produção e Da Filosofia LeanKenia ArrudaAinda não há avaliações
- Desenvolvimento de produtos cosméticosDocumento43 páginasDesenvolvimento de produtos cosméticosallanHFAinda não há avaliações
- Desenvolvimento de metodologia Lean aplicada à cadeia de suprimentos para a Indústria 4.0Documento20 páginasDesenvolvimento de metodologia Lean aplicada à cadeia de suprimentos para a Indústria 4.0Bruna Sousa ZanuttoAinda não há avaliações
- Estudo de Caso em Uma PanificadoraDocumento67 páginasEstudo de Caso em Uma PanificadoraGiselle MendesAinda não há avaliações
- 393 Seq 3 Tipos LayoutDocumento60 páginas393 Seq 3 Tipos LayoutTony Carraro100% (1)
- Otimização do Planeamento e Escalonamento da Produção na Indústria Agro QuímicaDocumento94 páginasOtimização do Planeamento e Escalonamento da Produção na Indústria Agro QuímicaFelipe RibeiroAinda não há avaliações
- Engenharia Química: Guia para Carreira e Mercado de TrabalhoDocumento20 páginasEngenharia Química: Guia para Carreira e Mercado de TrabalhoFátima Neto100% (1)
- Mapeamento de frutos silvestres no distrito de MocubaDocumento18 páginasMapeamento de frutos silvestres no distrito de MocubaNecio Francisco CaminhoAinda não há avaliações
- Implantação de PCP: Fat - Faculdade E EscolaDocumento58 páginasImplantação de PCP: Fat - Faculdade E EscolaGabrielle MonteiroAinda não há avaliações
- Guia Passo A Passo BPFDocumento210 páginasGuia Passo A Passo BPFRodrigo Noguerol Correa75% (4)
- Processo produção papel toalhaDocumento20 páginasProcesso produção papel toalhaGreiko SouzaAinda não há avaliações
- Aline Kelly Dos Santos Sekeff Atividade4Documento31 páginasAline Kelly Dos Santos Sekeff Atividade4Vinicius Sabrina PedroAinda não há avaliações
- TCC - Gestão de EstoquesDocumento58 páginasTCC - Gestão de EstoquesAdriana Moura100% (1)
- Benchmarking de Práticas de Tecnologias Limpas para MPEDocumento54 páginasBenchmarking de Práticas de Tecnologias Limpas para MPEBruna Carara NandiAinda não há avaliações
- Níveis de Maturidade Tecnológica (Escala TRL) e o Modelo de Inovação e Negócios Da Embrapa AgroenergiaDocumento71 páginasNíveis de Maturidade Tecnológica (Escala TRL) e o Modelo de Inovação e Negócios Da Embrapa AgroenergiaRosana GuiducciAinda não há avaliações
- Produção Textual em Grupo sobre o Case Divino SaborDocumento10 páginasProdução Textual em Grupo sobre o Case Divino SaborAndré Ivalber CunhaAinda não há avaliações
- Faculdade de Ciências Naturais e MatemáticaDocumento57 páginasFaculdade de Ciências Naturais e MatemáticaBoaventura B4Ainda não há avaliações
- Projecto Sidonio BambaijoDocumento20 páginasProjecto Sidonio BambaijoSidónio MárioAinda não há avaliações
- TCC - 2021 - 019 - Rodrigo Silva Santos CarvalhoDocumento83 páginasTCC - 2021 - 019 - Rodrigo Silva Santos CarvalhoRODRIGO SILVA SANTOS CARVALHOAinda não há avaliações
- Derad020 Mercados e ComercializaçãoDocumento80 páginasDerad020 Mercados e ComercializaçãoCrislenne SilvaAinda não há avaliações
- Trabalho Vand - EquipamentosDocumento22 páginasTrabalho Vand - EquipamentosLuara GoncalvesAinda não há avaliações
- JasonGeorgeMa - PIDocumento87 páginasJasonGeorgeMa - PIKátia PessaAinda não há avaliações
- Helio Ramos CruzDocumento123 páginasHelio Ramos CruzvavangoveAinda não há avaliações
- para Imprimir Ante-Projecto Semi Pronto - CópiaDocumento19 páginaspara Imprimir Ante-Projecto Semi Pronto - CópiaJoaoAinda não há avaliações
- AHP na Definição da Operação Logística de uma Fábrica QuímicaDocumento61 páginasAHP na Definição da Operação Logística de uma Fábrica QuímicaFilomena ValesAinda não há avaliações
- Introdução à Engenharia de ProduçãoDocumento63 páginasIntrodução à Engenharia de Produçãovinicius.rooAinda não há avaliações
- Metodologias de Planeamento e Gestão de Stocks Numa Empresa VinícolaDocumento83 páginasMetodologias de Planeamento e Gestão de Stocks Numa Empresa VinícolaMónica SoaresAinda não há avaliações
- Planejamento de Vendas e Operações na Indústria CanavieiraDocumento55 páginasPlanejamento de Vendas e Operações na Indústria CanavieiraAlice AmaralAinda não há avaliações
- Gestão de Frota AgronelliDocumento51 páginasGestão de Frota AgronellideurilsonAinda não há avaliações
- Mestrado em Energias Renováveis forma especialistasDocumento18 páginasMestrado em Energias Renováveis forma especialistasHenajer Luis StellaAinda não há avaliações
- Administração Da Produção - Karoline, Lucas - 230322 - 211206Documento30 páginasAdministração Da Produção - Karoline, Lucas - 230322 - 211206Karoline LucioAinda não há avaliações
- Etapa 4 - Integrando A Produção Na Área Industrial Por Fim, em Sua Última Etapa para Realizar Um Bom Planejamento É Necessário IntegrarDocumento3 páginasEtapa 4 - Integrando A Produção Na Área Industrial Por Fim, em Sua Última Etapa para Realizar Um Bom Planejamento É Necessário IntegrartrabsAinda não há avaliações
- Trabalho Final - TP075Documento59 páginasTrabalho Final - TP075Mateus EvangelistaAinda não há avaliações
- A Gestão Do Desenvolvimento de Produto Via APQP - DissertacaoDocumento120 páginasA Gestão Do Desenvolvimento de Produto Via APQP - DissertacaoFERNANDO JOSE NOVAESAinda não há avaliações
- PDFDocumento312 páginasPDFDândara AiresAinda não há avaliações
- Barboza Pedro TCCDocumento65 páginasBarboza Pedro TCCDeivis ArminioAinda não há avaliações
- Gestão da manutenção em indústrias de processamento contínuoDocumento146 páginasGestão da manutenção em indústrias de processamento contínuocleitonmoyaAinda não há avaliações
- CT - Mbage - Xviii - 2018 - 02Documento83 páginasCT - Mbage - Xviii - 2018 - 02Thyago Kronbauer de AndradeAinda não há avaliações
- Implementação de Um Modelo de PCP - Amaral - Fuchigami - 2020Documento16 páginasImplementação de Um Modelo de PCP - Amaral - Fuchigami - 2020Tammy AguiarAinda não há avaliações
- PIVOTTODocumento66 páginasPIVOTTOOsmany De AlmeidaAinda não há avaliações
- Módulo I-Projeto de FábricaDocumento18 páginasMódulo I-Projeto de FábricaMateus EvangelistaAinda não há avaliações
- PF - Estud Da Viabilidade Técnica e Econômica Da Extração Das Proteinas Do Soro Do Leite 2005Documento90 páginasPF - Estud Da Viabilidade Técnica e Econômica Da Extração Das Proteinas Do Soro Do Leite 2005rgerhardAinda não há avaliações
- Tese Final Miguel Pinho Em09173 Miem Ramo PdeaDocumento87 páginasTese Final Miguel Pinho Em09173 Miem Ramo PdeaPatrícia RibeiroAinda não há avaliações
- Modelo Integrado de Expedição de Mercadoria na Distribuição FarmacêuticaDocumento81 páginasModelo Integrado de Expedição de Mercadoria na Distribuição Farmacêuticapaula71Ainda não há avaliações
- Relatório 1Documento22 páginasRelatório 1Cesar SampaioAinda não há avaliações
- 5 PDFDocumento134 páginas5 PDFBrenoMagnoAinda não há avaliações
- Trabalho Escrito Final 24 11 V 02Documento30 páginasTrabalho Escrito Final 24 11 V 02Jade ValentimAinda não há avaliações
- Guia Prático - Certificacao de Produtos PDFDocumento96 páginasGuia Prático - Certificacao de Produtos PDFAnonymous YAHRBwSYnAinda não há avaliações
- Trabalho Do 1ºDocumento11 páginasTrabalho Do 1ºSilvio DarcAinda não há avaliações
- Planemento Mestre Da ProducaoDocumento43 páginasPlanemento Mestre Da ProducaoeltonAinda não há avaliações
- Relatorio Final - Projeto Integrador PEP007 5N2 - SP - Pera Marmelo (Reparado)Documento34 páginasRelatorio Final - Projeto Integrador PEP007 5N2 - SP - Pera Marmelo (Reparado)Gislaine Franca Cordeiro de SouzaAinda não há avaliações
- Pim FinalizadoDocumento42 páginasPim FinalizadoBruno Gomes de Oliveira80% (5)
- Projeto Integrador 1Documento19 páginasProjeto Integrador 1JE Pereira Barbosa Je JeAinda não há avaliações
- CEBRI Projeto-BMI Extensão-Tecnológica PDFDocumento38 páginasCEBRI Projeto-BMI Extensão-Tecnológica PDFAlexandre Magno Bernardo FontouraAinda não há avaliações
- Estudo analisa boas práticas internacionais para promover inovação em pequenas indústriasDocumento49 páginasEstudo analisa boas práticas internacionais para promover inovação em pequenas indústriasMiquelle CardosoAinda não há avaliações
- Relatc3b3rio Final Estudo Da Cadeia de Valor Das Hortc3adcolasDocumento38 páginasRelatc3b3rio Final Estudo Da Cadeia de Valor Das Hortc3adcolasbernardocarvalhomario16Ainda não há avaliações
- Pesquisa MercadológicaDocumento16 páginasPesquisa MercadológicaWallace OliveiraAinda não há avaliações
- Gestão de Projetos de PD&I de Novos Produtos LácteosNo EverandGestão de Projetos de PD&I de Novos Produtos LácteosAinda não há avaliações
- Artes - MárciaDocumento5 páginasArtes - MárciaLeonardo PereiraAinda não há avaliações
- APOSTILA LínguaPortuguesaDocumento110 páginasAPOSTILA LínguaPortuguesaAlessandro TorrezaniAinda não há avaliações
- Material de Apoio - EstruturasDocumento73 páginasMaterial de Apoio - EstruturasThaissianne FernandesAinda não há avaliações
- Chico Xavier - Pelo Espírito André Luiz - Mecanismos Da MediunidadeDocumento101 páginasChico Xavier - Pelo Espírito André Luiz - Mecanismos Da MediunidadeGbgu3Ainda não há avaliações
- Acupuntura Estetica Modulo 1Documento38 páginasAcupuntura Estetica Modulo 1Claudio Solano100% (1)
- GratidãoDocumento2 páginasGratidãocristinalang21Ainda não há avaliações
- Análise de Desempenho de Enlaces de Satélites de Alta CapacidadeDocumento26 páginasAnálise de Desempenho de Enlaces de Satélites de Alta CapacidadeAline MendonçaAinda não há avaliações
- Calorimetria Parte - 2 ExercíciosDocumento3 páginasCalorimetria Parte - 2 ExercíciosMatheusAraújoAinda não há avaliações
- As Seis Lições - LivroDocumento21 páginasAs Seis Lições - LivroRonaldo AssisAinda não há avaliações
- O animal satisfeito dorme: alerta contra acomodação e estagnaçãoDocumento42 páginasO animal satisfeito dorme: alerta contra acomodação e estagnaçãoEmmy BortoletoAinda não há avaliações
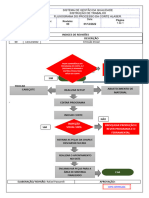
- 10 FLUXO CORTE LASER - Revisado 21-07-2020Documento1 página10 FLUXO CORTE LASER - Revisado 21-07-2020Rafael PassarelliAinda não há avaliações
- O que é um e-mailDocumento3 páginasO que é um e-mailEfraim MoraesAinda não há avaliações
- Exercito DENTISTICA 2018 2019Documento15 páginasExercito DENTISTICA 2018 2019Jullian JsAinda não há avaliações
- Formação Identidade e Relação Pais-FilhosDocumento16 páginasFormação Identidade e Relação Pais-FilhosFelix Nungo FmnAinda não há avaliações
- Capo 1Documento1 páginaCapo 1Raphael VicenteAinda não há avaliações
- Lista de exercícios avaliativa de circuitos digitaisDocumento4 páginasLista de exercícios avaliativa de circuitos digitaisElder SantosAinda não há avaliações
- Gestao de Recursos Humanos Recrutamento e SelecaoDocumento36 páginasGestao de Recursos Humanos Recrutamento e SelecaoAnaySerra50% (2)
- Tratado Dos 256 Odus de Ifa Brasil 2 PDF FreeDocumento6 páginasTratado Dos 256 Odus de Ifa Brasil 2 PDF FreeWildslay RodriguesAinda não há avaliações
- Matrizes Determinantes IIDocumento2 páginasMatrizes Determinantes IIRonaldo NdalaAinda não há avaliações
- Resenha Critica TLDocumento3 páginasResenha Critica TLMariana MendesAinda não há avaliações
- Gestao Empresarial 2015Documento74 páginasGestao Empresarial 2015Ernane Rufino E DorisAinda não há avaliações
- Orçamento Reparos Drive Yaskawa - OS 40.162Documento2 páginasOrçamento Reparos Drive Yaskawa - OS 40.162Marcelo JesusAinda não há avaliações
- DANFE para venda de chapiscos de concretoDocumento1 páginaDANFE para venda de chapiscos de concretoBruno BenicioAinda não há avaliações
- As imunidades tributárias do artigo 150, VI da Constituição FederalDocumento3 páginasAs imunidades tributárias do artigo 150, VI da Constituição FederalAdriana MorettonAinda não há avaliações
- Diario Oficial 2022-01-10 CompletoDocumento94 páginasDiario Oficial 2022-01-10 CompletoDias de Visitas PSMA1Ainda não há avaliações
- Ebook PrincipalDocumento28 páginasEbook Principalcamily candyAinda não há avaliações
- Relações Econômicas InternacionaisDocumento3 páginasRelações Econômicas InternacionaisBrunaAinda não há avaliações
- Trabalho de Atenção FarmaceuticaDocumento7 páginasTrabalho de Atenção FarmaceuticaMarcelle GuimarãesAinda não há avaliações
- Nota de Aula 10ADocumento35 páginasNota de Aula 10AMarcelo RomarcoAinda não há avaliações
- Softwares para TopografiaDocumento99 páginasSoftwares para TopografialauraAinda não há avaliações