Você também pode gostar
- Transformações de fases em materiais metálicosNo EverandTransformações de fases em materiais metálicosNota: 5 de 5 estrelas5/5 (1)
- 03 - Projeto de Fundição e Processos de Moldagem em AreiaDocumento71 páginas03 - Projeto de Fundição e Processos de Moldagem em AreiaBananaliks100% (1)
- Curso Básico de ÁudioDocumento23 páginasCurso Básico de ÁudioRicardo Barbieri100% (4)
- Manual CorrosaoDocumento90 páginasManual CorrosaoFelipe MilanezAinda não há avaliações
- InfoMoney - Análise Técnica - Conheça As 10 - Leis - de John Murphy e Ganhe MaisDocumento2 páginasInfoMoney - Análise Técnica - Conheça As 10 - Leis - de John Murphy e Ganhe MaisEnzo CarvalhoAinda não há avaliações
- Apostila Sobre CobreDocumento69 páginasApostila Sobre CobreIsaque IntxainAinda não há avaliações
- Processos de decapagem, laminação a frio e recozimento de produtos planos de açoNo EverandProcessos de decapagem, laminação a frio e recozimento de produtos planos de açoAinda não há avaliações
- Aula 12 Processo DeFundicao em Moldes Metalicos Por GravidadeDocumento48 páginasAula 12 Processo DeFundicao em Moldes Metalicos Por GravidadeDaniel Antonio de FreitasAinda não há avaliações
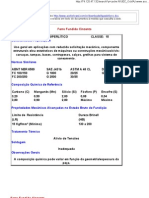
- Ferro Fundido BrancoDocumento46 páginasFerro Fundido BrancoDAVI ARCANJO SILVA BADARÓAinda não há avaliações
- Aula 8 - Tecnologia de FundiçãoDocumento70 páginasAula 8 - Tecnologia de FundiçãoCarolai FabrisAinda não há avaliações
- Relatório de Moldação em Areia VerdeDocumento19 páginasRelatório de Moldação em Areia VerdeJosé Ricardo SilvaAinda não há avaliações
- Apresentação - Fornos de FundiçãoDocumento40 páginasApresentação - Fornos de Fundiçãoequipe parahyasasAinda não há avaliações
- Processo de Fundição em Moldes PermanentesDocumento17 páginasProcesso de Fundição em Moldes PermanentesRicardo BogoAinda não há avaliações
- Metais em GeralDocumento33 páginasMetais em GeralV_VicAinda não há avaliações
- Modelação em AreiaDocumento30 páginasModelação em AreiaGlauco NobregaAinda não há avaliações
- Agitador Calc.Documento29 páginasAgitador Calc.leslieAinda não há avaliações
- Tratamentos Térmicos de Ligas de AlumínioDocumento13 páginasTratamentos Térmicos de Ligas de Alumíniolucavanisteroy100% (1)
- Ferro Fundido VermicularDocumento3 páginasFerro Fundido VermicularLuiz CarlosAinda não há avaliações
- Fundicao CEFET Santa CatarinaDocumento29 páginasFundicao CEFET Santa CatarinaMário Nunes100% (1)
- Montagem Estruturas MetalicasDocumento19 páginasMontagem Estruturas MetalicasEduardo SilvaAinda não há avaliações
- Metalurgia Das Ligas de Alumínio - SENAI-CETEFDocumento25 páginasMetalurgia Das Ligas de Alumínio - SENAI-CETEFAlex PereiraAinda não há avaliações
- Ferro Fundido VermicularDocumento8 páginasFerro Fundido VermicularPedro ToscanoAinda não há avaliações
- Fundamentos da Estampagem Incremental de Chapas Aplicados ao Aço AISI 304LNo EverandFundamentos da Estampagem Incremental de Chapas Aplicados ao Aço AISI 304LAinda não há avaliações
- Seminário - Fornos Usados Na Fundição Dos MetaisDocumento14 páginasSeminário - Fornos Usados Na Fundição Dos MetaisAdriano Ruiz100% (1)
- Apostila de Fundamentos de Usinagem - 344 PDocumento344 páginasApostila de Fundamentos de Usinagem - 344 Pronesalves3100% (1)
- Metalurgia Do FerroDocumento18 páginasMetalurgia Do FerroJulião Chiziane IIAinda não há avaliações
- 03-Fabricação de Modelos e Caixas de MachoDocumento57 páginas03-Fabricação de Modelos e Caixas de MachoJulio cesarAinda não há avaliações
- Materiais Metalicos Nao Ferrosos 10 11Documento90 páginasMateriais Metalicos Nao Ferrosos 10 11João GuedelhaAinda não há avaliações
- Danielle Raphaela Voltolini - Areia Verde - GRR20091752Documento30 páginasDanielle Raphaela Voltolini - Areia Verde - GRR20091752Gustavo NeresAinda não há avaliações
- A Metalurgia Do Alumínio e Suas LigasDocumento62 páginasA Metalurgia Do Alumínio e Suas LigasLuciano Silva do NascimentoAinda não há avaliações
- Aplicações e Carcteisticas Do Ferro FundidoDocumento12 páginasAplicações e Carcteisticas Do Ferro FundidoLeonardo Faria Bueno100% (3)
- Processo de Fundição Sob Pressão SlidesDocumento73 páginasProcesso de Fundição Sob Pressão SlidesFrancisco CaetanoAinda não há avaliações
- 01 - Normalização em Instalações ElétricasDocumento24 páginas01 - Normalização em Instalações Elétricasfaop91Ainda não há avaliações
- Apostila Sistema Enchimento Horizontal e VerticalDocumento59 páginasApostila Sistema Enchimento Horizontal e VerticalAvstron D'Agostini100% (1)
- RotomoldagemDocumento94 páginasRotomoldagemMarcelo Kayser de Campos100% (1)
- Fundição Por Pressão 2017 PDFDocumento63 páginasFundição Por Pressão 2017 PDFAccelAinda não há avaliações
- Aula 1.5. Materiais Não-FerrososDocumento45 páginasAula 1.5. Materiais Não-FerrososThales89Ainda não há avaliações
- Cálculo Escola Naval 2002-2005Documento11 páginasCálculo Escola Naval 2002-2005jacolamba10100% (1)
- Thermocouples Termopares - Borchardt & GomesDocumento42 páginasThermocouples Termopares - Borchardt & Gomesandresilveiramachado67% (3)
- 01 - Apostila de Fundição FATEC 01 2013Documento56 páginas01 - Apostila de Fundição FATEC 01 2013metalcoppiAinda não há avaliações
- Introdução Microfusão Cera PérdidaDocumento23 páginasIntrodução Microfusão Cera Pérdidaelielmatos10Ainda não há avaliações
- Sistema de MassalotesDocumento8 páginasSistema de MassalotesHalleph WergenskiAinda não há avaliações
- Fundição Sob-PressãoDocumento65 páginasFundição Sob-Pressãoluizbek100% (1)
- Fundição Sob Pressão.Documento23 páginasFundição Sob Pressão.Roberto JuniorAinda não há avaliações
- Refratarios e Isolantes PDFDocumento102 páginasRefratarios e Isolantes PDFGuida Cristina MonteiroAinda não há avaliações
- LaminaçãoDocumento42 páginasLaminaçãoVanderleiAinda não há avaliações
- Processo de Obtenção Do AlumínioDocumento8 páginasProcesso de Obtenção Do AlumínioIzaura Maria100% (1)
- Compósitos Matriz MetálicaDocumento16 páginasCompósitos Matriz MetálicaGeraldo ThiesenAinda não há avaliações
- Conformação Dos Metais 1Documento23 páginasConformação Dos Metais 1barataaaaAinda não há avaliações
- 40 - Redutores de VelocidadeDocumento4 páginas40 - Redutores de VelocidadeAlmir LuisAinda não há avaliações
- Fundição 2017.1 - Avaliação de Qualidade de Areia de FundiçãoDocumento30 páginasFundição 2017.1 - Avaliação de Qualidade de Areia de FundiçãoMatheus LopesAinda não há avaliações
- Conformação de ChapasDocumento21 páginasConformação de ChapasRodrigo PachecoAinda não há avaliações
- Aula 1Documento31 páginasAula 1Alcione GalvãoAinda não há avaliações
- Dimensionamento de Planta Industrial para Beneficiamento Do Molde Cerâmico Residual Proveniente Do Processo de MicrofusãoDocumento82 páginasDimensionamento de Planta Industrial para Beneficiamento Do Molde Cerâmico Residual Proveniente Do Processo de MicrofusãoFabio VictorAinda não há avaliações
- CERA PERDIDA - Rev.01Documento15 páginasCERA PERDIDA - Rev.01Bruno AugustoAinda não há avaliações
- Lista 1 - Tratamentos - Trmicos - CEM 204 3q 2021Documento3 páginasLista 1 - Tratamentos - Trmicos - CEM 204 3q 2021Leandro Fortunato GomesAinda não há avaliações
- MEC 107 - Fundição - Slides de Aula 2016.1Documento309 páginasMEC 107 - Fundição - Slides de Aula 2016.1Henrique de OliveiraAinda não há avaliações
- Fundição Outros Métodos PDFDocumento29 páginasFundição Outros Métodos PDFVitor HugoAinda não há avaliações
- Defeitos de FundiçãoDocumento17 páginasDefeitos de Fundiçãojorgecamila100% (1)
- Tecnicas de Alimentação de Ferros Fundidos COLFUN 2012Documento27 páginasTecnicas de Alimentação de Ferros Fundidos COLFUN 2012Eduardo CantarellaAinda não há avaliações
- Perguntas 1 FundiçãoDocumento4 páginasPerguntas 1 FundiçãoRavany Lerbarch100% (1)
- 1 - Relatório Moldes e ModelosDocumento12 páginas1 - Relatório Moldes e ModelosAlmir SktAinda não há avaliações
- Tecnologia Mecanica PDFDocumento65 páginasTecnologia Mecanica PDFetokunAinda não há avaliações
- FundicãoDocumento15 páginasFundicãowagnercpcAinda não há avaliações
- Apostila Tecnologia Mecanica IIIDocumento31 páginasApostila Tecnologia Mecanica IIISouza ArtsAinda não há avaliações
- Catálogo SartoriusDocumento28 páginasCatálogo SartoriusLuis GustavoAinda não há avaliações
- Interseal 670HSDocumento4 páginasInterseal 670HSRicardo BarbosaAinda não há avaliações
- Aula 18 - A Raiz Quadrada PDFDocumento7 páginasAula 18 - A Raiz Quadrada PDFCarlos BrandãoAinda não há avaliações
- Controlador de Tráfego - Semáforo InteligenteDocumento127 páginasControlador de Tráfego - Semáforo InteligenteLeonardo Araújo BrunoAinda não há avaliações
- Manual Handy Sim Portable ECG SimulatorDocumento19 páginasManual Handy Sim Portable ECG SimulatorClub2011Ainda não há avaliações
- A Geometria No Globo Terrestre PDFDocumento13 páginasA Geometria No Globo Terrestre PDFHercilio De Alcântara SilvaAinda não há avaliações
- 6 - Capacidade Térmica Do CalorímetroDocumento8 páginas6 - Capacidade Térmica Do CalorímetroCristian S. NeresAinda não há avaliações
- RecuperaÇÃo de Chumbo de Baterias Automotivas, AnÁlise de Risco Dos ResÍduos ResultanteDocumento17 páginasRecuperaÇÃo de Chumbo de Baterias Automotivas, AnÁlise de Risco Dos ResÍduos ResultanteMichell Vasconcelos SiqueiraAinda não há avaliações
- 05 Direcao DefensivaDocumento3 páginas05 Direcao DefensivaPaulo Afonso Manoel JuniorAinda não há avaliações
- Aula 1 Circuitos Elétricos II - Tensão e Corrente AlternadasDocumento27 páginasAula 1 Circuitos Elétricos II - Tensão e Corrente AlternadasfelipebozoAinda não há avaliações
- Origem Das Bolhas e Identificação de Suas Fontes em Fornos de Fundição de VidroDocumento7 páginasOrigem Das Bolhas e Identificação de Suas Fontes em Fornos de Fundição de VidroAdailton RibeiroAinda não há avaliações
- Catálogo Uniplasma LLDocumento2 páginasCatálogo Uniplasma LLAislan Pereira100% (1)
- Prova Trqi Com Gabarito 2016.1 Site 1Documento7 páginasProva Trqi Com Gabarito 2016.1 Site 1Isaac Rozas RiosAinda não há avaliações
- Trem de Pouso 210LMDocumento4 páginasTrem de Pouso 210LMMario Alberto BayerAinda não há avaliações
- Lista 1 OP1 GabaritoDocumento16 páginasLista 1 OP1 GabaritoAmanda GóesAinda não há avaliações
- Autoconhecimento Como Técnica Psicoterapêutica para A Mudança ComportamentalDocumento53 páginasAutoconhecimento Como Técnica Psicoterapêutica para A Mudança Comportamentaljoao1504Ainda não há avaliações
- Biopolitica Siid Lucia MatosDocumento20 páginasBiopolitica Siid Lucia MatosLúcia MatosAinda não há avaliações
- CMS45 ManualDocumento10 páginasCMS45 ManualemiliogangrelAinda não há avaliações
- Manual Asa Delta FPLVDocumento119 páginasManual Asa Delta FPLVratoo666100% (1)
- MONÓLOGOSDocumento8 páginasMONÓLOGOSRosana Gondim RezendeAinda não há avaliações
- Texto Metrologia 1Documento9 páginasTexto Metrologia 1Ercília GuilhermeAinda não há avaliações
- Elementos Da Documentação. Materiais e EstruturaDocumento1 páginaElementos Da Documentação. Materiais e EstruturaCepAinda não há avaliações
- Resumão PDFDocumento42 páginasResumão PDFleonardo santosAinda não há avaliações
- Lista de Exercícios Sobre Números Fatoriais, Binomiais, Pascal e NewtonDocumento4 páginasLista de Exercícios Sobre Números Fatoriais, Binomiais, Pascal e Newtonlogusmao100% (2)