Você também pode gostar
- Motores automotivos: evolução, manutenção e tendênciasNo EverandMotores automotivos: evolução, manutenção e tendênciasNota: 5 de 5 estrelas5/5 (1)
- Inspeção de integridade de dutos: análise de sistema de medição do PIG PalitoNo EverandInspeção de integridade de dutos: análise de sistema de medição do PIG PalitoAinda não há avaliações
- Análise de Falhas em Mancais de DeslizamentoDocumento9 páginasAnálise de Falhas em Mancais de DeslizamentoMarcos Carrero100% (1)
- Provas de Educação Fisica Ensino MédioDocumento5 páginasProvas de Educação Fisica Ensino MédioSandra Polliane Silva100% (1)
- Turbinas A GasDocumento145 páginasTurbinas A GasHelton Oliveira100% (2)
- Critérios de MediçãoDocumento39 páginasCritérios de MediçãoFlavio PenhaAinda não há avaliações
- Elaborar Prova ContextualizadaDocumento16 páginasElaborar Prova ContextualizadaAna LouAinda não há avaliações
- Fun IlariaDocumento33 páginasFun IlariaRobmixAinda não há avaliações
- Inspeção Visual - TFO - Novo Fundo Branco-Rev.2Documento338 páginasInspeção Visual - TFO - Novo Fundo Branco-Rev.2Lair MorissonAinda não há avaliações
- Gestão Da Conservação-Restauração Do Patrimônio Cultural Algumas Reflexões Sobre Teoria e PráticaDocumento10 páginasGestão Da Conservação-Restauração Do Patrimônio Cultural Algumas Reflexões Sobre Teoria e PráticaDébora LimaAinda não há avaliações
- Renovaçoes 2022.jan DezDocumento390 páginasRenovaçoes 2022.jan DezCamilla DinizAinda não há avaliações
- Elo42 - Analise de Falhas AplicadaDocumento2 páginasElo42 - Analise de Falhas AplicadaAlexsander EustáquioAinda não há avaliações
- ED04 - Grupo 01 - Análise de FalhasDocumento4 páginasED04 - Grupo 01 - Análise de FalhasTryp AnossomaAinda não há avaliações
- Aplicação Do PDCA A IndustriaDocumento25 páginasAplicação Do PDCA A IndustriaAntonio Domingos Dias0% (1)
- Análise Ferrográfica Como Auxílio À Manutenção-Estudo de CasoDocumento18 páginasAnálise Ferrográfica Como Auxílio À Manutenção-Estudo de CasoSamuel CarvalhoAinda não há avaliações
- Controle Da Qualidade em Indústrias Mecânicas PesadasDocumento10 páginasControle Da Qualidade em Indústrias Mecânicas Pesadaserick vinicius andradeAinda não há avaliações
- Tratamento de Cavaco PDFDocumento44 páginasTratamento de Cavaco PDFRonaldo Adriano ChremoneziAinda não há avaliações
- Formulário Sócioambiental EditávelDocumento92 páginasFormulário Sócioambiental EditávelNilson TeletkaAinda não há avaliações
- Automação No Processo de Fabricação de Tubos GalvanizadosDocumento12 páginasAutomação No Processo de Fabricação de Tubos Galvanizadosrainer.dinizAinda não há avaliações
- Manutencao Preditiva e Corretiva de Cambios ManuaisDocumento10 páginasManutencao Preditiva e Corretiva de Cambios Manuaissamuel trindadeAinda não há avaliações
- Atividade 3 - Projeto Mecânico - 51-2024Documento6 páginasAtividade 3 - Projeto Mecânico - 51-2024admcavaliniassessoriaAinda não há avaliações
- Tecnicas de Manutenção PreditivasDocumento14 páginasTecnicas de Manutenção PreditivaswallaceAinda não há avaliações
- Aparasumento Peças PlasticasDocumento87 páginasAparasumento Peças PlasticasSBonderAinda não há avaliações
- Relatório Técnico Aula PráticaDocumento2 páginasRelatório Técnico Aula PráticaErik Reis CastroAinda não há avaliações
- Manutencao Autonoma em Uma Industria de Auto Pecas Estudo de CasoDocumento13 páginasManutencao Autonoma em Uma Industria de Auto Pecas Estudo de CasoAndré BassaniAinda não há avaliações
- Artigo Crescimento Lubrificação RedutoresDocumento16 páginasArtigo Crescimento Lubrificação RedutoresWEVERTON LEANDROAinda não há avaliações
- Içara - I - SBAI - 11Documento9 páginasIçara - I - SBAI - 11Mauricio NunesAinda não há avaliações
- Fabricação de Um Veículo Tubular OFF-ROADDocumento21 páginasFabricação de Um Veículo Tubular OFF-ROADMaiconAinda não há avaliações
- A Manutenção Dentro Da ISO TS 16949Documento7 páginasA Manutenção Dentro Da ISO TS 16949Fellipe BarbozaAinda não há avaliações
- AP-Manutenção em Elementos AutomotivosDocumento12 páginasAP-Manutenção em Elementos AutomotivosANTENOR VICENTE DA SILVA CARMELIO.Ainda não há avaliações
- Atividade 2 - Confiabilidade de Sistemas - 54 2023Documento2 páginasAtividade 2 - Confiabilidade de Sistemas - 54 2023Fabio GuimaraesAinda não há avaliações
- Artigo PERITAGEMDOSMOTORESDIESELFERROVIARIO PDFDocumento5 páginasArtigo PERITAGEMDOSMOTORESDIESELFERROVIARIO PDFantonio carlos silva dos santosAinda não há avaliações
- Análise de Óleo Como Prolongar A Vida Último Do Seu AtivoDocumento1 páginaAnálise de Óleo Como Prolongar A Vida Último Do Seu AtivoPaulo FonsecaAinda não há avaliações
- Projeto Integrador em Materiais e ProcessosDocumento17 páginasProjeto Integrador em Materiais e ProcessosHector OliveiraAinda não há avaliações
- Atividade 4Documento2 páginasAtividade 4Tairone Rodrigues Medeiros De SouzaAinda não há avaliações
- A Importância Da Análise de ÓleoDocumento4 páginasA Importância Da Análise de ÓleoGilliano BrunoAinda não há avaliações
- Relatório de Visita TécnicaDocumento10 páginasRelatório de Visita Técnicajiam1Ainda não há avaliações
- Etiquetas para Programa TPMDocumento7 páginasEtiquetas para Programa TPMjp-estevesAinda não há avaliações
- Arquivo EstagioDocumento25 páginasArquivo EstagioMarlon MeloAinda não há avaliações
- MPT PDFDocumento55 páginasMPT PDFgabao123Ainda não há avaliações
- Melhoria Na Eficiência Produtiva Do Processo de Corte Automatizado de TecidoDocumento32 páginasMelhoria Na Eficiência Produtiva Do Processo de Corte Automatizado de TecidoRenato CorreaAinda não há avaliações
- Artigo de Maquinas Operatrizes PDFDocumento5 páginasArtigo de Maquinas Operatrizes PDFLucas JoséAinda não há avaliações
- NR 18 - Avaliação de Requisitos de Desempenho de Sistemas de Proteção em ObrasDocumento24 páginasNR 18 - Avaliação de Requisitos de Desempenho de Sistemas de Proteção em ObrasCPSSTAinda não há avaliações
- Melhoria Na Produtividade, e Redução de Desperdicios em Uma Linha de Produção AltomotivaDocumento7 páginasMelhoria Na Produtividade, e Redução de Desperdicios em Uma Linha de Produção AltomotivapedrocatarinoAinda não há avaliações
- Maintenance, Repair, and Operations Parts Inventory Management in The Era of Industry 4.0 PTDocumento13 páginasMaintenance, Repair, and Operations Parts Inventory Management in The Era of Industry 4.0 PTMarcos DuqueAinda não há avaliações
- Seminario 9 - Soldagem de ManutençãoDocumento23 páginasSeminario 9 - Soldagem de Manutençãodebora antunesAinda não há avaliações
- Projecto Intg SimiaoDocumento13 páginasProjecto Intg SimiaoUR Universo realAinda não há avaliações
- Implementacao Do TPM em Empresas BrasileirasDocumento7 páginasImplementacao Do TPM em Empresas BrasileirasCris RochaAinda não há avaliações
- Formata o Relat Rio MateriaisDocumento18 páginasFormata o Relat Rio Materiaisvinicius olivera sofiaAinda não há avaliações
- Modelo de Conic N1GEMA Parte CompletaDocumento8 páginasModelo de Conic N1GEMA Parte CompletaWetafilter FiltrosAinda não há avaliações
- ESTAGIO2Documento7 páginasESTAGIO2Techsale RexrothAinda não há avaliações
- Número 22Documento13 páginasNúmero 22Forma Fácil BRAinda não há avaliações
- UntitledDocumento1 páginaUntitledmorenaAinda não há avaliações
- FRASLE Manual Tec Linha LeveDocumento16 páginasFRASLE Manual Tec Linha LevebetoknigthAinda não há avaliações
- Perfil Das Concessionárias de Veículos Certificadas Pela ISO 14001Documento11 páginasPerfil Das Concessionárias de Veículos Certificadas Pela ISO 14001roggarbruAinda não há avaliações
- Fundição Do LatãoDocumento126 páginasFundição Do LatãoRafael Aparecido Da SilvaAinda não há avaliações
- Estudo Dirigido 1 - Manutenção em Elementos de MáquinasDocumento6 páginasEstudo Dirigido 1 - Manutenção em Elementos de MáquinasCarol Camargos PôrtoAinda não há avaliações
- Escola Técnica Particular Ii - Etp Curso Técnico em MecânicaDocumento23 páginasEscola Técnica Particular Ii - Etp Curso Técnico em MecânicakincasborbaAinda não há avaliações
- 02 Dificuldades Implantacao FMEADocumento8 páginas02 Dificuldades Implantacao FMEAVinicius UcelliAinda não há avaliações
- Planilha VerificacaoDocumento3 páginasPlanilha VerificacaoonildodfAinda não há avaliações
- Ciências Do Ambiente - Daniel, José e Vitor - DEFINITIVODocumento26 páginasCiências Do Ambiente - Daniel, José e Vitor - DEFINITIVOjosealves_macedonetoAinda não há avaliações
- Manutençao de Valvula de ControleDocumento3 páginasManutençao de Valvula de ControleFernando Sampaio100% (2)
- Exemplo de Proposta de TCCDocumento10 páginasExemplo de Proposta de TCCnick_mafraAinda não há avaliações
- Ensaios de Liquidos de ArrefecimentoDocumento18 páginasEnsaios de Liquidos de ArrefecimentoEbsonMagnoSilvaMoreiraAinda não há avaliações
- Estudo da implementação de ferramentas da Indústria 4.0: E seus impactos em face aos conceitos LeanNo EverandEstudo da implementação de ferramentas da Indústria 4.0: E seus impactos em face aos conceitos LeanAinda não há avaliações
- Inventario de Riscos-Pgr-ArmadorDocumento3 páginasInventario de Riscos-Pgr-ArmadorHelton OliveiraAinda não há avaliações
- E Book - Como Investir Nos EUA 04 PASSOS SIMPLESDocumento21 páginasE Book - Como Investir Nos EUA 04 PASSOS SIMPLESHelton OliveiraAinda não há avaliações
- Manômetros de Coluna UDocumento1 páginaManômetros de Coluna UHelton OliveiraAinda não há avaliações
- DissertaçãoDocumento111 páginasDissertaçãoJM SSAinda não há avaliações
- Reflexao Do Pra Massagem FacialDocumento8 páginasReflexao Do Pra Massagem FacialCristina AlmeidaAinda não há avaliações
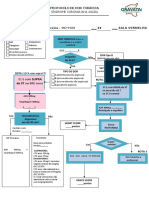
- Protocolo de Dor TorácicaDocumento2 páginasProtocolo de Dor Torácicamedicos.upamoradasAinda não há avaliações
- Leia A Parlenda E Depois Responda À Questão: Com Qual Palavra Rima VeludoDocumento10 páginasLeia A Parlenda E Depois Responda À Questão: Com Qual Palavra Rima VeludoWellington SantanaAinda não há avaliações
- Unidades de Medidas em TelecomDocumento13 páginasUnidades de Medidas em Telecomcleomar tv box100% (1)
- SEMANÁRIO 5 º ANO 23 A 27 de FevereiroDocumento12 páginasSEMANÁRIO 5 º ANO 23 A 27 de FevereiroClaudia LeiteAinda não há avaliações
- Esqueleto-Apendicular Com Imagens para FixaçaoDocumento23 páginasEsqueleto-Apendicular Com Imagens para FixaçaoRosangela FonsecaAinda não há avaliações
- Anexo VI - Datasheet Módulo Jinko JKM530M-72HL4-TVDocumento1 páginaAnexo VI - Datasheet Módulo Jinko JKM530M-72HL4-TVfernandoAinda não há avaliações
- Organização Pessoal ApresentaçãoDocumento25 páginasOrganização Pessoal ApresentaçãoMarcelo FernándezAinda não há avaliações
- Apostila de Jogos para SRMDocumento107 páginasApostila de Jogos para SRMHenrique J Reis BezerraAinda não há avaliações
- Lista 05 Quantidades e Medidas e EstequiometriaDocumento4 páginasLista 05 Quantidades e Medidas e EstequiometriaPaula VitóriaAinda não há avaliações
- Modulo2 - Modulo de Resistencia A FlexaoDocumento13 páginasModulo2 - Modulo de Resistencia A FlexaoJéssika PauloAinda não há avaliações
- I CZC - Livro Do Evento - 2016-With-Cover-Page-V2Documento232 páginasI CZC - Livro Do Evento - 2016-With-Cover-Page-V2Joao FelipeAinda não há avaliações
- Como Manter SaudáveisDocumento55 páginasComo Manter SaudáveisEmilia CostaAinda não há avaliações
- 1a Lista de ExercíciosDocumento2 páginas1a Lista de ExercíciosEvandro CKAinda não há avaliações
- Guião - ENPL 2014Documento1 páginaGuião - ENPL 2014daniel95sousaAinda não há avaliações
- 2ºTesteVocacionalMód 7-ProporcionalidadesDocumento3 páginas2ºTesteVocacionalMód 7-ProporcionalidadesEleuterio MonteiroAinda não há avaliações
- Lancamento Horizontal Dos CorposDocumento12 páginasLancamento Horizontal Dos CorposIbraimo Rui Esmael EsmaelAinda não há avaliações
- Niquel, Titanio, Zirconio e Suas LigasDocumento6 páginasNiquel, Titanio, Zirconio e Suas LigasRuiter SantosAinda não há avaliações
- Referencial de Formação Tecnológica - TECDocumento5 páginasReferencial de Formação Tecnológica - TECadelinafelizardoAinda não há avaliações
- Trabalho 7 - IHCDocumento7 páginasTrabalho 7 - IHCanon_697494835Ainda não há avaliações
- Apostila Vida A DoisDocumento21 páginasApostila Vida A DoisAlex PessoaAinda não há avaliações
- VectocardiografíaDocumento7 páginasVectocardiografíaJose Rodrigues JuniorAinda não há avaliações
- Resina NanoparticuladaDocumento7 páginasResina NanoparticuladaWellington ReisAinda não há avaliações
- Vitrine Tupperware 1.2017Documento68 páginasVitrine Tupperware 1.2017Tupperware ShowAinda não há avaliações