Você também pode gostar
- Questões LaminaçãoDocumento4 páginasQuestões Laminaçãotavares.21raquelAinda não há avaliações
- Cap 4 ConformaçãoDocumento50 páginasCap 4 ConformaçãoAriadneAinda não há avaliações
- Apostila Processos de FabricaçãoDocumento59 páginasApostila Processos de Fabricaçãocadufreitas100% (1)
- LAMINAÇÃODocumento32 páginasLAMINAÇÃOMonize GarciaAinda não há avaliações
- Aula 10 - Conformação Mecânica - Laminação - CópiaDocumento101 páginasAula 10 - Conformação Mecânica - Laminação - Cópiafabioelizandro20Ainda não há avaliações
- LaminacaoDocumento32 páginasLaminacaoDiógenes Gonçalves BatistaAinda não há avaliações
- Aula 4 - Laminação - Fabricação MecânicaDocumento36 páginasAula 4 - Laminação - Fabricação MecânicaGabriel PontinAinda não há avaliações
- Conformação Mecânica - Aula 06 - LaminaçãoDocumento57 páginasConformação Mecânica - Aula 06 - LaminaçãoFábio L. Knewitz100% (1)
- AçosDocumento12 páginasAçosAlexandre BonifacioAinda não há avaliações
- LAMINAÇÃO - 1 Introdução (V 2009)Documento59 páginasLAMINAÇÃO - 1 Introdução (V 2009)Letícia Rossi100% (1)
- AluminioDocumento4 páginasAluminiocarlosAinda não há avaliações
- Processos TecnológicosDocumento2 páginasProcessos TecnológicosJson AntónioAinda não há avaliações
- Apresentação ConformaçãoDocumento42 páginasApresentação ConformaçãoElizeu SantosAinda não há avaliações
- Processo de LaminaçãoDocumento81 páginasProcesso de LaminaçãoLuiz Claudio VenturaAinda não há avaliações
- Aula Proc Fabr 02Documento36 páginasAula Proc Fabr 02Felix GabrielAinda não há avaliações
- Processos de Conformação Plástica e UsinagemDocumento42 páginasProcessos de Conformação Plástica e UsinagemFernando José França de AndradeAinda não há avaliações
- Processos Fabrico 01Documento18 páginasProcessos Fabrico 01gracaconceicaosobralAinda não há avaliações
- Processos de FabricaçãoDocumento37 páginasProcessos de FabricaçãoEdgar GonzalezAinda não há avaliações
- Laminação A QuenteDocumento7 páginasLaminação A QuenteAlexsandro AndradeAinda não há avaliações
- 2 TM PU - LaminaçãoDocumento21 páginas2 TM PU - LaminaçãoAkiles PudimAinda não há avaliações
- Relatorio LaminaçãoDocumento10 páginasRelatorio LaminaçãoRian AlexandreAinda não há avaliações
- Aula 4 - PDCP-LaminaçãoDocumento13 páginasAula 4 - PDCP-LaminaçãoP110780Ainda não há avaliações
- OurivesDocumento53 páginasOurivesThariny Dias CheberleAinda não há avaliações
- 03 Aula - Processos de FabricaçãoDocumento50 páginas03 Aula - Processos de FabricaçãoVinicius FonsecaAinda não há avaliações
- Laminação Tec Mec IIDocumento28 páginasLaminação Tec Mec IICosme MicaelAinda não há avaliações
- Dobramento e CurvamentoDocumento8 páginasDobramento e CurvamentoSalvador MalagoAinda não há avaliações
- Laminacao PDFDocumento75 páginasLaminacao PDFWillian Gonçalves Ribeiro0% (1)
- EME002 Laminao Aula 1Documento24 páginasEME002 Laminao Aula 1Leonardo EliasAinda não há avaliações
- PMR3301-Aula7-Processos No Estado SólidoDocumento130 páginasPMR3301-Aula7-Processos No Estado SólidoKaká MeloAinda não há avaliações
- 2 ProvaDocumento9 páginas2 ProvaCharley Bensson100% (1)
- Laminação DemoDocumento21 páginasLaminação DemoitaloscarpattiAinda não há avaliações
- Lamina CaoDocumento10 páginasLamina CaoobairralAinda não há avaliações
- LaminaçãoDocumento45 páginasLaminaçãoWellington LimaAinda não há avaliações
- 07 - Processos de Conformação Mecânica - Laminação e Trefilação de Aços - Processo Siderúrgico - Aço - Processos de Fabricação - Aços & Ligas - InfometDocumento9 páginas07 - Processos de Conformação Mecânica - Laminação e Trefilação de Aços - Processo Siderúrgico - Aço - Processos de Fabricação - Aços & Ligas - InfometJose luiz coelhoAinda não há avaliações
- Conformação Mecânica Aula 2Documento53 páginasConformação Mecânica Aula 2Daniel De Oliveira FilhoAinda não há avaliações
- Apostila de Processo de RetificacaoDocumento16 páginasApostila de Processo de RetificacaoSamuel Ibiapino100% (1)
- 08 - Disciplina PMM - 22122022Documento46 páginas08 - Disciplina PMM - 22122022carolinny gomesAinda não há avaliações
- LaminaçãoDocumento42 páginasLaminaçãoVanderleiAinda não há avaliações
- ConformaçãoDocumento6 páginasConformaçãoRenato GarciaAinda não há avaliações
- Transformação Dos MetaisDocumento118 páginasTransformação Dos MetaisVanderson Soares de Araujo100% (1)
- Apostila de Laminação 1Documento12 páginasApostila de Laminação 1Marcelo Fukamatsu0% (1)
- Laminacao ResumoDocumento4 páginasLaminacao ResumoCleber de JesusAinda não há avaliações
- 2 LaminacaoDocumento27 páginas2 LaminacaoFelipe Della ViaAinda não há avaliações
- 01 - Metalurgia GeralDocumento33 páginas01 - Metalurgia GeralAndré Da Silva AntunesAinda não há avaliações
- Aula 6 - ExtrusãoDocumento75 páginasAula 6 - ExtrusãoHenry MorenoAinda não há avaliações
- Oficina-Aula 01 - Introdução Aos Processos de ConformaçãoDocumento38 páginasOficina-Aula 01 - Introdução Aos Processos de ConformaçãoGabriel MAinda não há avaliações
- EstampagemDocumento20 páginasEstampagemVictor Oliveira MirandaAinda não há avaliações
- ESTAMPAGEMDocumento61 páginasESTAMPAGEMedpsousaAinda não há avaliações
- Extrusão - Apostila PDFDocumento11 páginasExtrusão - Apostila PDFCleverton LopesAinda não há avaliações
- Aula 2 Laminacao PDFDocumento77 páginasAula 2 Laminacao PDFRafaelCastanhariPriscilaMoraisAinda não há avaliações
- Lamina GemDocumento12 páginasLamina GemCarlos LouçãoAinda não há avaliações
- Processos de Fabrico Sem Arranque de Apara HelderDocumento11 páginasProcessos de Fabrico Sem Arranque de Apara Heldermanlvesgonç100% (1)
- 3 Laminacao OnlineDocumento24 páginas3 Laminacao Onlinebcjbc7wxxpAinda não há avaliações
- Aula 6 - LaminacaoDocumento12 páginasAula 6 - LaminacaoLEONIDASAinda não há avaliações
- 5 Aula P MecanicoDocumento68 páginas5 Aula P MecanicokelvinAinda não há avaliações
- Estampagem de Chapas FinasDocumento5 páginasEstampagem de Chapas FinasZeca Boaventura NhachungueAinda não há avaliações
- LAMINAÇÃODocumento9 páginasLAMINAÇÃOArnaldo FilipeAinda não há avaliações
- Seminário - Processos de Fabricação - Conformação Plastica - ChapasDocumento31 páginasSeminário - Processos de Fabricação - Conformação Plastica - ChapasNícoli GaloAinda não há avaliações
- Desenhando Uma Perspectiva IsometricaDocumento18 páginasDesenhando Uma Perspectiva IsometricaRejane_peAinda não há avaliações
- Biologia P/ Bombeiros-RNDocumento40 páginasBiologia P/ Bombeiros-RNAnonymous eopV2mEnawAinda não há avaliações
- Resumo Caule e Folhas ALEADocumento11 páginasResumo Caule e Folhas ALEACarlaAinda não há avaliações
- 3º Simulado de FísicaDocumento4 páginas3º Simulado de FísicaRafael PinheiroAinda não há avaliações
- Aula9 Calculo Estequiometrico-1Documento2 páginasAula9 Calculo Estequiometrico-1malufreitassAinda não há avaliações
- Apostila Máq. Térm. e Motor de Comb. IntDocumento73 páginasApostila Máq. Térm. e Motor de Comb. IntROBERTOAinda não há avaliações
- Lista de Exercicios Da Disciplina de Comunicação Óptica.Documento2 páginasLista de Exercicios Da Disciplina de Comunicação Óptica.Maitsudá MatosAinda não há avaliações
- Capítulo 7 Bucha de PassagemDocumento11 páginasCapítulo 7 Bucha de PassagemReniery Almeida ChagasAinda não há avaliações
- Aula - Termodinâmica PDFDocumento103 páginasAula - Termodinâmica PDFNayara Aires0% (1)
- CROMATOGRAFIADocumento3 páginasCROMATOGRAFIAFlávia VoloskiAinda não há avaliações
- DNIT141 2010 ES Base EstabilizadaDocumento9 páginasDNIT141 2010 ES Base EstabilizadafrancypbAinda não há avaliações
- MODULO 11 - EletrotermofototerapiaDocumento108 páginasMODULO 11 - EletrotermofototerapiaMarina PaulaAinda não há avaliações
- Resumo - Trabalho e Potência - RevisãoDocumento1 páginaResumo - Trabalho e Potência - RevisãoEuvaldo Soares da SilvaAinda não há avaliações
- ExRes EDODocumento13 páginasExRes EDOMarxVladimirAinda não há avaliações
- Princípios Básicos Da Meditação Dentro Do Sistema VincunianoDocumento18 páginasPrincípios Básicos Da Meditação Dentro Do Sistema VincunianoVinicius Pimentel FerreiraAinda não há avaliações
- A Guerra Dos Anjos Dominio Espiritual PDFDocumento640 páginasA Guerra Dos Anjos Dominio Espiritual PDFDorian Grey100% (1)
- Integração Parque.Documento15 páginasIntegração Parque.Claudio SilveiraAinda não há avaliações
- Catia V4 BásicoDocumento212 páginasCatia V4 BásicosmaferreAinda não há avaliações
- Obf 2013Documento4 páginasObf 2013Matheus VenancioAinda não há avaliações
- Apostila de Terapia ManualDocumento109 páginasApostila de Terapia Manual5725434391% (32)
- Aula N°6 Unidade 03 12 ClasseDocumento5 páginasAula N°6 Unidade 03 12 ClasseVarela Rodriguês Varela100% (1)
- Manual Nivelco EasyTREK SP-300 PT NivetecDocumento48 páginasManual Nivelco EasyTREK SP-300 PT NivetecfagnerAinda não há avaliações
- Procel GEM Gestao Energetica MunicipalDocumento3 páginasProcel GEM Gestao Energetica MunicipalRenato SwertsAinda não há avaliações
- Análise Do Comportamento À Fadiga Do Revestimento Asfáltico de Um Trecho Da Rodovia BR-230Documento5 páginasAnálise Do Comportamento À Fadiga Do Revestimento Asfáltico de Um Trecho Da Rodovia BR-230Lucas FelicettiAinda não há avaliações
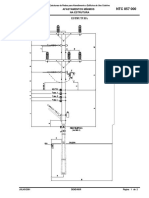
- NTC 857000 - Afastamento Mínimos Na EstruturaDocumento2 páginasNTC 857000 - Afastamento Mínimos Na EstruturaFabio SAinda não há avaliações
- Ociosidade Social OCRDocumento1 páginaOciosidade Social OCRHellen Bataus100% (1)
- Tecnologia Do PVC 2a Edição - 22 PDFDocumento450 páginasTecnologia Do PVC 2a Edição - 22 PDFLelecoYork50% (2)
- CatalogoDocumento146 páginasCatalogogabriel fagaAinda não há avaliações
- Deus Na Pessoa Humana Segundo PannenbergDocumento125 páginasDeus Na Pessoa Humana Segundo PannenbergDiego Rivero100% (1)