Você também pode gostar
- Paper Planejamento e Controle Da Produção: Dinamica Do LegoDocumento11 páginasPaper Planejamento e Controle Da Produção: Dinamica Do LegoRouseni Costa100% (2)
- 1.3 - 1 Teste Seus Conhecimentos - Revisão Da TentativaDocumento8 páginas1.3 - 1 Teste Seus Conhecimentos - Revisão Da TentativaAntônio Castro0% (1)
- Sistema Toyota de Produção - Shigeo ShingoDocumento7 páginasSistema Toyota de Produção - Shigeo ShingoBartolomeu Guilerme Dos Santos67% (3)
- 1 Seminario Dinamica LegoDocumento13 páginas1 Seminario Dinamica Legoftcolovini100% (1)
- Planejamento e Controle da Produção (PCP): A teoria na práticaNo EverandPlanejamento e Controle da Produção (PCP): A teoria na práticaAinda não há avaliações
- Dinamica - Lego Rev. ProfDocumento11 páginasDinamica - Lego Rev. ProfThiago Camargo100% (1)
- Sistema Toyota de Produção Mais Do Que Simplesmente Just in Time PDFDocumento21 páginasSistema Toyota de Produção Mais Do Que Simplesmente Just in Time PDFDimael SilvaAinda não há avaliações
- GHINATODocumento53 páginasGHINATOElilia Silva0% (1)
- Fundamentos Do Sistema Toyota de ProduçãoDocumento19 páginasFundamentos Do Sistema Toyota de Produçãologba100% (95)
- TOYOTISMODocumento9 páginasTOYOTISMOIda Elisabete TridicoAinda não há avaliações
- Capítulo 20 - Just in Time e Operações EnxutasDocumento33 páginasCapítulo 20 - Just in Time e Operações EnxutasMarcia Rodrigues100% (1)
- O Sistema Toyota de ProduçãoDocumento6 páginasO Sistema Toyota de ProduçãoJaime J SouzaAinda não há avaliações
- 2.sistemas ProdutivosDocumento9 páginas2.sistemas Produtivossthephane.oliveiradsAinda não há avaliações
- Fundamentos Do Sistema Toyota de ProducãoDocumento19 páginasFundamentos Do Sistema Toyota de ProducãoAna C. SouzaAinda não há avaliações
- 2 Sistemas+produtivosDocumento9 páginas2 Sistemas+produtivosAgnaldo MattosAinda não há avaliações
- Instituto Ensina Jidoka Pilar Do Sistema LeanDocumento3 páginasInstituto Ensina Jidoka Pilar Do Sistema LeanViniciusengprodAinda não há avaliações
- Slides Aula 4.2Documento20 páginasSlides Aula 4.2Joao NunesAinda não há avaliações
- 01 Artigo - Sistema Toyota de Produção - Ghinato PDFDocumento19 páginas01 Artigo - Sistema Toyota de Produção - Ghinato PDFRaveno FeitosaAinda não há avaliações
- Você No Comando - Sistema Toyota de ProduçãoDocumento2 páginasVocê No Comando - Sistema Toyota de ProduçãoBanda MarcialAinda não há avaliações
- Lean Manufacturing PDFDocumento21 páginasLean Manufacturing PDFLuiz Guilherme Joana Patrícia100% (1)
- TPS - Sistema de Produção ToyotaDocumento23 páginasTPS - Sistema de Produção ToyotaalexandremrpereiraAinda não há avaliações
- Exemplo Do Toyotismo AppDocumento24 páginasExemplo Do Toyotismo AppGeovane AlvesAinda não há avaliações
- Toyotismo e EducaçãoDocumento24 páginasToyotismo e EducaçãoVítor HalfenAinda não há avaliações
- 05 - Sistema Toyota de ProduçãoDocumento67 páginas05 - Sistema Toyota de ProduçãoLeandro JansenAinda não há avaliações
- Sistema Toyota de Produção - Trabalho Seminário de PesquisaDocumento12 páginasSistema Toyota de Produção - Trabalho Seminário de PesquisaLaércio FerreiraAinda não há avaliações
- Sistema Toyota de ProducaoDocumento12 páginasSistema Toyota de ProducaoTehteh TehAinda não há avaliações
- Sistema Toyota de Produção (Toyotismo)Documento3 páginasSistema Toyota de Produção (Toyotismo)Luana Simões Barbosa BatistaAinda não há avaliações
- Trabalho Modelo de Administração JaponêsDocumento11 páginasTrabalho Modelo de Administração JaponêsAlexsandro SalgadoAinda não há avaliações
- XX Enangrad-Ganhos Tangiveis e IntangiveisDocumento17 páginasXX Enangrad-Ganhos Tangiveis e IntangiveisRoberto LaurentinoAinda não há avaliações
- Seminario de GestãoDocumento8 páginasSeminario de GestãoJailson RamosAinda não há avaliações
- SISTEMADocumento9 páginasSISTEMAGuilherme D'Angelis EleutérioAinda não há avaliações
- Seminario de GestãoDocumento8 páginasSeminario de GestãoJailson RamosAinda não há avaliações
- JitDocumento16 páginasJitrossanofcAinda não há avaliações
- Trabalho Sobre ToyotismoDocumento12 páginasTrabalho Sobre ToyotismodanigordilhoAinda não há avaliações
- Lean ManufacturingDocumento29 páginasLean ManufacturingOsmar AmazonasAinda não há avaliações
- Slides Just in Time-PRONTODocumento24 páginasSlides Just in Time-PRONTOmaidenlordAinda não há avaliações
- Atividade 08 - Sitemas de ProduoDocumento4 páginasAtividade 08 - Sitemas de ProduoRosivan SouzaAinda não há avaliações
- ToyotismoDocumento24 páginasToyotismoLaioAinda não há avaliações
- 2 - Aula 28-2 TPS Poka YokeDocumento33 páginas2 - Aula 28-2 TPS Poka YokeAngélica SantiagoAinda não há avaliações
- Artigo Just in TimeDocumento5 páginasArtigo Just in TimeRicardo FreireAinda não há avaliações
- Princípios Do Toyotismo (Fichamento)Documento12 páginasPrincípios Do Toyotismo (Fichamento)Arthur MonzelliAinda não há avaliações
- Artigo - Fluxo ContínuoDocumento5 páginasArtigo - Fluxo ContínuoAndrey SartóriAinda não há avaliações
- Análise Do ToyotismoDocumento15 páginasAnálise Do ToyotismoLucas PassosAinda não há avaliações
- Toyotismo ResumoDocumento2 páginasToyotismo Resumoedusf1000Ainda não há avaliações
- Técnnicas Avançadas Deprodução 2Documento19 páginasTécnnicas Avançadas Deprodução 2wiliam peleteiroAinda não há avaliações
- ToyotismoDocumento24 páginasToyotismoJessé Vale Auzier NetoAinda não há avaliações
- Enegep2001 TR12 0305Documento8 páginasEnegep2001 TR12 0305nathaliagacAinda não há avaliações
- Atividade 2 de QualidadeDocumento2 páginasAtividade 2 de QualidadeAlessandra SantosAinda não há avaliações
- Estudo da implementação de ferramentas da Indústria 4.0: E seus impactos em face aos conceitos LeanNo EverandEstudo da implementação de ferramentas da Indústria 4.0: E seus impactos em face aos conceitos LeanAinda não há avaliações
- A Padronização Simplificada Da Rotina Nas EmpresasNo EverandA Padronização Simplificada Da Rotina Nas EmpresasAinda não há avaliações
- Emprego do Método AHP para Priorização de Projetos de Automação em uma Linha de Produção de CarroceriasNo EverandEmprego do Método AHP para Priorização de Projetos de Automação em uma Linha de Produção de CarroceriasAinda não há avaliações
- Start to go up: um guia de diretrizes para gestão de ativos de PI voltado às startupsNo EverandStart to go up: um guia de diretrizes para gestão de ativos de PI voltado às startupsAinda não há avaliações
- Entendendo O Funcionamento De Um Conversor Gasolina->etanol Com Base No Xc8 E Pic18f2520No EverandEntendendo O Funcionamento De Um Conversor Gasolina->etanol Com Base No Xc8 E Pic18f2520Ainda não há avaliações
- Logística, sistema toyota de produção e suas implicações na construção civilNo EverandLogística, sistema toyota de produção e suas implicações na construção civilAinda não há avaliações
- A00 - Apresentacao - Disciplina 2021Documento18 páginasA00 - Apresentacao - Disciplina 2021Cristian Camilo de Sousa e SilvaAinda não há avaliações
- 1 - Carrocerias e Peças Relacionadas F4000 4X2Documento59 páginas1 - Carrocerias e Peças Relacionadas F4000 4X2rodrigo100% (1)
- Instrumentação Biomédica: Bruna Gerardon BatistaDocumento16 páginasInstrumentação Biomédica: Bruna Gerardon BatistaanamaterialfarmaciaAinda não há avaliações
- I2IoT v2.0 Scope and SequenceDocumento3 páginasI2IoT v2.0 Scope and SequenceAMINTA MANZANILLAAinda não há avaliações
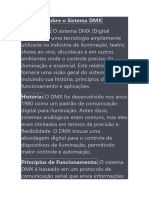
- Sistema DMXDocumento4 páginasSistema DMXThiago SantosAinda não há avaliações
- Automacao Processos NegocioDocumento68 páginasAutomacao Processos NegocioSérgio MuriloAinda não há avaliações
- Matriz Curricular Eletromecanica ConcomitanteDocumento1 páginaMatriz Curricular Eletromecanica ConcomitanteYud1Ainda não há avaliações
- Informatização de Bibliotecas e Recuperação Da InformaçãoDocumento180 páginasInformatização de Bibliotecas e Recuperação Da InformaçãowilliamAinda não há avaliações
- Automação Industrial: Material de Consulta para Os AlunosDocumento4 páginasAutomação Industrial: Material de Consulta para Os Alunosbruno CiprianoAinda não há avaliações
- Burkert CatalogoDocumento91 páginasBurkert CatalogoMarcio Zanetti100% (1)
- AutomacaoDocumento3 páginasAutomacaoThiago Faria SilvaAinda não há avaliações
- Portfolio Cydak Do Brasil 2005Documento24 páginasPortfolio Cydak Do Brasil 2005gersonskcAinda não há avaliações
- Apostila 1. Introdução À Robótica - Ação MoradiaDocumento14 páginasApostila 1. Introdução À Robótica - Ação MoradiaEmmanuel TolêdoAinda não há avaliações
- UP22114300Documento34 páginasUP22114300Alessandro SilvaAinda não há avaliações
- Manual Motor NEW Pivotante - Central Dupla e FlexDocumento16 páginasManual Motor NEW Pivotante - Central Dupla e FlexMiller CláudioAinda não há avaliações
- Wall Mounted de Precisão - Lamina-PolluxDocumento1 páginaWall Mounted de Precisão - Lamina-Polluxjgv001Ainda não há avaliações
- Yale Catálogo de Soluções DigitaisDocumento40 páginasYale Catálogo de Soluções DigitaisVanessa MaiaAinda não há avaliações
- Lista de RobóticaDocumento7 páginasLista de RobóticadanielfortalAinda não há avaliações
- Evolução Na Automação de Painéis Elétricos - Automação IndustrialDocumento2 páginasEvolução Na Automação de Painéis Elétricos - Automação IndustrialRodrigoAinda não há avaliações
- Gap2 PDFDocumento94 páginasGap2 PDFAdeliton DelkAinda não há avaliações
- Aula2b Formacao Do Engenheiro DAELT 2019 1Documento37 páginasAula2b Formacao Do Engenheiro DAELT 2019 1Joice gabriellaAinda não há avaliações
- Exercicio Cap 1 e 8 de SIMDocumento7 páginasExercicio Cap 1 e 8 de SIMJúlio César GonçalvesAinda não há avaliações
- Ebook KNX - DiscabosDocumento41 páginasEbook KNX - DiscabosEverton Luiz Dias da SilvaAinda não há avaliações
- 1590677383CATALOGO 2020 Web Rev2Documento27 páginas1590677383CATALOGO 2020 Web Rev2Everaldo LealAinda não há avaliações
- Controlador Lógico ProgramávelDocumento5 páginasControlador Lógico ProgramávelRener MeloAinda não há avaliações
- Curriculo - João Paulo M. Leandro (Atualizado) XDocumento2 páginasCurriculo - João Paulo M. Leandro (Atualizado) XJoão Paulo Môra LeandroAinda não há avaliações
- AULA 03 Robótica Renata MercanteDocumento18 páginasAULA 03 Robótica Renata MercanteMaykell D'angeloAinda não há avaliações
- Artigo Científico - Aplicabildade Da Física Na Automação ResidencialDocumento9 páginasArtigo Científico - Aplicabildade Da Física Na Automação ResidencialAntonio CoralAinda não há avaliações
- MBA em Gestão de Processos Industriais - Divulgação - 2019 - 2020Documento88 páginasMBA em Gestão de Processos Industriais - Divulgação - 2019 - 2020Caio SouzaAinda não há avaliações