Você também pode gostar
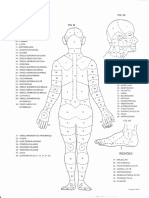
- Topografia Corpo HumanoDocumento2 páginasTopografia Corpo Humanoestevaocanan100% (9)
- Plano de Aula BasicoDocumento26 páginasPlano de Aula BasicoFlávio MagalhãesAinda não há avaliações
- Questões Resolvidas Processos Orgânicos IDocumento3 páginasQuestões Resolvidas Processos Orgânicos IRenata CamargoAinda não há avaliações
- Manual Técnico Aparelho de Anestesia Takaoka Sat 500Documento188 páginasManual Técnico Aparelho de Anestesia Takaoka Sat 500CENTRO OESTE100% (1)
- Conservantes para Molhos2Documento6 páginasConservantes para Molhos2carlasantana188Ainda não há avaliações
- Conservação Dos AlimentosDocumento3 páginasConservação Dos AlimentosGABRIELLA MAGALHAES SILVA100% (1)
- Roteiro BRANQUEAMENTODocumento4 páginasRoteiro BRANQUEAMENTOthaciana vieira de oliveiraAinda não há avaliações
- Branqueamento 2019 - ProcessamentoDocumento7 páginasBranqueamento 2019 - ProcessamentoFrederico Bandeira PortoAinda não há avaliações
- Relatorio 2 Almondegas de Frango #Documento4 páginasRelatorio 2 Almondegas de Frango #Pedro Igor LeiteAinda não há avaliações
- Historia LinguicaDocumento8 páginasHistoria LinguicaRodrigo PrietoAinda não há avaliações
- Relatorio PescadoDocumento41 páginasRelatorio PescadoMarcos Corrêa100% (1)
- Branqueamento e PasteurizaçãoDocumento6 páginasBranqueamento e PasteurizaçãoDaniel Golfeto67% (3)
- Sexo Privilegiado (O Fim Do Mito Da Fragilidade Feminina) PDFDocumento8 páginasSexo Privilegiado (O Fim Do Mito Da Fragilidade Feminina) PDFShirley Kettili100% (5)
- Tencicas de Conservacao Pelo Uso Do CalorDocumento16 páginasTencicas de Conservacao Pelo Uso Do CalorSergio ValoiAinda não há avaliações
- Conservação de AlimentosDocumento10 páginasConservação de AlimentosAugusto Pessoa Lima PessoaAinda não há avaliações
- Principais Metodos de ConservaçãoDocumento3 páginasPrincipais Metodos de ConservaçãoItamar A D FariasAinda não há avaliações
- Relatório - Fabricação de Tomate Seco e Conserva de Tomate SecoDocumento12 páginasRelatório - Fabricação de Tomate Seco e Conserva de Tomate SecoPâmella LimaAinda não há avaliações
- TindalizaçãoDocumento4 páginasTindalizaçãoSergio EduardoAinda não há avaliações
- Produção de Abacaxi em CaldaDocumento6 páginasProdução de Abacaxi em Caldagcsilva01Ainda não há avaliações
- Pratica 1 - Destilacao SimplesDocumento3 páginasPratica 1 - Destilacao SimplesLuisAinda não há avaliações
- Determinação de Ácido Cítrico - OtonielDocumento16 páginasDeterminação de Ácido Cítrico - OtonielDeborah S. FructuosoAinda não há avaliações
- Aula 5 - Apertização de VegetaisDocumento2 páginasAula 5 - Apertização de VegetaisRafael SouzaAinda não há avaliações
- Prática 06 - Síntese de AmidoDocumento2 páginasPrática 06 - Síntese de AmidoBrunno SantosAinda não há avaliações
- Técnicas de Conservação de AlimentosDocumento5 páginasTécnicas de Conservação de AlimentosFabiana Brito100% (1)
- Oleos e Gorduras Relatorio Aula PraticaDocumento20 páginasOleos e Gorduras Relatorio Aula PraticaGuga Oliveira100% (2)
- ApertizaçãoDocumento7 páginasApertizaçãohmrss100% (5)
- Desidratação e Secagem de AlimentosDocumento8 páginasDesidratação e Secagem de Alimentosrafa3ligarioAinda não há avaliações
- Tecnologias de Hortaliças FermentadasDocumento7 páginasTecnologias de Hortaliças FermentadaspjsgondimAinda não há avaliações
- Relatório de CinzasDocumento6 páginasRelatório de CinzasPaula Keiko PeraltaAinda não há avaliações
- RELATÓRIO AbacaxiDocumento7 páginasRELATÓRIO AbacaxiLouise BergaminAinda não há avaliações
- Produção de Abacaxi em CaldaDocumento4 páginasProdução de Abacaxi em CaldaAlineBorgesAinda não há avaliações
- Lipídios - SeminárioDocumento20 páginasLipídios - SeminárioCarol Oliveira0% (2)
- Relatorio Compota LaranjaDocumento11 páginasRelatorio Compota LaranjaBárbara NadinneAinda não há avaliações
- Trabalho PiclesDocumento7 páginasTrabalho PiclesMariana AraújoAinda não há avaliações
- Aula E. Coli, Salmonella, ShigellaDocumento58 páginasAula E. Coli, Salmonella, ShigellaJesieli Braz Frozi100% (1)
- Aula Prática CarboidratosDocumento4 páginasAula Prática CarboidratosJoana FerreiraAinda não há avaliações
- Relatório Banana PassaDocumento13 páginasRelatório Banana PassaLeydy DantasAinda não há avaliações
- Tomate - Processamento Artesanal PDFDocumento3 páginasTomate - Processamento Artesanal PDFEveraldo Borges da CostaAinda não há avaliações
- Process Amen To Salsicha e MortadelaDocumento29 páginasProcess Amen To Salsicha e Mortadelawilliam51Ainda não há avaliações
- Branqueamento de MaçãsDocumento17 páginasBranqueamento de MaçãsRodrigo SilvaAinda não há avaliações
- Apostila Teórica e Prática de Análise Bromatológica IIDocumento54 páginasApostila Teórica e Prática de Análise Bromatológica IIAntonioMarques100% (1)
- 72 A Fermentacao Lactica 2Documento3 páginas72 A Fermentacao Lactica 2Maryana BarbaraAinda não há avaliações
- Experiência Fermentação de Leveduras - Relatório-UCMDocumento12 páginasExperiência Fermentação de Leveduras - Relatório-UCMGaspar GuedesAinda não há avaliações
- DNS - Medir AçucarDocumento4 páginasDNS - Medir AçucarBrunoHenriqueOliveiraAinda não há avaliações
- Geleia de Goiaba (COMPLETO)Documento4 páginasGeleia de Goiaba (COMPLETO)Lívia SouzaAinda não há avaliações
- Creme de Leite e ManteigaDocumento54 páginasCreme de Leite e Manteigaflaviouft3523Ainda não há avaliações
- OD Por Oxidação Do Ferro (Bombril)Documento4 páginasOD Por Oxidação Do Ferro (Bombril)Pedro SilveiraAinda não há avaliações
- BranqueamentoDocumento4 páginasBranqueamentoRêGuimarãesAinda não há avaliações
- APERTIZAÇÃODocumento18 páginasAPERTIZAÇÃOÂngela Galvan de Lima100% (2)
- 03 Osmometria de Membrana 2015Documento25 páginas03 Osmometria de Membrana 2015Ualasse SilvaAinda não há avaliações
- Pratica 2 - Pasteurização - Relatorio PDFDocumento6 páginasPratica 2 - Pasteurização - Relatorio PDFKanekoDaSilvaGabrielAinda não há avaliações
- AtividadedaguaDocumento46 páginasAtividadedaguaMischelle Santos100% (3)
- Metodologia para Determinação de Umidade em AlimentosDocumento3 páginasMetodologia para Determinação de Umidade em AlimentosRafael MedeirosAinda não há avaliações
- Analise Fisico-Quimica e Teor de Vitamina C em Nectares de Laranja Comerciais Prontos para o ConsumoDocumento10 páginasAnalise Fisico-Quimica e Teor de Vitamina C em Nectares de Laranja Comerciais Prontos para o ConsumoFernanda DalpráAinda não há avaliações
- RELATÓRIO Pão de QueijoDocumento5 páginasRELATÓRIO Pão de QueijojacquelineAinda não há avaliações
- Embalagens AtivasDocumento30 páginasEmbalagens AtivasHelder SarturiAinda não há avaliações
- Conservacao de Alimentos Pelo Frio 2Documento6 páginasConservacao de Alimentos Pelo Frio 2Tássia BaganoAinda não há avaliações
- Análises em Óleos e Gorduras VegetaisDocumento12 páginasAnálises em Óleos e Gorduras VegetaisAline BorsatoAinda não há avaliações
- DefumacaoDocumento22 páginasDefumacaoNestor CustódioAinda não há avaliações
- Relatorio de RecristalizaçãoDocumento5 páginasRelatorio de RecristalizaçãoAriane FerrazAinda não há avaliações
- 03-História Da ConservaçãoDocumento15 páginas03-História Da ConservaçãoMónicaAinda não há avaliações
- Dieta Vegana : Receitas Veganas Fáceis De Fazer (Estilo De Vida Vegetariano Saudável)No EverandDieta Vegana : Receitas Veganas Fáceis De Fazer (Estilo De Vida Vegetariano Saudável)Ainda não há avaliações
- Sistema APPCCHACCP Codex Alimentarius (2020)Documento80 páginasSistema APPCCHACCP Codex Alimentarius (2020)Daniel GolfetoAinda não há avaliações
- Cinética QuímicaDocumento29 páginasCinética QuímicaProfessoraGianiAinda não há avaliações
- Exercícios Cinética Com RespostaDocumento29 páginasExercícios Cinética Com Respostagreicifrauches57% (7)
- Henrique Murachco Gramatica Grega TeoriaDocumento739 páginasHenrique Murachco Gramatica Grega Teorialatioricap0% (1)
- To Accessories en - En.ptDocumento16 páginasTo Accessories en - En.ptthamirislopesAinda não há avaliações
- Aula 01 - Mestre Bálsamo - Curso para Instrutores de CentúriaDocumento27 páginasAula 01 - Mestre Bálsamo - Curso para Instrutores de CentúriaDeivite Henrique100% (2)
- Certificado de Qualidade - Oyamota - Nf.1852 - 02.09.2016Documento5 páginasCertificado de Qualidade - Oyamota - Nf.1852 - 02.09.2016MauroDosSantosCostaAinda não há avaliações
- Fichamento: MARTELOTTA. M, E. (Org.) - Manual de Linguística. São Paulo: Contexto, 2009, p.177 - 192Documento2 páginasFichamento: MARTELOTTA. M, E. (Org.) - Manual de Linguística. São Paulo: Contexto, 2009, p.177 - 192Jason FelipeAinda não há avaliações
- Transmissor Com Ba1404 e 2sc2458Documento8 páginasTransmissor Com Ba1404 e 2sc2458carrlosalbertodossantossilvaAinda não há avaliações
- Vida Saudável PDFDocumento4 páginasVida Saudável PDFKAUÃ GOMES DIASAinda não há avaliações
- Ufcd 0349Documento57 páginasUfcd 0349António AlvesAinda não há avaliações
- Soprador Omel - Dados SRTVDocumento7 páginasSoprador Omel - Dados SRTVDenilson MarinhoAinda não há avaliações
- Lista de Exercícios (Força e Movimento I e II) - Física - Dinâmica A TermodinâmicaDocumento6 páginasLista de Exercícios (Força e Movimento I e II) - Física - Dinâmica A TermodinâmicavagnerAinda não há avaliações
- 06 LIGACAO CUBO-EIXO - Chavetas Rev-CDocumento41 páginas06 LIGACAO CUBO-EIXO - Chavetas Rev-CLuiz Carlos BrandaliseAinda não há avaliações
- 6P PDFDocumento9 páginas6P PDFChristian RafaelAinda não há avaliações
- 73 78Documento6 páginas73 78Thiago AguiarAinda não há avaliações
- 10 Projeto Aurora CenPRADocumento56 páginas10 Projeto Aurora CenPRAdamqueirozAinda não há avaliações
- BAUBEROT, Jean. A Favor de Uma Sociologia Intercultural e Histórica Da LaicidadeDocumento20 páginasBAUBEROT, Jean. A Favor de Uma Sociologia Intercultural e Histórica Da LaicidadePaulimDAinda não há avaliações
- Asma e Rinite Ocupacionais 2010Documento6 páginasAsma e Rinite Ocupacionais 2010Li LiuAinda não há avaliações
- Editora BAGAI - Filosofia AfricanaDocumento110 páginasEditora BAGAI - Filosofia Africanadomingos beula fortunato100% (1)
- Bingo CientirinhasDocumento10 páginasBingo CientirinhasCARLOS FALCASSA100% (2)
- Uchôa & Ramos (Ed) - Memórias Do ExilioDocumento335 páginasUchôa & Ramos (Ed) - Memórias Do ExilioArturioramaAinda não há avaliações
- Luiz Henrique Ceotto - Contribuição A Otimização Do Traçado de Cabos em Vigas Continuas ProtendidasDocumento213 páginasLuiz Henrique Ceotto - Contribuição A Otimização Do Traçado de Cabos em Vigas Continuas Protendidasmateus456Ainda não há avaliações
- Pratique Unidade 2Documento2 páginasPratique Unidade 2Pr-WallaceTonyAinda não há avaliações
- FolderDocumento2 páginasFoldertirsi mabelAinda não há avaliações
- Avaliação 30 Dias NOVODocumento4 páginasAvaliação 30 Dias NOVORodrigo GuterresAinda não há avaliações
- 9888 18845 1 PBDocumento6 páginas9888 18845 1 PBDausten VitorAinda não há avaliações
- Máquina Envasadora de CremeDocumento33 páginasMáquina Envasadora de CremefabriniAinda não há avaliações
- Referencial de Competências-Chave NS STCDocumento21 páginasReferencial de Competências-Chave NS STCnuno.jose.duarte100% (1)
- A Importância Do Sódio No Manejo Nutricional de Cães e Gatos CardiopatasDocumento7 páginasA Importância Do Sódio No Manejo Nutricional de Cães e Gatos CardiopatasGláucia LunaAinda não há avaliações