Você também pode gostar
- Guia Alimentar SaudávelDocumento27 páginasGuia Alimentar SaudávelFrancisleneAinda não há avaliações
- Apostila 4 Ano PortDocumento108 páginasApostila 4 Ano Portamanda correaAinda não há avaliações
- NOVO - Receitas de Pão Trançado Sem Glúten-Compressed PDFDocumento33 páginasNOVO - Receitas de Pão Trançado Sem Glúten-Compressed PDFGerusa MeiraAinda não há avaliações
- Exercíos Balanceamento de LinhaDocumento4 páginasExercíos Balanceamento de LinhaLidiane Nogueira da SilvaAinda não há avaliações
- Cartilha Do Manipulador de AlimentosDocumento16 páginasCartilha Do Manipulador de AlimentosHoney Media Brasil100% (2)
- Manual MultifuncoesDocumento47 páginasManual MultifuncoesAmélia SousaAinda não há avaliações
- Construir - Ambientes-1 - 10 MAR 2022 - OkDocumento44 páginasConstruir - Ambientes-1 - 10 MAR 2022 - Oknickwp22 nickAinda não há avaliações
- Prova PCPDocumento4 páginasProva PCPLívia Alves100% (1)
- Revisão para Prova 2 - 2022 - RespostasDocumento9 páginasRevisão para Prova 2 - 2022 - RespostasMoiss Pereira GomesAinda não há avaliações
- Lista de Exercícios Indicadores de Manutenção para PCP - GabaritoDocumento5 páginasLista de Exercícios Indicadores de Manutenção para PCP - GabaritoBruno CremaAinda não há avaliações
- Lista 4 - PO - Feito em SalaDocumento5 páginasLista 4 - PO - Feito em SalaBrunno Andrade75% (4)
- Capacidade ProdutivaDocumento31 páginasCapacidade ProdutivaRoniel RamosAinda não há avaliações
- Resolução Ex1 HelderDocumento5 páginasResolução Ex1 HelderDaiane100% (1)
- UFCD 9184 Alimentacao PreEscolarDocumento38 páginasUFCD 9184 Alimentacao PreEscolarMartaMatos100% (1)
- Lista 1 - Formulao e Mtodo GrficoDocumento5 páginasLista 1 - Formulao e Mtodo GrficostephanieAinda não há avaliações
- Exercicio Indicadores de Capacidade e Lotes MinimosDocumento3 páginasExercicio Indicadores de Capacidade e Lotes Minimosmarcialima0950Ainda não há avaliações
- Arranjo Fisico Exercícios Bateria 1Documento2 páginasArranjo Fisico Exercícios Bateria 1afseunbAinda não há avaliações
- Universidade Metodista de Angola: LISTA #1 11/03/2020 Formulação de PPLDocumento6 páginasUniversidade Metodista de Angola: LISTA #1 11/03/2020 Formulação de PPLAlexandre XandeAinda não há avaliações
- PO Lista 5Documento2 páginasPO Lista 5Teotonio PereiraAinda não há avaliações
- Lista 2 - Unidade IDocumento5 páginasLista 2 - Unidade Ie vamos de premiumAinda não há avaliações
- Capitulo 6 Planejamento Da Capacidade de ProduçãoDocumento12 páginasCapitulo 6 Planejamento Da Capacidade de ProduçãoDouglas SoaresAinda não há avaliações
- ModelagensDocumento5 páginasModelagensCibele Cristina Gomes Barboza RibasAinda não há avaliações
- Aula Prática - Planejamento Da CapacidadeDocumento4 páginasAula Prática - Planejamento Da CapacidadePedro Augusto Gomes PortelaAinda não há avaliações
- Lista de Exercícios - PCPDocumento7 páginasLista de Exercícios - PCPBrandon CorreiaAinda não há avaliações
- Exercicios IO 0708Documento25 páginasExercicios IO 0708francisco100% (1)
- Balanceamento de LinhaDocumento17 páginasBalanceamento de LinhaSr StriggioAinda não há avaliações
- 07 - Lista 1Documento33 páginas07 - Lista 1Julio DiasAinda não há avaliações
- IO FormulaçãoDocumento9 páginasIO FormulaçãoGestao LusiadaAinda não há avaliações
- Ficha 1 PDFDocumento3 páginasFicha 1 PDFcatysdAinda não há avaliações
- GOP Exercicios CapacDocumento3 páginasGOP Exercicios CapacAbdul Bilale AssímunaAinda não há avaliações
- Io - AP 02 - 2022b - Faquira A. Manenja - Ustm - Investigacao OperacionalDocumento4 páginasIo - AP 02 - 2022b - Faquira A. Manenja - Ustm - Investigacao OperacionalCeleste ArmandoAinda não há avaliações
- PCPRODocumento2 páginasPCPROThiago Pereira Roberto0% (1)
- Apostila de Programção Linear OtimizaçãoDocumento22 páginasApostila de Programção Linear OtimizaçãoMarianne SoaresAinda não há avaliações
- Exercício 1 Exercício 2 Exercício 3 Exercício 4Documento23 páginasExercício 1 Exercício 2 Exercício 3 Exercício 4Julio SantosAinda não há avaliações
- Trabalho LOP 1bim 10Documento14 páginasTrabalho LOP 1bim 10claudemarpsAinda não há avaliações
- Logística EstoquesDocumento182 páginasLogística EstoquesGuido PaAinda não há avaliações
- Trabalho 2 - CapacidadeDocumento2 páginasTrabalho 2 - CapacidadeLeonardo ZammarAinda não há avaliações
- Exerccios para Estabelecer A Capacidade de ProduoDocumento1 páginaExerccios para Estabelecer A Capacidade de ProduoRocío Rodríguez GutiérrezAinda não há avaliações
- Exerccios para Estabelecer A Capacidade de ProduoDocumento1 páginaExerccios para Estabelecer A Capacidade de Produoindie.rockAinda não há avaliações
- Exercícios Sobre Estimativas DeCapacidade Produtividade e ProdutividadeDocumento2 páginasExercícios Sobre Estimativas DeCapacidade Produtividade e ProdutividadeRodrigo HerpichAinda não há avaliações
- Exerccios para Estabelecer A Capacidade de ProduoDocumento1 páginaExerccios para Estabelecer A Capacidade de ProduoAdna FerreiraAinda não há avaliações
- Po Lista1 1Documento6 páginasPo Lista1 1Júnior Grazi0% (1)
- Lista 2 - I UnidadeDocumento5 páginasLista 2 - I UnidadeFabricia Carla Morais100% (1)
- Revisão para Prova 2 - 2023Documento5 páginasRevisão para Prova 2 - 2023Marcelo AugustoAinda não há avaliações
- Lista 1 MMQDDocumento2 páginasLista 1 MMQDRafaela LiraAinda não há avaliações
- 06 ProblemasmaioresalunosDocumento4 páginas06 ProblemasmaioresalunosLuiz Roberto LeichtAinda não há avaliações
- Exercícios de PI 1Documento5 páginasExercícios de PI 1Lara CoelhoAinda não há avaliações
- ZEB1058 Topico 02 2 Modelos Elementos ProducaoDocumento8 páginasZEB1058 Topico 02 2 Modelos Elementos ProducaoErika DiasAinda não há avaliações
- Lista+1 Problemas+de+ModelagemDocumento8 páginasLista+1 Problemas+de+ModelagemDouglas NogueiraAinda não há avaliações
- Nas Questões 1 A 12, Formule o PPL e Aplique o Método Análise Gráfica para Resolvê-LosDocumento4 páginasNas Questões 1 A 12, Formule o PPL e Aplique o Método Análise Gráfica para Resolvê-LosDarwin PinheiroAinda não há avaliações
- Lista1 PO PDFDocumento4 páginasLista1 PO PDFLuciana MariaAinda não há avaliações
- Empresa de ManufaturaDocumento2 páginasEmpresa de ManufaturaScribdTranslationsAinda não há avaliações
- PO1 - Lista de ExercíciosDocumento11 páginasPO1 - Lista de Exercíciosrsouza15950% (2)
- Atividade-06 Alunos Aula-16 Set 15Documento46 páginasAtividade-06 Alunos Aula-16 Set 15VitorAinda não há avaliações
- Listadepooswaldol USARDocumento30 páginasListadepooswaldol USARGiovani AssisAinda não há avaliações
- Ex 01 - ProdutividadeDocumento3 páginasEx 01 - ProdutividadeRodrigo Rocha0% (1)
- 1 PPLinearDocumento12 páginas1 PPLinearMrunal CumudchandraAinda não há avaliações
- Exercício Planejamento e Controle Da CapacidadeDocumento2 páginasExercício Planejamento e Controle Da CapacidadeOliver FonsecaAinda não há avaliações
- Lista Resolvida PoDocumento65 páginasLista Resolvida PoGabriel Giampani Di Bacchi100% (2)
- Lista Final1Documento43 páginasLista Final1Julio DiasAinda não há avaliações
- Lista 1 - POI-2015Documento5 páginasLista 1 - POI-2015carlos_contabeisAinda não há avaliações
- Exercicios de Administração Da ProduçãoDocumento13 páginasExercicios de Administração Da ProduçãoJenifer MenezesAinda não há avaliações
- Exercicio ComplementarDocumento3 páginasExercicio ComplementarLuis Henrique NtaAinda não há avaliações
- 05 - CapacidadeDocumento55 páginas05 - CapacidadeCassia ArantesAinda não há avaliações
- 3 - Curvas de AprendizagemDocumento14 páginas3 - Curvas de AprendizagemLuffy Rei dos PirataAinda não há avaliações
- 4 - Capacidade de ProduçãoDocumento12 páginas4 - Capacidade de ProduçãoLuffy Rei dos PirataAinda não há avaliações
- 1 - Estudo de Tempos CronoanáliseDocumento17 páginas1 - Estudo de Tempos CronoanáliseLuffy Rei dos PirataAinda não há avaliações
- 2 - Amostragem Do TrabalhoDocumento12 páginas2 - Amostragem Do TrabalhoLuffy Rei dos PirataAinda não há avaliações
- Inferência - Parte 2Documento19 páginasInferência - Parte 2Luffy Rei dos PirataAinda não há avaliações
- Lista EstatisticaDocumento1 páginaLista EstatisticaLuffy Rei dos PirataAinda não há avaliações
- Cultura de TrigoDocumento11 páginasCultura de TrigoAbrao CarlosAinda não há avaliações
- Alimentacao Natural Na Dieta Dos CaesDocumento10 páginasAlimentacao Natural Na Dieta Dos CaeswandscheerdanielliAinda não há avaliações
- Branco Preto Pizza Place Restaurante CardápioDocumento6 páginasBranco Preto Pizza Place Restaurante Cardápiodanielrocha201090Ainda não há avaliações
- AULA 04 Balanço Energético 1Documento30 páginasAULA 04 Balanço Energético 1Beatriz DantasAinda não há avaliações
- Aps Est e ProbDocumento14 páginasAps Est e ProbGhabriel Fernando Oliveira LopesAinda não há avaliações
- Lista+Completa+Alimentos+Cetogênicos+-+Lista+Compras+para+Mercado REV 10 11 23-ISBNDocumento24 páginasLista+Completa+Alimentos+Cetogênicos+-+Lista+Compras+para+Mercado REV 10 11 23-ISBNMarcos GarridoAinda não há avaliações
- Souza (2004) - Agricultura Orgânica - Produção PDFDocumento212 páginasSouza (2004) - Agricultura Orgânica - Produção PDFNayara Cristina de Magalhães SousaAinda não há avaliações
- (Renata Iglesias) Receita Bolo de Milho SGLDocumento3 páginas(Renata Iglesias) Receita Bolo de Milho SGLRonan CapriAinda não há avaliações
- AGR 359 - Agricultura IIDocumento7 páginasAGR 359 - Agricultura IIDruAinda não há avaliações
- Guiadebolso FolderDocumento2 páginasGuiadebolso Foldermichaelrossetto12345Ainda não há avaliações
- Tce ClínicoDocumento9 páginasTce ClínicoRafael GuimarãesAinda não há avaliações
- FalafelDocumento2 páginasFalafelDemitriusAinda não há avaliações
- Mapa Segurança Alimentar Unicesumar 52 2023Documento4 páginasMapa Segurança Alimentar Unicesumar 52 2023trabsAinda não há avaliações
- New Tc-S-Pak Por 100Documento2 páginasNew Tc-S-Pak Por 100Wagner LopesAinda não há avaliações
- A Cura e A Saúde Pelos Alimentos - Cap. 18Documento3 páginasA Cura e A Saúde Pelos Alimentos - Cap. 18Coletivo Periferia100% (2)
- Te EsperandoDocumento2 páginasTe EsperandoLeonardo AndreollaAinda não há avaliações
- VersosagroecologiaDocumento10 páginasVersosagroecologiaLuciana Bessa SilvaAinda não há avaliações
- Carne de Panela Desfiada PanelinhaDocumento1 páginaCarne de Panela Desfiada PanelinhaMaria Beatriz Correa De Mello AltschullerAinda não há avaliações
- Manual Informações IMPORTANTESDocumento10 páginasManual Informações IMPORTANTESAndre RicardoAinda não há avaliações
- Junior e Chicken MC Donald'sDocumento6 páginasJunior e Chicken MC Donald'sJyghAinda não há avaliações
- AlvaroBraxynskiAGEC039-A2020.1 - MAPA MENTALDocumento2 páginasAlvaroBraxynskiAGEC039-A2020.1 - MAPA MENTALÁlvaro Antônio Mazoni BraxynskiAinda não há avaliações
- Camila - AdmDocumento2 páginasCamila - AdmAdenilso Souza da SilvaAinda não há avaliações
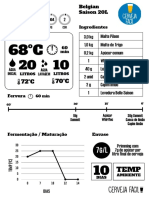
- Receita Citrus Saison Cerveja Facil 20LDocumento1 páginaReceita Citrus Saison Cerveja Facil 20LFábio FariasAinda não há avaliações