Você também pode gostar
- Corrosão e Proteção dos MateriaisNo EverandCorrosão e Proteção dos MateriaisNota: 5 de 5 estrelas5/5 (1)
- Tabela Torque ParafusosDocumento15 páginasTabela Torque ParafusosHELIO SANTOS JUNIOR100% (5)
- Materiais Cerâmicos....Documento56 páginasMateriais Cerâmicos....Rafael LimaAinda não há avaliações
- 03 - Projeto de Fundição e Processos de Moldagem em AreiaDocumento71 páginas03 - Projeto de Fundição e Processos de Moldagem em AreiaBananaliks100% (1)
- Fornos Eletricos IndustriaisDocumento21 páginasFornos Eletricos IndustriaisRodrigo RamosAinda não há avaliações
- Curso Refratarios PraticaDocumento51 páginasCurso Refratarios Praticasaulimorais86% (14)
- Fórmulas Colas e AdesivosDocumento8 páginasFórmulas Colas e AdesivosGreg MachadoAinda não há avaliações
- Stiper & FisioterapiaDocumento48 páginasStiper & FisioterapiaBruno100% (2)
- A SílicaDocumento9 páginasA Sílicajeh9836Ainda não há avaliações
- VidrosDocumento132 páginasVidrossergiooiAinda não há avaliações
- Tratamento de Estrutura Metálica Com PinturaDocumento95 páginasTratamento de Estrutura Metálica Com PinturaRafa Luis100% (1)
- 20 - Materiais Refratários e Abrasivos PDFDocumento38 páginas20 - Materiais Refratários e Abrasivos PDFRicardo ThiessenAinda não há avaliações
- Concretos e Agarmassas-Paulo Sergio PDFDocumento150 páginasConcretos e Agarmassas-Paulo Sergio PDFFabiano Seabra Pereira BarbosaAinda não há avaliações
- Magnesita BrumadoDocumento6 páginasMagnesita BrumadoDouglas Mendes100% (1)
- 05 - VidroDocumento30 páginas05 - VidroDavid DrumondAinda não há avaliações
- Fundição em Molde CheioDocumento29 páginasFundição em Molde Cheioboypai0% (1)
- Seminario Processos AlDocumento58 páginasSeminario Processos AlPriscila KarasawaAinda não há avaliações
- Metais - Gravação Por Corrosão - FazFácilDocumento4 páginasMetais - Gravação Por Corrosão - FazFácilfalcao2812100% (1)
- Lista de Exercícios 2 - 29 - 05 - 2020Documento3 páginasLista de Exercícios 2 - 29 - 05 - 2020julio cesarAinda não há avaliações
- 103.1 - Decreto N. 2.172 de 1997 - Anexo IV - Classificação Dos Agentes NocivosDocumento5 páginas103.1 - Decreto N. 2.172 de 1997 - Anexo IV - Classificação Dos Agentes NocivosAnonymous T1R768f6aAinda não há avaliações
- Anexo IV Dec2172Documento5 páginasAnexo IV Dec2172Eduardo J FernandesAinda não há avaliações
- Formulacoes de Tintas para Fundicao522ef71068a1dDocumento3 páginasFormulacoes de Tintas para Fundicao522ef71068a1dMonize MartinsAinda não há avaliações
- Aula 3 - MAM204-Moldagem AreiaDocumento19 páginasAula 3 - MAM204-Moldagem Areiasun3sigmaAinda não há avaliações
- MdCCII - Aula 4Documento12 páginasMdCCII - Aula 4Guilherme Lopes - Conta Universitária UVAAinda não há avaliações
- Artigo - Concreto Com Adição de Cinza Do Bagaço de Cana de AçúcarDocumento10 páginasArtigo - Concreto Com Adição de Cinza Do Bagaço de Cana de AçúcarGabriel NetoAinda não há avaliações
- Anexo IV - Previdencia SocialDocumento7 páginasAnexo IV - Previdencia SocialKaren MacielAinda não há avaliações
- 2 Aula - A) - Fundição de Ligas de AluminioDocumento60 páginas2 Aula - A) - Fundição de Ligas de AluminiopereiramouranelsonAinda não há avaliações
- Literatura TERSIL CGYDocumento15 páginasLiteratura TERSIL CGYLilianeAinda não há avaliações
- Trabalho EletroerosãoDocumento9 páginasTrabalho EletroerosãoJosé Ricardo SilvaAinda não há avaliações
- Chumbo - Lucas CunhaDocumento15 páginasChumbo - Lucas CunhaLucasweenAinda não há avaliações
- Anexo II Rsicos X Atividade Econmica X Patolgias X CID X CNAEDocumento31 páginasAnexo II Rsicos X Atividade Econmica X Patolgias X CID X CNAEMarcos Rogério AzevedoAinda não há avaliações
- Trabalho AcademicojDocumento11 páginasTrabalho AcademicojjoaovitorpereiraxxxAinda não há avaliações
- Apresentação Preparo e Pintura CBCADocumento95 páginasApresentação Preparo e Pintura CBCAPaulo GadelhaAinda não há avaliações
- Aissar - Relatório de CTMDocumento10 páginasAissar - Relatório de CTMmuradnetoAinda não há avaliações
- Pureza e ReagentesDocumento3 páginasPureza e Reagentescamilly carneiroAinda não há avaliações
- Tintas para FundiçãoDocumento9 páginasTintas para FundiçãoarthurschmitzAinda não há avaliações
- Anexo IV Decreto 3.048Documento8 páginasAnexo IV Decreto 3.048Previx HOAinda não há avaliações
- Aula 05 - Aglomerante Hidr Ulica - CimentoDocumento43 páginasAula 05 - Aglomerante Hidr Ulica - CimentoJessiane FigueiredoAinda não há avaliações
- Gusa VerdeDocumento56 páginasGusa VerdeAndré Da Silva AntunesAinda não há avaliações
- Catálise Na PetroquímicaDocumento31 páginasCatálise Na Petroquímicaelladeia100% (1)
- Ataque QuímicoDocumento21 páginasAtaque QuímicotristtessaAinda não há avaliações
- 4.reciclagem de AlumínioDocumento50 páginas4.reciclagem de AlumínioROSARIO BELEN JUYO SALAZARAinda não há avaliações
- Anexo IV Do RPSDocumento6 páginasAnexo IV Do RPSPrevix HOAinda não há avaliações
- Aposentadoria Especial Dec 3048 - Anexo IvDocumento6 páginasAposentadoria Especial Dec 3048 - Anexo IvGuilherme NehmeAinda não há avaliações
- Trabalho Geologia MozDocumento12 páginasTrabalho Geologia MozNeonilde Antonio VicenteAinda não há avaliações
- Questionario FundicaoDocumento4 páginasQuestionario FundicaoJohn BarretoAinda não há avaliações
- Quimica TecnicaDocumento19 páginasQuimica TecnicaVanurdy GoveAinda não há avaliações
- Anexo Iv Decreto 3048 06 Maio 1999Documento5 páginasAnexo Iv Decreto 3048 06 Maio 1999jeorgepolettoAinda não há avaliações
- Carta A Um FDPDocumento4 páginasCarta A Um FDPRodolfo SchiaviAinda não há avaliações
- Aula - CimentoDocumento42 páginasAula - CimentoFernando PizzolattoAinda não há avaliações
- Infset SiderurgiaDocumento110 páginasInfset SiderurgiaZé MirtoAinda não há avaliações
- Bucane ManuelDocumento12 páginasBucane ManuelDJ Key FK o detonadorAinda não há avaliações
- Materiais em Medicina Dentria - PDF PDFDocumento28 páginasMateriais em Medicina Dentria - PDF PDFFrancisca oliveiraAinda não há avaliações
- Economia Mineral Do Brasil 2009 - Aluminio - DNPMDocumento19 páginasEconomia Mineral Do Brasil 2009 - Aluminio - DNPMfasilveira25Ainda não há avaliações
- ANEXO IV - Decreto 3048 - Agentes NocivosDocumento4 páginasANEXO IV - Decreto 3048 - Agentes NocivosRogério SilvaAinda não há avaliações
- Fundição Moldagem em Areia VerdeDocumento14 páginasFundição Moldagem em Areia VerdeWilliam Sena CarvalhoAinda não há avaliações
- Preparo E Avaliação de Espumas Moldadas de LátexDocumento7 páginasPreparo E Avaliação de Espumas Moldadas de LátexborgescortazarAinda não há avaliações
- 09-Materiais SiderurgiaDocumento8 páginas09-Materiais SiderurgiaHerlem VianaAinda não há avaliações
- PO AA 01 Modelos Grafico PDFDocumento1 páginaPO AA 01 Modelos Grafico PDFJader Luis RodriguesAinda não há avaliações
- 485695-Lista de Exercicios FundentesDocumento2 páginas485695-Lista de Exercicios FundentesÁdallus RogérioAinda não há avaliações
- 105.1 - Decreto N. 3.048 de 1999 - Anexo IV - Classificação Dos Agentes NocivosDocumento6 páginas105.1 - Decreto N. 3.048 de 1999 - Anexo IV - Classificação Dos Agentes NocivosAnonymous T1R768f6a100% (1)
- Técnicas Para o Aproveitamento de Níquel, Cromo e Outros Metais em Resíduos IndustriaisNo EverandTécnicas Para o Aproveitamento de Níquel, Cromo e Outros Metais em Resíduos IndustriaisAinda não há avaliações
- Programação Em Assembly Para O Microprocessador 8085 Volume INo EverandProgramação Em Assembly Para O Microprocessador 8085 Volume IAinda não há avaliações
- Catalogo Pino Extrator PolimoldDocumento4 páginasCatalogo Pino Extrator PolimoldfabioczczAinda não há avaliações
- Cuidar Crisoles FundicionDocumento27 páginasCuidar Crisoles Fundicionjose.figueroa@foseco.comAinda não há avaliações
- Total Da Fatura R$Documento2 páginasTotal Da Fatura R$Leandro Dilkin ConsulAinda não há avaliações
- Curso de Conservacao e Limpeza para Arte Tumular Um Estudo de Caso No Cemiterio Da Consolacao Sao PauloDocumento30 páginasCurso de Conservacao e Limpeza para Arte Tumular Um Estudo de Caso No Cemiterio Da Consolacao Sao PauloLeandro Dilkin ConsulAinda não há avaliações
- Produção e Controle de Ligas Nodulizantes e Ligas InoculantesDocumento31 páginasProdução e Controle de Ligas Nodulizantes e Ligas InoculantesLeandro Dilkin ConsulAinda não há avaliações
- cbc,+VICongresso Artigo 0156Documento17 páginascbc,+VICongresso Artigo 0156Leandro Dilkin ConsulAinda não há avaliações
- Metodologias Inovativas Na Educação 2Documento46 páginasMetodologias Inovativas Na Educação 2Leandro Dilkin ConsulAinda não há avaliações
- PMR 3301 - A4 - Fundição - P1 - 2020Documento47 páginasPMR 3301 - A4 - Fundição - P1 - 2020Leandro Dilkin ConsulAinda não há avaliações
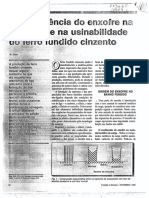
- A Interferência Do Enxofre Na Estrutura e Na Usinabilidade Do Ferro Fundido CinzentoDocumento5 páginasA Interferência Do Enxofre Na Estrutura e Na Usinabilidade Do Ferro Fundido CinzentoLeandro Dilkin ConsulAinda não há avaliações
- 03 - Ensaio de TraçãoDocumento93 páginas03 - Ensaio de TraçãoLeandro Dilkin ConsulAinda não há avaliações
- Villares Aços Inoxidáveis-1Documento49 páginasVillares Aços Inoxidáveis-1Leandro Dilkin ConsulAinda não há avaliações
- Docol PT-BRDocumento5 páginasDocol PT-BRLeandro Dilkin ConsulAinda não há avaliações
- 05 - Mecânica Da Fratura (Ensaio de Impacto - Fadiga - Fluência)Documento147 páginas05 - Mecânica Da Fratura (Ensaio de Impacto - Fadiga - Fluência)Leandro Dilkin ConsulAinda não há avaliações
- Processo Caixa FriaDocumento4 páginasProcesso Caixa FriaLeandro Dilkin ConsulAinda não há avaliações
- Impulse Ingles Ebook Expressoes BrasileirasDocumento17 páginasImpulse Ingles Ebook Expressoes BrasileirasLeandro Dilkin ConsulAinda não há avaliações
- 151 Cargas MetalicasDocumento15 páginas151 Cargas MetalicasLeandro Dilkin ConsulAinda não há avaliações
- Palestra AMV BRASIL PORTUGUÊS 2017 04 06Documento33 páginasPalestra AMV BRASIL PORTUGUÊS 2017 04 06Leandro Dilkin ConsulAinda não há avaliações
- Efeito Do Material de Carga Na Obtenção de Ferros Fundidos Nodulares FerríticosDocumento10 páginasEfeito Do Material de Carga Na Obtenção de Ferros Fundidos Nodulares FerríticosLeandro Dilkin ConsulAinda não há avaliações
- 151 Cargas MetalicasDocumento15 páginas151 Cargas MetalicasLeandro Dilkin ConsulAinda não há avaliações
- Velocidade de Primeira Fase HPDCDocumento20 páginasVelocidade de Primeira Fase HPDCGuilherme Dos Santos MoreiraAinda não há avaliações
- Defeito de Gases em Ferros Fundidos Cinzentos e Nodulares. Uma Revisão Bibliográfica.Documento13 páginasDefeito de Gases em Ferros Fundidos Cinzentos e Nodulares. Uma Revisão Bibliográfica.Leandro Dilkin ConsulAinda não há avaliações
- MateriasDocumento10 páginasMateriasLican Fenrir100% (1)
- Estrutura e Propriedades Das CerâmicasDocumento17 páginasEstrutura e Propriedades Das CerâmicasRenatoAinda não há avaliações
- A Importância Do Silício! AtividadeDocumento5 páginasA Importância Do Silício! AtividadeGabriel AdonaiAinda não há avaliações
- Bentonida Albagel 444Documento4 páginasBentonida Albagel 444operacaomipe172Ainda não há avaliações
- Ceramica Introducao Geral A - Tecnologia CeramicaDocumento70 páginasCeramica Introducao Geral A - Tecnologia CeramicaFrancilio Dourado FilhoAinda não há avaliações
- 4 Areia BaseDocumento18 páginas4 Areia BaseIzabela AmorimAinda não há avaliações
- Cerâmicas Odontológicas - Uma Revisão de LiteraturaDocumento10 páginasCerâmicas Odontológicas - Uma Revisão de LiteraturaMaria0% (1)
- Intoxicação Por SilicaDocumento26 páginasIntoxicação Por SilicaRodolfo NUNES DE ALMEIDAAinda não há avaliações
- 03 Silicato de SódioDocumento10 páginas03 Silicato de SódioLeonardo CalicchioAinda não há avaliações
- Analise Do Desempenho de Adensamento Da Massa RefrDocumento8 páginasAnalise Do Desempenho de Adensamento Da Massa RefrJelcio SoitoAinda não há avaliações
- Vidros ExercíciosDocumento2 páginasVidros ExercíciossegecsAinda não há avaliações
- VidrosDocumento132 páginasVidrosThais Dutra100% (1)
- CitrinoDocumento6 páginasCitrinoRac A BruxaAinda não há avaliações
- Monocapa - Revestimento Decorativo Monocamada Pigmentado 2017 11 03 Programa de Ps GraduafoDocumento146 páginasMonocapa - Revestimento Decorativo Monocamada Pigmentado 2017 11 03 Programa de Ps GraduafoBazingaAinda não há avaliações
- Fundicao PDFDocumento108 páginasFundicao PDFFernanda E Markus AndradeAinda não há avaliações
- Análise e Dimensionamento de Sistemas Estruturais de Vidro - Dissertação de José Maria Noronha Sanches (Lisboa) PDFDocumento114 páginasAnálise e Dimensionamento de Sistemas Estruturais de Vidro - Dissertação de José Maria Noronha Sanches (Lisboa) PDFThiago Rafael PrettoAinda não há avaliações
- TCC Abnt Grupo - 08.05Documento34 páginasTCC Abnt Grupo - 08.05Letícia LimaAinda não há avaliações
- Resumo RefratáriosDocumento3 páginasResumo RefratáriosYsraele DuanyAinda não há avaliações
- Presença de Silício No Óleo LubrificanteDocumento3 páginasPresença de Silício No Óleo LubrificanteSilvioAinda não há avaliações
- Webinar CastBall DR Refugo 20jan21Documento33 páginasWebinar CastBall DR Refugo 20jan21Oscar Sotomayor100% (1)
- Resinas CompostasDocumento20 páginasResinas Compostasleomaiacarneiro100% (1)
- Gildo QI-Cimento, Vidro, CeramicaDocumento11 páginasGildo QI-Cimento, Vidro, CeramicaplacidoAinda não há avaliações
- 2016.X TCC Maurcio Torres Correia Junior - Construo de Um Forno Cadinho Fixo de Baixo Custo para Fundir Metais No FerrososDocumento65 páginas2016.X TCC Maurcio Torres Correia Junior - Construo de Um Forno Cadinho Fixo de Baixo Custo para Fundir Metais No Ferrosostiago.trad6924Ainda não há avaliações