Você também pode gostar
- Processos de decapagem, laminação a frio e recozimento de produtos planos de açoNo EverandProcessos de decapagem, laminação a frio e recozimento de produtos planos de açoAinda não há avaliações
- Fundamentos da Estampagem Incremental de Chapas Aplicados ao Aço AISI 304LNo EverandFundamentos da Estampagem Incremental de Chapas Aplicados ao Aço AISI 304LAinda não há avaliações
- Torneamento: operação de facearDocumento28 páginasTorneamento: operação de facearGerardo Jose Bravo TorresAinda não há avaliações
- Mig MagDocumento40 páginasMig MagMaykou BugalskiAinda não há avaliações
- Soldagem Mig MagDocumento70 páginasSoldagem Mig MagCarla LuísaAinda não há avaliações
- Usinabilidade dos materiaisDocumento78 páginasUsinabilidade dos materiaisFabianoKovalechenAinda não há avaliações
- Processos de dobragem e calandragem na UERJDocumento38 páginasProcessos de dobragem e calandragem na UERJneralregoneAinda não há avaliações
- SENAI LAPINHA FRESAMENTODocumento32 páginasSENAI LAPINHA FRESAMENTOteku33Ainda não há avaliações
- Cálcula de Relação de Transmissão em Polias e Engrenagens 1Documento7 páginasCálcula de Relação de Transmissão em Polias e Engrenagens 1Jhonatan FernandesAinda não há avaliações
- Set2012 Apostila Te CorteDocumento82 páginasSet2012 Apostila Te CorteWelly DiasAinda não há avaliações
- UNIEVANGÉLICA: CURSO DE ENGENHARIA MECANICADocumento10 páginasUNIEVANGÉLICA: CURSO DE ENGENHARIA MECANICALucas Vieira100% (1)
- Processos de Usinagem com Ferramentas Não DefinidasDocumento63 páginasProcessos de Usinagem com Ferramentas Não DefinidasJonas Matheus Sardena PeresAinda não há avaliações
- Processo de Laminação: Fundamentos e Tipos de LaminadoresDocumento99 páginasProcesso de Laminação: Fundamentos e Tipos de LaminadoresRenan Do Nascimento PimentelAinda não há avaliações
- Custos de ProduçãoDocumento9 páginasCustos de ProduçãovictorAinda não há avaliações
- Apostila Cálculos MecânicosDocumento157 páginasApostila Cálculos MecânicosFlávia Patrocínio SimõesAinda não há avaliações
- Catalogo Nodus nd220Documento4 páginasCatalogo Nodus nd220ewertonAinda não há avaliações
- RFCC 3 - Especificação Resfriador de ClinquerDocumento9 páginasRFCC 3 - Especificação Resfriador de ClinquerRicardo NevesAinda não há avaliações
- Desenho EngrenagensDocumento27 páginasDesenho EngrenagensNuno DiasAinda não há avaliações
- Metalon Catalogo TubonasaDocumento24 páginasMetalon Catalogo TubonasaLuiz Adolfo de Carvalho0% (1)
- Calculos de Custos UsinagemDocumento5 páginasCalculos de Custos UsinagemPascal CustonAinda não há avaliações
- LHJ 750 Manual: Fonte de energia para soldagemDocumento44 páginasLHJ 750 Manual: Fonte de energia para soldagemMarcos Fernandes100% (1)
- Calculando rpm e gpmDocumento6 páginasCalculando rpm e gpmAlison DenizeAinda não há avaliações
- Desenho Tecnico MecanicoDocumento226 páginasDesenho Tecnico MecanicoRoberto Fw WebberAinda não há avaliações
- Processos de conformação mecânica: dobramento, curvamento e desempenamentoDocumento39 páginasProcessos de conformação mecânica: dobramento, curvamento e desempenamentoLuis Felipe100% (1)
- UC02G10UE1 - Guias - FUNDAMENTOS DA TECNOLOGIA MECÂNICADocumento11 páginasUC02G10UE1 - Guias - FUNDAMENTOS DA TECNOLOGIA MECÂNICAPaulo BispoAinda não há avaliações
- Suporte para remoção de placa de tornoDocumento30 páginasSuporte para remoção de placa de tornohehehe blzAinda não há avaliações
- Máquinas OperatrizesDocumento16 páginasMáquinas OperatrizesvigobboAinda não há avaliações
- Artigo UsinagemDocumento8 páginasArtigo UsinagemRenan Coswosk da SilvaAinda não há avaliações
- Manual Sc-70a NR-12 - Padrão 220VDocumento163 páginasManual Sc-70a NR-12 - Padrão 220VEmerson Mendes100% (1)
- Apostila Calandra-Modulo I e Modulo IIDocumento63 páginasApostila Calandra-Modulo I e Modulo IIFaengAinda não há avaliações
- Ferramentas ConstruçãoDocumento26 páginasFerramentas ConstruçãoAdolfo NavarroAinda não há avaliações
- Exercício de Pneumática Sequencial Com BancadaDocumento12 páginasExercício de Pneumática Sequencial Com Bancadatazmania100% (1)
- Riscos MecânicosDocumento10 páginasRiscos MecânicosAmandaAinda não há avaliações
- Teste Projetista MecânicoDocumento9 páginasTeste Projetista MecânicoJardel SilvaAinda não há avaliações
- Des Téc MecânicoDocumento152 páginasDes Téc MecânicoYan PabloAinda não há avaliações
- Caderno Operações Máquinas ConvencionaisDocumento104 páginasCaderno Operações Máquinas ConvencionaisMarcelo MontibellerAinda não há avaliações
- Usinagem Hibrida PDFDocumento9 páginasUsinagem Hibrida PDFRobert ScheerAinda não há avaliações
- Sistemas de cotagem para desenhos técnicosDocumento36 páginasSistemas de cotagem para desenhos técnicosErickson GillietAinda não há avaliações
- TorqueDocumento773 páginasTorqueJunior MarquesAinda não há avaliações
- Simulador de Engrenagens: Manual CompletoDocumento11 páginasSimulador de Engrenagens: Manual CompletoPaulo Ricardo AlvesAinda não há avaliações
- Implantação robótica na soldagemDocumento15 páginasImplantação robótica na soldagemMichelle RodriguesAinda não há avaliações
- Usinagem HSMDocumento26 páginasUsinagem HSMLaércio FerreiraAinda não há avaliações
- Instruções de ManutençãoDocumento58 páginasInstruções de ManutençãoDeividi RodriguesAinda não há avaliações
- Estampagem Profunda MelhorDocumento35 páginasEstampagem Profunda MelhorWilker Jean100% (1)
- Segurança na Operação de Vasos de PressãoDocumento73 páginasSegurança na Operação de Vasos de PressãoSandro Morais SchultzAinda não há avaliações
- Mancal Bi PartidoDocumento781 páginasMancal Bi PartidoMateus das Neves Olímpio100% (1)
- Apostila Senai SC2010 Manutenao MecanicaDocumento73 páginasApostila Senai SC2010 Manutenao Mecanicaricardojr00Ainda não há avaliações
- (Apostila) Traçagem - SENAIDocumento10 páginas(Apostila) Traçagem - SENAIEduardo Bandeira100% (1)
- Calculo Elevação Fuso TrapezoidalDocumento2 páginasCalculo Elevação Fuso TrapezoidalJuliano Reis PereiraAinda não há avaliações
- Tecnologia Da Soldagem PDFDocumento131 páginasTecnologia Da Soldagem PDFAntonioMoraesAinda não há avaliações
- Anel GraduadoDocumento5 páginasAnel GraduadoCaio2101Ainda não há avaliações
- Torno mecânico: operações e partes principaisDocumento302 páginasTorno mecânico: operações e partes principaisRonaldoAinda não há avaliações
- ForjaDocumento46 páginasForjalewisprotecAinda não há avaliações
- Acionamento Remoto De Televisor Com Gsm Usando Comandos Sms Com Módulo Sim800l Programado No ArduinoNo EverandAcionamento Remoto De Televisor Com Gsm Usando Comandos Sms Com Módulo Sim800l Programado No ArduinoAinda não há avaliações
- Programação Em Assembly Para O Microcontrolador Pic12f Volume INo EverandProgramação Em Assembly Para O Microcontrolador Pic12f Volume INota: 5 de 5 estrelas5/5 (1)
- PoliasDocumento3 páginasPoliasArlan FNAinda não há avaliações
- VC de Broca FuraçãoDocumento1 páginaVC de Broca FuraçãoArlan FNAinda não há avaliações
- Situação de Aprendizagem Processos de ManufaturaDocumento13 páginasSituação de Aprendizagem Processos de ManufaturaArlan FNAinda não há avaliações
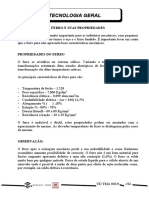
- Propriedades do Ferro e suas TransformaçõesDocumento2 páginasPropriedades do Ferro e suas TransformaçõesArlan FNAinda não há avaliações
- Classificação e composição dos aços SAE, ABNT e AISIDocumento13 páginasClassificação e composição dos aços SAE, ABNT e AISIArlan FNAinda não há avaliações
- Ensaio de materiaisDocumento13 páginasEnsaio de materiaisArlan FNAinda não há avaliações
- Tma 007Documento32 páginasTma 007Arlan FNAinda não há avaliações
- Apostila - Plano de LubrificaçãoDocumento12 páginasApostila - Plano de LubrificaçãoArlan FNAinda não há avaliações
- Avaliação Formativa de Introdução à Fabricação MecânicaDocumento4 páginasAvaliação Formativa de Introdução à Fabricação MecânicaArlan FNAinda não há avaliações
- Tma 005Documento4 páginasTma 005Arlan FNAinda não há avaliações
- Materiais para Construção MecânicaDocumento51 páginasMateriais para Construção MecânicaArlan FN100% (5)
- ANEXO II - Cadastro de DemandasDocumento2 páginasANEXO II - Cadastro de DemandasArlan FNAinda não há avaliações
- Tratamento Termico (Senai)Documento24 páginasTratamento Termico (Senai)Arlan FNAinda não há avaliações
- Apostila Materiais e Máquinas-Modulo-02Documento37 páginasApostila Materiais e Máquinas-Modulo-02Arlan FNAinda não há avaliações
- Propriedades e aplicações dos materiais metálicosDocumento35 páginasPropriedades e aplicações dos materiais metálicosArlan FNAinda não há avaliações
- Análise e inspeção de produtos no SENAI CFP/LUIZ DE PAULADocumento4 páginasAnálise e inspeção de produtos no SENAI CFP/LUIZ DE PAULAArlan FNAinda não há avaliações
- Fundamentos de Projeções OrtogonaisDocumento44 páginasFundamentos de Projeções OrtogonaisArlan FNAinda não há avaliações
- Curso Técnico Eletrônica e Automação IndustrialDocumento1 páginaCurso Técnico Eletrônica e Automação IndustrialArlan FNAinda não há avaliações
- Fórmulas para Calcular Parâmetros de CorteDocumento4 páginasFórmulas para Calcular Parâmetros de CorteArlan FNAinda não há avaliações
- Processo de Fresamento: Definição, Tipos de Máquinas e OperaçõesDocumento186 páginasProcesso de Fresamento: Definição, Tipos de Máquinas e OperaçõeswillianogroAinda não há avaliações
- Separação de cobre e alumínioDocumento3 páginasSeparação de cobre e alumínioArlan FNAinda não há avaliações
- ANEXO II - Cadastro de DemandasDocumento6 páginasANEXO II - Cadastro de DemandasArlan FNAinda não há avaliações
- 09 03 PitchDocumento2 páginas09 03 PitchArlan FNAinda não há avaliações
- Material Removal ProcessesDocumento120 páginasMaterial Removal ProcessesunipaccontagemAinda não há avaliações
- Solução para alimentação de peixes em pisciculturaDocumento3 páginasSolução para alimentação de peixes em pisciculturaArlan FNAinda não há avaliações
- Alimentador automático para tornos mecânicosDocumento2 páginasAlimentador automático para tornos mecânicosArlan FNAinda não há avaliações
- Sa EmilyDocumento2 páginasSa EmilyArlan FNAinda não há avaliações
- Fabri. M. Aplic. A Manu. Técnico 2 10 PontosDocumento2 páginasFabri. M. Aplic. A Manu. Técnico 2 10 PontosArlan FNAinda não há avaliações
- Sa EmilyDocumento2 páginasSa EmilyArlan FNAinda não há avaliações
- Gerenciamento de H2S em reservatóriosDocumento10 páginasGerenciamento de H2S em reservatóriosSamantha TiburcioAinda não há avaliações
- Catalogo IFGDocumento6 páginasCatalogo IFGWaldir GavelaAinda não há avaliações
- CNPJ - Atual - Ms EngenhariaDocumento3 páginasCNPJ - Atual - Ms EngenhariaDuesley LeiteAinda não há avaliações
- NTCB 42 Atestado - Conformidade ElétricaDocumento1 páginaNTCB 42 Atestado - Conformidade ElétricaPatricia vianaAinda não há avaliações
- Filtros de Mangas Jato PulsanteDocumento2 páginasFiltros de Mangas Jato PulsanteAdriano SantosAinda não há avaliações
- Catalogo PTDocumento120 páginasCatalogo PTCarlos AraujoAinda não há avaliações
- Soluções Aula1Documento12 páginasSoluções Aula1Jonas SantosAinda não há avaliações
- Energia Solar Fotovoltaica no CampusDocumento32 páginasEnergia Solar Fotovoltaica no CampusAnderson JoseAinda não há avaliações
- Análise Do Plano Diretor de Desenvolvimento Integrado: para Que e A Quem Serve o Plano Diretor de Itaboraí?Documento80 páginasAnálise Do Plano Diretor de Desenvolvimento Integrado: para Que e A Quem Serve o Plano Diretor de Itaboraí?Gil_ItaboraíAinda não há avaliações
- Física 21Documento27 páginasFísica 21Renata PessoaAinda não há avaliações
- Tabela Base Modelo Calc ProjetosDocumento5 páginasTabela Base Modelo Calc ProjetosMarlones SantosAinda não há avaliações
- Física - Pré-Vestibular Impacto - Óptica Geométrica - Refração Da Luz IIDocumento2 páginasFísica - Pré-Vestibular Impacto - Óptica Geométrica - Refração Da Luz IIFísica Qui100% (3)
- 644K Pin 1BZ644K C001001 Pin 1BZ644K D001001 Plano de Manutencao Por Tempo de AtividadeDocumento3 páginas644K Pin 1BZ644K C001001 Pin 1BZ644K D001001 Plano de Manutencao Por Tempo de AtividadeRanyel CamposAinda não há avaliações
- Carga TérmicaDocumento21 páginasCarga Térmicaapi-3704990100% (5)
- Manual Cultivo de Especies NativasDocumento80 páginasManual Cultivo de Especies NativasJoão AdelinoAinda não há avaliações
- Como funcionam os refrigeradoresDocumento6 páginasComo funcionam os refrigeradoresAmerco TivaneAinda não há avaliações
- Carregador Baterias CB16SDocumento24 páginasCarregador Baterias CB16SpauloAinda não há avaliações
- Curso de Eletrotécnica – Laboratório III sobre medição de potência trifásica e correção do fator de potênciaDocumento2 páginasCurso de Eletrotécnica – Laboratório III sobre medição de potência trifásica e correção do fator de potênciafisicanasserAinda não há avaliações
- Check List Conformidade NR 18Documento26 páginasCheck List Conformidade NR 18Gonçalo MeloAinda não há avaliações
- PD 4001 32 PDFDocumento276 páginasPD 4001 32 PDFMarcelo AlvesAinda não há avaliações
- GFR INSULFADORES COM FILTRO G4Documento1 páginaGFR INSULFADORES COM FILTRO G4William OliveiraAinda não há avaliações
- Manual Instalação Solda Exotermica (Rev.0 - Fev.2011)Documento5 páginasManual Instalação Solda Exotermica (Rev.0 - Fev.2011)FlavioTadeudeCarvalho100% (1)
- 7.3 IR-006-DOF-DA-CBMRS-Água-esgoto-e-energia-elétrica-1Documento13 páginas7.3 IR-006-DOF-DA-CBMRS-Água-esgoto-e-energia-elétrica-1Rafael FogaçaAinda não há avaliações
- Ligação Delta abertoDocumento6 páginasLigação Delta abertoFilipe Braga CoutoAinda não há avaliações
- Falhas Volvo vm270Documento18 páginasFalhas Volvo vm270andercok84% (19)
- Levantamento e Retorno Vazio 2021-05Documento6 páginasLevantamento e Retorno Vazio 2021-05DAVID ALEX DE OLIVEIRA SOUSAAinda não há avaliações
- Manual df43 Geladeira PDFDocumento20 páginasManual df43 Geladeira PDFAndré Frota PaivaAinda não há avaliações
- ProcuraçãoDocumento2 páginasProcuraçãoAlex WisnieskiAinda não há avaliações
- Evandro3optica2 PDFDocumento3 páginasEvandro3optica2 PDFMLalli5340Ainda não há avaliações
- Introdução ao Código ASME para Vasos de PressãoDocumento138 páginasIntrodução ao Código ASME para Vasos de PressãoArtur Henrique Bertaglia100% (1)