Você também pode gostar
- Manual Modelo de Organização Da ManutençãoDocumento22 páginasManual Modelo de Organização Da ManutençãoThiago LouraAinda não há avaliações
- Apostila de Inglês Técnico - GMPDocumento42 páginasApostila de Inglês Técnico - GMPLeandro Menezes100% (2)
- Controle de Processos Industriais: Modelagem e Simulação com ScilabNo EverandControle de Processos Industriais: Modelagem e Simulação com ScilabNota: 5 de 5 estrelas5/5 (1)
- Celula - ProfessorDocumento178 páginasCelula - ProfessorKzirvy LinsenAinda não há avaliações
- Diagnóstico de Falhas e Alarmes em Sistemas Supervisórios e CLPsDocumento16 páginasDiagnóstico de Falhas e Alarmes em Sistemas Supervisórios e CLPsLeonardo Cruz100% (1)
- TT054 - Sensor de GasDocumento17 páginasTT054 - Sensor de GasDaniel BouabsiAinda não há avaliações
- Falhas CLpsDocumento14 páginasFalhas CLpsLuiz Santos ResendeAinda não há avaliações
- Apostila - Manutenção Elétrica Industrial - FundamentosDocumento35 páginasApostila - Manutenção Elétrica Industrial - FundamentosLuan LennonAinda não há avaliações
- Gestao Da Manutencao - ResumosDocumento42 páginasGestao Da Manutencao - ResumosPedro CerqueiraAinda não há avaliações
- Workbook PCMDocumento33 páginasWorkbook PCMAndréNeves100% (1)
- CapabilidadeDocumento11 páginasCapabilidadepaulomfAinda não há avaliações
- Manutenção PreditivaDocumento15 páginasManutenção PreditivaGildoAinda não há avaliações
- Sistemas de Controlo - 063220Documento15 páginasSistemas de Controlo - 063220José LopesAinda não há avaliações
- Questionario Engenharia de ManutençãoDocumento5 páginasQuestionario Engenharia de ManutençãoMarcio LuizAinda não há avaliações
- Pmi - Modulo 1Documento41 páginasPmi - Modulo 1José Ferreira MaungueAinda não há avaliações
- MCCDocumento3 páginasMCCArthurAinda não há avaliações
- 1 Avaliação Automação e Controle BDocumento3 páginas1 Avaliação Automação e Controle BMatheus Carvalho100% (1)
- Questoes Sistemas SupervisoriosDocumento6 páginasQuestoes Sistemas Supervisoriosbob_flavioAinda não há avaliações
- Apostila IIDocumento28 páginasApostila IIElton AlvarengaAinda não há avaliações
- Atividade 01 - Tópico 1 - Icaro SantosDocumento7 páginasAtividade 01 - Tópico 1 - Icaro SantosÍcaro SantosAinda não há avaliações
- Validação de Sistemas Computadorizados PDFDocumento16 páginasValidação de Sistemas Computadorizados PDFMarcos LeiteAinda não há avaliações
- 2011-07-13 Manutencao-Baseada-NaDocumento15 páginas2011-07-13 Manutencao-Baseada-NaWilliam RochaAinda não há avaliações
- 1 Lista de AutomaçãoDocumento5 páginas1 Lista de AutomaçãoMarcus LamenhaAinda não há avaliações
- GerManut UVA Aula 11Documento24 páginasGerManut UVA Aula 11mariana cavalcantiAinda não há avaliações
- Manutenção - Tipos de Manutenção IndustrialDocumento9 páginasManutenção - Tipos de Manutenção IndustrialRouberioRolimAinda não há avaliações
- Apontamentos - 4Documento9 páginasApontamentos - 4EdsonAinda não há avaliações
- Apresentação Sistema de Controle e AutomaçãoDocumento26 páginasApresentação Sistema de Controle e AutomaçãoLuiz DanielAinda não há avaliações
- MCC WashingtonDocumento4 páginasMCC WashingtonJoão Paulo AlvesAinda não há avaliações
- Análise de Modos de Falha e Efeitos (Amfe)Documento3 páginasAnálise de Modos de Falha e Efeitos (Amfe)Helio FaustoAinda não há avaliações
- Prova Engen Mecanico Cargo 10Documento4 páginasProva Engen Mecanico Cargo 10Brenda KennedyAinda não há avaliações
- Aht MCC TT-069Documento16 páginasAht MCC TT-069Milson Ramos Dos SantosAinda não há avaliações
- PIMS CompressaoDocumento9 páginasPIMS CompressaoCleber PereiraAinda não há avaliações
- Metodologia de Análise de Equipamentos Industriais Com Vista À Sua ManutençãoDocumento11 páginasMetodologia de Análise de Equipamentos Industriais Com Vista À Sua ManutençãoKholen Paulo BenjamimAinda não há avaliações
- Gerência de ManutençãoDocumento4 páginasGerência de ManutençãoAngélica Ribeiro de LimaAinda não há avaliações
- ATIVIDADEDocumento7 páginasATIVIDADEAline BritoAinda não há avaliações
- Aula ManutençãoDocumento73 páginasAula ManutençãoSamuel PereiraAinda não há avaliações
- Analise de Falhas Maquina RotativaDocumento13 páginasAnalise de Falhas Maquina RotativaHugo MaiaAinda não há avaliações
- 10 Analise - de - Riscos AMFE HAZOPDocumento3 páginas10 Analise - de - Riscos AMFE HAZOPLuiz Cláudio MachadoAinda não há avaliações
- Urs Sistemas ComputadorizadosDocumento4 páginasUrs Sistemas ComputadorizadosAdilson GabuAinda não há avaliações
- Tecnicas para Construcao de Testes Funcionais Auto PDFDocumento7 páginasTecnicas para Construcao de Testes Funcionais Auto PDFFernando SoncinAinda não há avaliações
- Apostila Controle PreditivoDocumento81 páginasApostila Controle PreditivoIgor MombrineAinda não há avaliações
- Tipos de ManutencoesDocumento85 páginasTipos de ManutencoesRafael AlvesAinda não há avaliações
- Apostila Supervisório Industrial - ETEPAMDocumento68 páginasApostila Supervisório Industrial - ETEPAMDavid Wilson100% (2)
- Otimização de Testes de Comissionamento de Subestações AutomatizadasDocumento5 páginasOtimização de Testes de Comissionamento de Subestações AutomatizadascaioAinda não há avaliações
- Introdução A Manutenção NovoDocumento47 páginasIntrodução A Manutenção NovoFabricio Luiz SilveiraAinda não há avaliações
- Aula 3 FINALDocumento54 páginasAula 3 FINALJoão PedroAinda não há avaliações
- Automação Industrial - Anotações - 14 Mar 2023Documento10 páginasAutomação Industrial - Anotações - 14 Mar 2023Ana Vitória Galvão VieiraAinda não há avaliações
- Plano+de+Manutencao PDFDocumento34 páginasPlano+de+Manutencao PDFCarlos JuniorAinda não há avaliações
- TCCDocumento60 páginasTCCMario CesarAinda não há avaliações
- Aula 3 - Confiabilidade Conceitos Iniciais 2Documento15 páginasAula 3 - Confiabilidade Conceitos Iniciais 2Maria Teresa AdolfoAinda não há avaliações
- Atividade de ManutençãoDocumento10 páginasAtividade de ManutençãoThiana Tiller Reliquias GomesAinda não há avaliações
- APLICAÇÃO DOS CONCEITOS OEE e TOCDocumento6 páginasAPLICAÇÃO DOS CONCEITOS OEE e TOCAllan BobroskiAinda não há avaliações
- Trabalho Projeto de MáquinasDocumento12 páginasTrabalho Projeto de Máquinasgu_giattiAinda não há avaliações
- Estruturacao Norma IEC 61131 - 3Documento6 páginasEstruturacao Norma IEC 61131 - 3Emerson Eduardo RodriguesAinda não há avaliações
- Sebenta Automacao IndustrialDocumento65 páginasSebenta Automacao IndustrialCarlos MateusAinda não há avaliações
- MON108Documento12 páginasMON108sm_carvalhoAinda não há avaliações
- Resenha Cap 6Documento4 páginasResenha Cap 6Victoria RamiroAinda não há avaliações
- Elaboração de Procedimentos - Instruções para Produção e ManutençãoDocumento5 páginasElaboração de Procedimentos - Instruções para Produção e ManutençãoRobson MauroAinda não há avaliações
- MDS GPD Guia Preenchimento Plano TesteDocumento5 páginasMDS GPD Guia Preenchimento Plano TesteDanilo LindoAinda não há avaliações
- Controle DigitalNo EverandControle DigitalAinda não há avaliações
- Bilhete - Escoteiro - CRISDocumento1 páginaBilhete - Escoteiro - CRISQuele - AuréliaAinda não há avaliações
- SBRJ - RNP W Rwy 20l Ar - Iac - 20220714Documento1 páginaSBRJ - RNP W Rwy 20l Ar - Iac - 20220714CMTD RafaelAinda não há avaliações
- Lista Exercícios 01 2Documento3 páginasLista Exercícios 01 2Iorrana CezarAinda não há avaliações
- Super Petrel LS - Manual de Operacoes v8Documento95 páginasSuper Petrel LS - Manual de Operacoes v8NiltonAinda não há avaliações
- Material de Revisão-Férias-Professor GregDocumento7 páginasMaterial de Revisão-Férias-Professor GregCristiano grigorio barbosaAinda não há avaliações
- Jogos para Chuva - Selecionados Por Augusto WillerDocumento3 páginasJogos para Chuva - Selecionados Por Augusto WillerMilton HouseAinda não há avaliações
- Grupo 5 Vespertino. AtividadesDocumento25 páginasGrupo 5 Vespertino. AtividadesAne CastroAinda não há avaliações
- Check List Cessna 150Documento9 páginasCheck List Cessna 150Gabriel BoniciAinda não há avaliações
- Jamboeditora Distincoes para Tormenta20 0.3 Fue0nr PDFDocumento44 páginasJamboeditora Distincoes para Tormenta20 0.3 Fue0nr PDFLuan KohashiAinda não há avaliações
- Empenhamento Meios AéreosDocumento1 páginaEmpenhamento Meios AéreosPEDRO BAPTISTAAinda não há avaliações
- Aula 05Documento4 páginasAula 05Danilo VarandaAinda não há avaliações
- Vocabulaire: L'aéroport Et L'avionDocumento1 páginaVocabulaire: L'aéroport Et L'avionMaria José PintoAinda não há avaliações
- Livro FraseologiaDocumento137 páginasLivro FraseologiaPedroAinda não há avaliações
- Resumo Regulamento - Rev 1Documento20 páginasResumo Regulamento - Rev 1EDAPA PILOTOSAinda não há avaliações
- CT - Aula 01Documento30 páginasCT - Aula 01Brenda PortoAinda não há avaliações
- Cfs 2 2023 Opc02 Relacao Classificacao Final Assinado 19-12-2022-09-01-42Documento321 páginasCfs 2 2023 Opc02 Relacao Classificacao Final Assinado 19-12-2022-09-01-42ariany maria martins sousaAinda não há avaliações
- O Que É Espaço CósmicoDocumento9 páginasO Que É Espaço CósmicoFlowerdxisyAinda não há avaliações
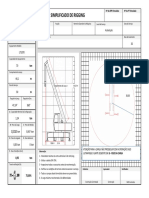
- Planosimplificadoderiggingxlsx 191203141152 PDFDocumento1 páginaPlanosimplificadoderiggingxlsx 191203141152 PDFBonifácio Neves de SouzaAinda não há avaliações
- Ifra 2021Documento245 páginasIfra 2021Anderson CardosoAinda não há avaliações
- Lista de Exercícios de AstronomiaDocumento2 páginasLista de Exercícios de AstronomiafisicaroboticagndAinda não há avaliações
- Relatorio ESPAÇO AEREO ILHA DO ARDocumento6 páginasRelatorio ESPAÇO AEREO ILHA DO ARLorran CamposAinda não há avaliações
- Anais 2020 RT CastroOliveiraDocumento5 páginasAnais 2020 RT CastroOliveiraAnna TorresAinda não há avaliações
- Aula de FraseologiaDocumento23 páginasAula de FraseologiaRafael MendesAinda não há avaliações
- Aerodinâmica para Helicópteros Autor Federação Portuguesa de AeromodelismoDocumento19 páginasAerodinâmica para Helicópteros Autor Federação Portuguesa de AeromodelismoGabriel LimaAinda não há avaliações
- INVA ResumãoDocumento8 páginasINVA ResumãoFlávia GoncalvesAinda não há avaliações
- ANAC Folheto AF NOVA PDFDocumento2 páginasANAC Folheto AF NOVA PDFPaulo M. S. MaiaAinda não há avaliações
- CIP 203 B97sI3e PDFDocumento291 páginasCIP 203 B97sI3e PDFAlvaro Lemos100% (1)
- 3A Parte - Ass1Intos Gerais E AdmintstrativosDocumento2 páginas3A Parte - Ass1Intos Gerais E AdmintstrativosDanilo Tenório QuintinoAinda não há avaliações