Você também pode gostar
- Curso de Fotografia Digital: 40 HorasDocumento35 páginasCurso de Fotografia Digital: 40 HorasAdriana Britto100% (1)
- Apresentação TPMDocumento37 páginasApresentação TPMLuciano Paulo da Silva100% (1)
- Manutencao IndustrialDocumento66 páginasManutencao IndustrialCamila DiasAinda não há avaliações
- Morte e Vida Severina de João CabralDocumento28 páginasMorte e Vida Severina de João CabralAndré MoreiraAinda não há avaliações
- Manutenção Planejada - GerdauDocumento39 páginasManutenção Planejada - GerdauFernando Moretto Benatti100% (1)
- Programa SOL limpeza organizaçãoDocumento11 páginasPrograma SOL limpeza organizaçãoVANDERLE100% (1)
- Aula Manutenção Eletrica 1Documento43 páginasAula Manutenção Eletrica 1Luciano Paulo da Silva100% (2)
- Análise de falhas de máquinas rotativasDocumento13 páginasAnálise de falhas de máquinas rotativasHugo MaiaAinda não há avaliações
- Práticas Básicas Da Manutenção Moderna PDFDocumento45 páginasPráticas Básicas Da Manutenção Moderna PDFGustavo OliveiraAinda não há avaliações
- Diagnosticar e analisar falhas em equipamentos industriaisDocumento13 páginasDiagnosticar e analisar falhas em equipamentos industriaisildoAinda não há avaliações
- Manutenção AutônomaDocumento50 páginasManutenção AutônomaAdair Nunes Junior100% (1)
- Plano de Educação Ambiental para Trabalhadores - Rev01Documento7 páginasPlano de Educação Ambiental para Trabalhadores - Rev01smsengemon jequieAinda não há avaliações
- Receção de HotelDocumento117 páginasReceção de HotelBrielSilcaAinda não há avaliações
- Apresentação - Manutenção AutônomaDocumento37 páginasApresentação - Manutenção AutônomaRuan PéricoAinda não há avaliações
- Lista Magias D&D 5E MAGODocumento33 páginasLista Magias D&D 5E MAGOPedro Faria XavierAinda não há avaliações
- Aula 5 - Tipos de ManutençãoDocumento92 páginasAula 5 - Tipos de ManutençãoRoberto Souza67% (3)
- 8 Pilares Da TPMDocumento15 páginas8 Pilares Da TPMIsmar JuniorAinda não há avaliações
- E Book TPM EngemanDocumento25 páginasE Book TPM EngemanAlvanir BarrosAinda não há avaliações
- Densidade de materiaisDocumento2 páginasDensidade de materiaisPaulo Viegas0% (1)
- Micro ME850Documento55 páginasMicro ME850api-3765629100% (1)
- Manutencao Autonoma em Uma Industria de Auto Pecas Estudo de CasoDocumento13 páginasManutencao Autonoma em Uma Industria de Auto Pecas Estudo de CasoAndré BassaniAinda não há avaliações
- Gestão da manutenção industrialDocumento3 páginasGestão da manutenção industrialCristyan ReisAinda não há avaliações
- Treinamento EtiquetasDocumento21 páginasTreinamento EtiquetasJaciana AmorimAinda não há avaliações
- Manutenção AutônomaDocumento15 páginasManutenção AutônomaJonathan Rodrigues CamposAinda não há avaliações
- Treinamento Etiquetas TPMDocumento22 páginasTreinamento Etiquetas TPMMatheus PereiraAinda não há avaliações
- Trabalho de ManutençãoDocumento13 páginasTrabalho de ManutençãoJoão Paulo AlvesAinda não há avaliações
- Manutenção Autônoma - PILAR 1 Do TPM - ENGETELESDocumento14 páginasManutenção Autônoma - PILAR 1 Do TPM - ENGETELESJohn RomeuAinda não há avaliações
- Trabalho GiseleDocumento10 páginasTrabalho GiseleAdriano RodriguesAinda não há avaliações
- Manutenção industrial UFFDocumento7 páginasManutenção industrial UFFVictoria RamiroAinda não há avaliações
- 7 Passos Da Manutenção AutônomaDocumento33 páginas7 Passos Da Manutenção AutônomaCamila HernandezAinda não há avaliações
- Agnês Aline Vodzinski - Pesquisa Sobre Manutenção, Contemplando Os Temas Abaixo.Documento2 páginasAgnês Aline Vodzinski - Pesquisa Sobre Manutenção, Contemplando Os Temas Abaixo.agnesaline802Ainda não há avaliações
- Projeto Final - Manutenção Mecânica BajaDocumento21 páginasProjeto Final - Manutenção Mecânica BajaJoão RicciardiAinda não há avaliações
- Manutenção AutónomaDocumento32 páginasManutenção AutónomaMilton ManjateAinda não há avaliações
- Gmi 08-05Documento4 páginasGmi 08-05MarioAinda não há avaliações
- Aula 02Documento8 páginasAula 02Arthur AlmeidaAinda não há avaliações
- Apostila Manutençao MecanicaDocumento8 páginasApostila Manutençao Mecanicatecseg cursosAinda não há avaliações
- Aplicação Do PDCA A IndustriaDocumento25 páginasAplicação Do PDCA A IndustriaAntonio Domingos Dias0% (1)
- TerceirizaçãoManutençãoDocumento3 páginasTerceirizaçãoManutençãoEdnercio LuisAinda não há avaliações
- TPMDocumento50 páginasTPMmaycon2108Ainda não há avaliações
- Manutenção AutônomaDocumento6 páginasManutenção AutônomaVarne Donizete NicácioAinda não há avaliações
- Tipos - de - Manutencao - Unidade - II - Manutenção PreventivaDocumento25 páginasTipos - de - Manutencao - Unidade - II - Manutenção PreventivaIgorAinda não há avaliações
- 001 - Volume I - P. 5 A 97 - para Compor Com Demais Arquivos - FinalDocumento93 páginas001 - Volume I - P. 5 A 97 - para Compor Com Demais Arquivos - FinalWilliam CazelottoAinda não há avaliações
- Apresentação TPMDocumento37 páginasApresentação TPMbrunodrAinda não há avaliações
- MCC e TPM - Gerencia de ManutencaoDocumento13 páginasMCC e TPM - Gerencia de ManutencaoIvan TumaAinda não há avaliações
- Manutenção sistemas telecomDocumento35 páginasManutenção sistemas telecomLima meyAinda não há avaliações
- Atividade 4 - Manutenção Industrial - 53-2023Documento3 páginasAtividade 4 - Manutenção Industrial - 53-2023Cavalini Assessoria AcadêmicaAinda não há avaliações
- Trabalho Gestão Empresarial, Livia Barbosa e Thaila GuimaraesDocumento4 páginasTrabalho Gestão Empresarial, Livia Barbosa e Thaila GuimaraesManu OliveeiraAinda não há avaliações
- 4º Conceitos - TPMDocumento15 páginas4º Conceitos - TPMkarla6nayanneAinda não há avaliações
- Manutenção Autônoma: Papéis e AtividadesDocumento34 páginasManutenção Autônoma: Papéis e AtividadesFernando Moretto BenattiAinda não há avaliações
- Gerenciamento Analise FalhaDocumento58 páginasGerenciamento Analise FalhaMarcelo LeandroAinda não há avaliações
- Manutenção Classe Mundial WCMtnce 1Documento26 páginasManutenção Classe Mundial WCMtnce 1lourencoalexandrebernardoAinda não há avaliações
- Implementação de plano de lubrificação em indústria frigoríficaDocumento6 páginasImplementação de plano de lubrificação em indústria frigoríficaGisnei CoelhoAinda não há avaliações
- PRODUTIVIDADEDocumento7 páginasPRODUTIVIDADEMarcio CotrimAinda não há avaliações
- Prevencao e Recuperacao de FalhasDocumento7 páginasPrevencao e Recuperacao de Falhasbonte01Ainda não há avaliações
- GonçalvesDocumento14 páginasGonçalvesJoão Victor maximianoAinda não há avaliações
- Avaliação da Unidade de ManutençãoDocumento3 páginasAvaliação da Unidade de ManutençãoAriane51Ainda não há avaliações
- Implementação de Um Plano de Manutenção Na Empresa Matrik SandeskiDocumento13 páginasImplementação de Um Plano de Manutenção Na Empresa Matrik SandeskiEmerson GomesAinda não há avaliações
- Aplicacao Da Metodologia TPMDocumento5 páginasAplicacao Da Metodologia TPMRoberto RodriguesAinda não há avaliações
- Apostila TQPDocumento39 páginasApostila TQPmsmauriciosantosAinda não há avaliações
- Diagnóstico de falhas em sistemas de automaçãoDocumento14 páginasDiagnóstico de falhas em sistemas de automaçãoLuiz Santos ResendeAinda não há avaliações
- Manutencao PreventivaDocumento9 páginasManutencao PreventivaJoni TraderAinda não há avaliações
- Planejamento e Controle de Manutencao em Uma Cabine de Jato de Areia em Uma MetalurgicaDocumento19 páginasPlanejamento e Controle de Manutencao em Uma Cabine de Jato de Areia em Uma MetalurgicaInternet File SystemAinda não há avaliações
- Arquivos Da TPMDocumento9 páginasArquivos Da TPMfernando lealAinda não há avaliações
- Perguntas Tipicas de ExameDocumento2 páginasPerguntas Tipicas de ExamePedro CerqueiraAinda não há avaliações
- Gestão da rotina do trabalhoDocumento3 páginasGestão da rotina do trabalhoAriane510% (1)
- Growth suplementos pagamentoDocumento1 páginaGrowth suplementos pagamentoEu sou o pai do YOUTUBEAinda não há avaliações
- Halliday 3 - Cap 31Documento8 páginasHalliday 3 - Cap 31Peter DutaAinda não há avaliações
- 2º Encontro Ciências 15-03-2022Documento14 páginas2º Encontro Ciências 15-03-2022Edson AraujoAinda não há avaliações
- Triângulos - ClassificaçãoDocumento21 páginasTriângulos - ClassificaçãoDanAinda não há avaliações
- Procedimento Operacional Padrão: TituloDocumento7 páginasProcedimento Operacional Padrão: TituloDeyvid OliveiraAinda não há avaliações
- Procedimentos para ensaio de viga de concreto protendidaDocumento66 páginasProcedimentos para ensaio de viga de concreto protendidaLucasAinda não há avaliações
- Aquisições emergenciais para enfrentar coronavírusDocumento13 páginasAquisições emergenciais para enfrentar coronavírusSebastião JuniorAinda não há avaliações
- Trabalho Completo Ev154 MD1 Sa136 Id4319112021235951Documento20 páginasTrabalho Completo Ev154 MD1 Sa136 Id4319112021235951LEAFAR ZAIDAinda não há avaliações
- Física e Química - Movimento circular e retilíneoDocumento2 páginasFísica e Química - Movimento circular e retilíneoDiogo SIlvaAinda não há avaliações
- Automatização residencial: projeto de instalação elétricaDocumento14 páginasAutomatização residencial: projeto de instalação elétricaLucas MatosAinda não há avaliações
- Conceitualização Cognitiva: Pensamentos, Crenças e EstratégiasDocumento5 páginasConceitualização Cognitiva: Pensamentos, Crenças e EstratégiasMauricio Marane0% (1)
- Habilidades e ProfissõesDocumento10 páginasHabilidades e Profissõeslucaspt1000Ainda não há avaliações
- Relatório Financeiro 2022Documento3 páginasRelatório Financeiro 2022Diogo FranciscoAinda não há avaliações
- Criar ConteúdoDocumento62 páginasCriar ConteúdoDavidCamarinhaAinda não há avaliações
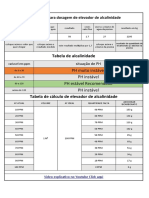
- Tabela de AlcalinidadeDocumento1 páginaTabela de AlcalinidadeedsonAinda não há avaliações
- Introdução À Metodologiade Investigação Científica: Jerónimo LangaDocumento32 páginasIntrodução À Metodologiade Investigação Científica: Jerónimo Langaosvaldo panguanaAinda não há avaliações
- O banco mais vantajoso: a esmolaDocumento65 páginasO banco mais vantajoso: a esmolaParistomas Reports CenterAinda não há avaliações
- Comunidades de Prática Na Educação Superior A DistânciaDocumento4 páginasComunidades de Prática Na Educação Superior A DistânciakehrleAinda não há avaliações
- Estatuto do servidor DiademaDocumento46 páginasEstatuto do servidor Diademajmaj jmajAinda não há avaliações
- Manual do Aluno Village Park DogDocumento4 páginasManual do Aluno Village Park DogSadm SorocabaAinda não há avaliações
- Apostila 02 - Educação Física-EJA-2º Bimestre - 2ºquadrimestre - FASE IXDocumento2 páginasApostila 02 - Educação Física-EJA-2º Bimestre - 2ºquadrimestre - FASE IXBruna AuadAinda não há avaliações
- 878250-1 Lista de ExerciciosDocumento2 páginas878250-1 Lista de ExerciciosURANIOAinda não há avaliações
- Portugal - Marcas de Contrast Aria e de ResponsabilidadeDocumento3 páginasPortugal - Marcas de Contrast Aria e de ResponsabilidadeClara RamosAinda não há avaliações