Você também pode gostar
- 1 Desgaste Da FerramentaDocumento7 páginas1 Desgaste Da FerramentaCharlles PimentaAinda não há avaliações
- Avarias e Desgastes de Ferramentas de CorteDocumento4 páginasAvarias e Desgastes de Ferramentas de CortegutosudAinda não há avaliações
- 06 Avarias e Desgastes Da Ferramenta PDFDocumento11 páginas06 Avarias e Desgastes Da Ferramenta PDFValdenir Dos SantosAinda não há avaliações
- Usinagem Aula 2Documento74 páginasUsinagem Aula 2Rodrigo TrindadeAinda não há avaliações
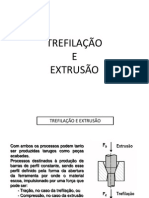
- Trefilação e ExtrusãoDocumento6 páginasTrefilação e ExtrusãoJoão EduardoAinda não há avaliações
- Avarias e Desgaste - LCMDocumento60 páginasAvarias e Desgaste - LCMYasmin SouzaAinda não há avaliações
- TrefilaçãoDocumento50 páginasTrefilaçãoAldo CarvalhoAinda não há avaliações
- ENG M33-Unidade02Documento101 páginasENG M33-Unidade02Thiago MusicAinda não há avaliações
- Aula 4 - Mecanismo de Formação Do CavacoDocumento23 páginasAula 4 - Mecanismo de Formação Do CavacoIgor AraujoAinda não há avaliações
- Processo de ExtrusãoDocumento38 páginasProcesso de Extrusãogustavojorge12Ainda não há avaliações
- Aula 9 - Desgaste Da FerramentaDocumento34 páginasAula 9 - Desgaste Da FerramentaMatheus MarkiesAinda não há avaliações
- Desgaste e Vida de Ferramenta para UsinagemDocumento37 páginasDesgaste e Vida de Ferramenta para UsinagemEmerson Borges SantanaAinda não há avaliações
- Processos de FabricaçãoDocumento37 páginasProcessos de FabricaçãoEdgar GonzalezAinda não há avaliações
- Cap.6 Avarias e DesgasteDocumento94 páginasCap.6 Avarias e DesgastegaborinAinda não há avaliações
- 03-Desgaste e Vida de Ferramentas de CorteDocumento14 páginas03-Desgaste e Vida de Ferramentas de CorteRodrigo ManoelAinda não há avaliações
- Aula 4 - Formacao de Cavaco 2015Documento43 páginasAula 4 - Formacao de Cavaco 2015Guilherme Moroni WindmullerAinda não há avaliações
- FM 8Documento52 páginasFM 8Schetino 44Ainda não há avaliações
- Aula 6 (Extrusão)Documento37 páginasAula 6 (Extrusão)TalwaniAinda não há avaliações
- Conformação Mecânica - Aula 06 - LaminaçãoDocumento57 páginasConformação Mecânica - Aula 06 - LaminaçãoFábio L. Knewitz100% (1)
- EM535 - Prova 2s2016Documento6 páginasEM535 - Prova 2s2016guilherme lacerdaAinda não há avaliações
- Apresentação - Tecnologia Mecânica 2Documento23 páginasApresentação - Tecnologia Mecânica 2Pressao MaximaAinda não há avaliações
- AVARIAS E DESGASTE DE FERRAMENTAS DE CORTE - Molde Injeção PlásticosDocumento9 páginasAVARIAS E DESGASTE DE FERRAMENTAS DE CORTE - Molde Injeção PlásticosGislaini SantosAinda não há avaliações
- 9 Casa de Ferreiro Espeto de AcoDocumento9 páginas9 Casa de Ferreiro Espeto de Aconunes1000Ainda não há avaliações
- TrefilaçãoDocumento6 páginasTrefilaçãodreisguimaAinda não há avaliações
- Falhas - Ciência e Tecnologia Dos MateriaisDocumento29 páginasFalhas - Ciência e Tecnologia Dos MateriaisFábio Pio100% (1)
- Mecanismo de Formação Do CavacoDocumento12 páginasMecanismo de Formação Do CavacoJúlia MelloAinda não há avaliações
- Controle de DeformaçãoDocumento6 páginasControle de DeformaçãoÍkaro MapaAinda não há avaliações
- Relatório - Mecanismo de Formação de CavacoDocumento10 páginasRelatório - Mecanismo de Formação de CavacoAnderson VertuanAinda não há avaliações
- Apresentação FinalDocumento41 páginasApresentação FinalfdantassAinda não há avaliações
- TDE 2 UsnagemDocumento10 páginasTDE 2 UsnagemGabriel FerreiraAinda não há avaliações
- TrefilaçãoDocumento22 páginasTrefilaçãoLeticia ToledoAinda não há avaliações
- Aula 11 - FalhaDocumento48 páginasAula 11 - FalhaBruno Alves MartinsAinda não há avaliações
- Aula 4 - Parte 2 - UsinagemDocumento11 páginasAula 4 - Parte 2 - UsinagemLatícia AraujoAinda não há avaliações
- Aula 5 - Turma 1Documento44 páginasAula 5 - Turma 1Non MelloAinda não há avaliações
- Aula 5 - Furadeiras - BrocasDocumento58 páginasAula 5 - Furadeiras - BrocasEvandro LuisAinda não há avaliações
- 4 - Slide Extrusao e TrefilaçãoDocumento45 páginas4 - Slide Extrusao e TrefilaçãoJeiza Prado BittencourtAinda não há avaliações
- ConformaçãoDocumento6 páginasConformaçãoRenato GarciaAinda não há avaliações
- 9 - Desgaste em Ferramentas de UsinagemDocumento22 páginas9 - Desgaste em Ferramentas de UsinagemFELIPE ALMEIDAAinda não há avaliações
- Aula 10 Extrusão e TrefilaçãoDocumento48 páginasAula 10 Extrusão e TrefilaçãoJoão MagalhãesAinda não há avaliações
- Ferramentas 2020Documento42 páginasFerramentas 2020Mauricio F CamargoAinda não há avaliações
- Cap.7 - Desgaste e VidaDocumento70 páginasCap.7 - Desgaste e VidagaborinAinda não há avaliações
- Cap. 3-Mecanismo de Formação Do Cavaco 13.1Documento50 páginasCap. 3-Mecanismo de Formação Do Cavaco 13.1gaborinAinda não há avaliações
- Apostila de Tecnologia Da Usinagem II 5° Fabricação MecânicaDocumento45 páginasApostila de Tecnologia Da Usinagem II 5° Fabricação MecânicaVanessa MantovaniAinda não há avaliações
- Extrusao 2013Documento42 páginasExtrusao 2013Diego FranceschiAinda não há avaliações
- Capítulo 3 - UsinagemDocumento11 páginasCapítulo 3 - UsinagemGABRIEL TEIXEIRA MARINSAinda não há avaliações
- Cap. 3-Mecanismo de Formação Do Cavaco Mota (11.1)Documento41 páginasCap. 3-Mecanismo de Formação Do Cavaco Mota (11.1)Tulismar LacerdaAinda não há avaliações
- Respostas Dos Exercícios - Processos de Corfomação MecânicaDocumento5 páginasRespostas Dos Exercícios - Processos de Corfomação MecânicaBarbara Santos80% (5)
- Ensaio de Tração Uniaxial 2Documento49 páginasEnsaio de Tração Uniaxial 2Joao Gabriel De Souza Pinto SalesAinda não há avaliações
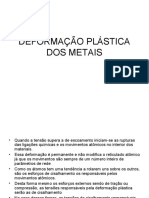
- Deformação Plástica Dos MetaisDocumento23 páginasDeformação Plástica Dos MetaisLicurgo Borges WinckAinda não há avaliações
- Aula 11 - ExtrusãoDocumento37 páginasAula 11 - ExtrusãoSaulo AmorimAinda não há avaliações
- Tecnologia Mecanica Aula 1 UsinagemDocumento85 páginasTecnologia Mecanica Aula 1 UsinagemassemilAinda não há avaliações
- ExtrusãoDocumento24 páginasExtrusãotiagonunes25Ainda não há avaliações
- Usinabilidade Dos MateriaisDocumento103 páginasUsinabilidade Dos MateriaisbexigaobrotherAinda não há avaliações
- Aula 09 - Fadiga e FlunciaDocumento70 páginasAula 09 - Fadiga e FlunciaDavid Calasans CastroAinda não há avaliações
- ForjaDocumento46 páginasForjalewisprotecAinda não há avaliações
- Aula 06 - ForjamentoDocumento101 páginasAula 06 - ForjamentoPaulo Schmitz JuniorAinda não há avaliações
- Aula 10 - Conformação Mecânica - Laminação - CópiaDocumento101 páginasAula 10 - Conformação Mecânica - Laminação - Cópiafabioelizandro20Ainda não há avaliações
- Aula 06 - ForjamentoDocumento49 páginasAula 06 - ForjamentoRafael GonçalvesAinda não há avaliações
- Modelagem matemática do fluxo de líquidos no cadinho de alto-fornoNo EverandModelagem matemática do fluxo de líquidos no cadinho de alto-fornoAinda não há avaliações
- Universidade Tecnológica Federal Do ParanáDocumento54 páginasUniversidade Tecnológica Federal Do ParanáDiego SousaAinda não há avaliações
- Mapa Mental Transferência de CalorDocumento1 páginaMapa Mental Transferência de CalorDiego SousaAinda não há avaliações
- Lista 3Documento13 páginasLista 3Diego SousaAinda não há avaliações
- Lista 3Documento13 páginasLista 3Diego SousaAinda não há avaliações
- Companhia Siderúrgica Do Pecém: 10118995 Amostrador de Sínter 13/07/2018 Sinterização Augusto NetoDocumento16 páginasCompanhia Siderúrgica Do Pecém: 10118995 Amostrador de Sínter 13/07/2018 Sinterização Augusto NetoDiego SousaAinda não há avaliações
- UntitledDocumento1 páginaUntitledDiego SousaAinda não há avaliações
- Responde AíDocumento1 páginaResponde AíDiego SousaAinda não há avaliações
- Aula 10Documento50 páginasAula 10Diego SousaAinda não há avaliações
- Cuidados Da Pele RN - ResumoDocumento5 páginasCuidados Da Pele RN - ResumoGuilherme Bigolin BuchnerAinda não há avaliações
- 512 1712 1 PBDocumento4 páginas512 1712 1 PBRichard Mezadri ViebrantzAinda não há avaliações
- Apostilas de Cienciasl CRVPDocumento294 páginasApostilas de Cienciasl CRVPemgvqAinda não há avaliações
- 0 Que São Metais de TransiçãoDocumento3 páginas0 Que São Metais de TransiçãoJosiane Liz100% (3)
- A Era CristãDocumento3 páginasA Era CristãMaria SousaAinda não há avaliações
- Teste 2 - 2015Documento6 páginasTeste 2 - 2015anaAinda não há avaliações
- Farmacogenética ProntissimoDocumento37 páginasFarmacogenética ProntissimoSuzane GonçalvesAinda não há avaliações
- Manual de Boas Praticas 2021 (15096)Documento51 páginasManual de Boas Praticas 2021 (15096)mariana machadoAinda não há avaliações
- Orçamento Peças Pá Carregadeira LW300KVDocumento1 páginaOrçamento Peças Pá Carregadeira LW300KVJoelAinda não há avaliações
- Conteúdo 5 - Eliminações IntestinaisDocumento41 páginasConteúdo 5 - Eliminações IntestinaisesterrosafurAinda não há avaliações
- Modelo de Documento - Site ContábilDocumento3 páginasModelo de Documento - Site ContábilJhonatha JsAinda não há avaliações
- Aula 13 - Cálculo de Pilares de Pontes e Aparelhos de ApoioDocumento46 páginasAula 13 - Cálculo de Pilares de Pontes e Aparelhos de ApoioKimberley HollandAinda não há avaliações
- Manual Do Usuario MVD 3204 W MVD 3204 GWDocumento49 páginasManual Do Usuario MVD 3204 W MVD 3204 GWRobson LisboaAinda não há avaliações
- Bim EfetivoDocumento2 páginasBim EfetivoDalva AlkimimAinda não há avaliações
- 12 Distúrbios Alimentares Dos RuminantesDocumento1 página12 Distúrbios Alimentares Dos RuminantesSara FerreiraAinda não há avaliações
- Experiências Exitosas em Vigilância em Saúde de Populações Expostas A Agrotóxicos No Brasil RELATÓRIO NACIONALDocumento250 páginasExperiências Exitosas em Vigilância em Saúde de Populações Expostas A Agrotóxicos No Brasil RELATÓRIO NACIONALKelyane Portela100% (1)
- Ciclo de RefrigeraçãoDocumento28 páginasCiclo de RefrigeraçãoGaby SilveiraAinda não há avaliações
- Espectro Eletro MagneticoDocumento35 páginasEspectro Eletro MagneticoTheFisherman FriasAinda não há avaliações
- 2021 - AP #4 - Capacitores e DieléctricosDocumento2 páginas2021 - AP #4 - Capacitores e DieléctricosMundo CuriosoAinda não há avaliações
- Teste 4 3Documento3 páginasTeste 4 3Sérgio CastroAinda não há avaliações
- Ementa Simplifica Excel - Do Zero Ao ExpertDocumento36 páginasEmenta Simplifica Excel - Do Zero Ao ExpertLania FreitasAinda não há avaliações
- Avaliacao Trimestral 1perDocumento9 páginasAvaliacao Trimestral 1perisabeluarAinda não há avaliações
- Exames Físico - Cabeça e PescoçoDocumento39 páginasExames Físico - Cabeça e PescoçoJoana D'arc LopesAinda não há avaliações
- Tributação AgroindústriaDocumento15 páginasTributação AgroindústriaDaniel Jovana JoaquimAinda não há avaliações
- (A3) - Avaliação Do Módulo 3 - Renda e Amortização - Revisão Da TentativaDocumento7 páginas(A3) - Avaliação Do Módulo 3 - Renda e Amortização - Revisão Da TentativabrendaAinda não há avaliações
- Orientações para Acelerar A CicatrizaçãoDocumento3 páginasOrientações para Acelerar A CicatrizaçãofagnercruzAinda não há avaliações
- O EndossoDocumento15 páginasO EndossoXcalenoAinda não há avaliações
- Situação Problema PMOCDocumento8 páginasSituação Problema PMOCVinícius Nunes SantanaAinda não há avaliações
- Ata C&D 26.01.21Documento5 páginasAta C&D 26.01.21Giullia RezendeAinda não há avaliações
- Quando A Rede Vira Um VícioDocumento3 páginasQuando A Rede Vira Um VícioJúnior Freitas100% (2)