Você também pode gostar
- TCC - Calor FundiçõesDocumento79 páginasTCC - Calor FundiçõesGuilherme Augusto Carvalho100% (1)
- Meio ambiente e segurança do trabalhador em enfermagemNo EverandMeio ambiente e segurança do trabalhador em enfermagemAinda não há avaliações
- Controlo de Documentação e Registo - IMPORTANTEDocumento68 páginasControlo de Documentação e Registo - IMPORTANTENuno Filipe David TeixeiraAinda não há avaliações
- Apostila Programas Aplicados Em Saúde E Segurança Do TrabalhoNo EverandApostila Programas Aplicados Em Saúde E Segurança Do TrabalhoAinda não há avaliações
- NR 33 - ESPAÇO CONFINADO Padronização Dos Procedimentos de Segurança para Atividade de Manutenção em TanquesDocumento94 páginasNR 33 - ESPAÇO CONFINADO Padronização Dos Procedimentos de Segurança para Atividade de Manutenção em TanquesCPSSTAinda não há avaliações
- Avaliação de Riscos Na Obra de Reabilitação Do Solar de ArnóiaDocumento121 páginasAvaliação de Riscos Na Obra de Reabilitação Do Solar de Arnóiaana100% (1)
- Relatorio Alde - 1Documento22 páginasRelatorio Alde - 1Gabriel CarvalhoAinda não há avaliações
- TCC - Pós Graduação Eng. Segurança Do Trabalho - Andressa CostaDocumento29 páginasTCC - Pós Graduação Eng. Segurança Do Trabalho - Andressa CostaRoger AbdalaAinda não há avaliações
- Artigo Risco em Posto de CombustívelDocumento15 páginasArtigo Risco em Posto de CombustívelEvertonFreitasAinda não há avaliações
- Universidade de Caxias Do SulDocumento80 páginasUniversidade de Caxias Do SulDinesh Kumar (Dinesh K.)Ainda não há avaliações
- TCC FinalDocumento55 páginasTCC FinalPedro FelipeAinda não há avaliações
- Novo Manual HST Energias RenovaveisDocumento34 páginasNovo Manual HST Energias RenovaveisPedro Sebastião José CambongueAinda não há avaliações
- Segurança Do Trabalhador Na Pecuária LeiteiraDocumento18 páginasSegurança Do Trabalhador Na Pecuária LeiteiraSérgio AndradeAinda não há avaliações
- TCC - Augusto Bressan Silva - Turma 39Documento56 páginasTCC - Augusto Bressan Silva - Turma 39Augusto BressanAinda não há avaliações
- Relatório de Estágio - Técnico em EdificaçõesDocumento38 páginasRelatório de Estágio - Técnico em EdificaçõesMaritana Nascimento Alves100% (2)
- Universidade Tecnológica Federal Do Paraná Departamento Acadêmico de Construção Civil Especialização em Engenharia de Segurança Do Trabalho PDFDocumento48 páginasUniversidade Tecnológica Federal Do Paraná Departamento Acadêmico de Construção Civil Especialização em Engenharia de Segurança Do Trabalho PDFAdriano FernandesAinda não há avaliações
- Relatório de Estágio LUSOSIDER - FinalDocumento178 páginasRelatório de Estágio LUSOSIDER - FinalCaline NunesAinda não há avaliações
- Relatório de Estágio Curricular - Curso Técnico em Segurança No TrabalhoDocumento46 páginasRelatório de Estágio Curricular - Curso Técnico em Segurança No Trabalhojas_junior985788% (41)
- Pi-Ana e Kauane RV 01-06-2023Documento33 páginasPi-Ana e Kauane RV 01-06-2023tayna paivaAinda não há avaliações
- Apostila Pá Carregadeira - SENAIDocumento53 páginasApostila Pá Carregadeira - SENAIJozaldoCosta80% (10)
- PIM V - Calcário Brasil Ltda..Documento24 páginasPIM V - Calcário Brasil Ltda..Fábio Jorge Bujoge100% (2)
- TCC - Segurança Do TrabalhoDocumento32 páginasTCC - Segurança Do TrabalhoEduardo ReyAinda não há avaliações
- Jul - Urbano Agroindustrial LtdapdfDocumento40 páginasJul - Urbano Agroindustrial LtdapdfjullyAinda não há avaliações
- Avaliação de Riscos em Restauração - Projecto FinalDocumento64 páginasAvaliação de Riscos em Restauração - Projecto FinalCarla ParedesAinda não há avaliações
- Trabalho Final de HSST FICHA 2.2Documento107 páginasTrabalho Final de HSST FICHA 2.2Wanda Mafunga100% (1)
- Avaliação Do CalorDocumento51 páginasAvaliação Do CalorLucas ZavistanoviczAinda não há avaliações
- Dissertação Mestrado SHT João Miguel CaladoDocumento91 páginasDissertação Mestrado SHT João Miguel CaladoCrisAinda não há avaliações
- Gerenciamento de Riscos em Instalações de Petróleo e Gás - Unidades Marítimas para Apoio OffshoreDocumento113 páginasGerenciamento de Riscos em Instalações de Petróleo e Gás - Unidades Marítimas para Apoio OffshoreFelipe Nunes100% (1)
- Monografia - Analise de Periculosidade - Armazenamento de Inflamaveis (Oleo Diesel) em Um Edificio Comercial1Documento96 páginasMonografia - Analise de Periculosidade - Armazenamento de Inflamaveis (Oleo Diesel) em Um Edificio Comercial1gustavoAinda não há avaliações
- Normas de Segurança Aplicáveis Na Escola Infantil FábulaDocumento50 páginasNormas de Segurança Aplicáveis Na Escola Infantil FábulaFabiana Camargo MachadoAinda não há avaliações
- Trabalho Final de HST de António Santos PDFDocumento107 páginasTrabalho Final de HST de António Santos PDFCREMILDO ZUCULAAinda não há avaliações
- Apostila Curso de PPRA2019Documento76 páginasApostila Curso de PPRA2019CRISTIANI RAMALHO CristianiAinda não há avaliações
- Relatorio de Estagio TawaneDocumento37 páginasRelatorio de Estagio Tawanetawane CristielleAinda não há avaliações
- Luz Marina Pedra LobatoDocumento134 páginasLuz Marina Pedra LobatoArmando RibeiroAinda não há avaliações
- Centro Educacional José de Anchieta - SupervisionadoDocumento8 páginasCentro Educacional José de Anchieta - SupervisionadoGabriela Marques CostaAinda não há avaliações
- Projeto Final TST - Pronto 2Documento201 páginasProjeto Final TST - Pronto 2Maciel PontesAinda não há avaliações
- Relatório Estágio José Silva AdRA - VERSÃO FINALDocumento47 páginasRelatório Estágio José Silva AdRA - VERSÃO FINALPedroAinda não há avaliações
- RelatórioDocumento8 páginasRelatórioJOADEAinda não há avaliações
- NR 17 - Síndrome de BurnoutDocumento37 páginasNR 17 - Síndrome de BurnoutCPSSTAinda não há avaliações
- PERÍCIAS JUDICIAIS EM PREFEITURAS RELATIVAS A INSALUBRIDADE - Ricardo ParlowDocumento45 páginasPERÍCIAS JUDICIAIS EM PREFEITURAS RELATIVAS A INSALUBRIDADE - Ricardo ParlowRicardo ParlowAinda não há avaliações
- Curso - Tecnico - Segurança Do TrabalhoDocumento22 páginasCurso - Tecnico - Segurança Do Trabalhokamila dias bernardesAinda não há avaliações
- TCC Da Pós Eng. Seg. Do TrabalhoDocumento42 páginasTCC Da Pós Eng. Seg. Do TrabalhoJader PinheiroAinda não há avaliações
- Estudo Das Instalações e Operação de Caldeira e Vasos de Pressão de Uma Instituição Hospitalar Sob Análise Da NR 13Documento81 páginasEstudo Das Instalações e Operação de Caldeira e Vasos de Pressão de Uma Instituição Hospitalar Sob Análise Da NR 13Matheus Gama FonsecaAinda não há avaliações
- Trabalho Final de HST de António SantosDocumento107 páginasTrabalho Final de HST de António SantosjvilamaiorAinda não há avaliações
- Relatório Final - Ano 2 - MSHST - CCDocumento149 páginasRelatório Final - Ano 2 - MSHST - CCGuilherme MirandaAinda não há avaliações
- Relatorio de Estagio Tawane 2023Documento39 páginasRelatorio de Estagio Tawane 2023tawane CristielleAinda não há avaliações
- 9 - Relatório Final de EstágioDocumento14 páginas9 - Relatório Final de EstágioRafael costaAinda não há avaliações
- 3 - Gerenciamento Dos Riscos Ocupacionais No Trabalho Com Maquina e Equipamentos PDFDocumento70 páginas3 - Gerenciamento Dos Riscos Ocupacionais No Trabalho Com Maquina e Equipamentos PDFLivson LimaAinda não há avaliações
- ArmadorDocumento48 páginasArmadorBrunoOliveiraDoCarmo100% (2)
- Aviação TCC PdfaDocumento35 páginasAviação TCC PdfaEverton LucioAinda não há avaliações
- Sistema de UnidadesDocumento339 páginasSistema de UnidadesDebye101Ainda não há avaliações
- CT Ceest Xxvii 2014 07Documento52 páginasCT Ceest Xxvii 2014 07CONVICTAL TREINAMENTOSAinda não há avaliações
- Projeto Treinamento de MerendeirasDocumento6 páginasProjeto Treinamento de MerendeirasESTEFHANY VITORIA BENTES SOUZAAinda não há avaliações
- Modelo - Relatório de Estagio SupervisionadoDocumento26 páginasModelo - Relatório de Estagio SupervisionadoEduardo SilvaAinda não há avaliações
- TCC 2023Documento46 páginasTCC 2023Fernanda VieiraAinda não há avaliações
- Laudo de Vistoria de Engenharia de SegurançaDocumento46 páginasLaudo de Vistoria de Engenharia de SegurançaCleberson SamurioAinda não há avaliações
- Estudo Dos Agentes Físicos - Frio e Rúido em FrigoríficosDocumento38 páginasEstudo Dos Agentes Físicos - Frio e Rúido em FrigoríficosClaudio SilvaAinda não há avaliações
- Relatório CorrigidoDocumento23 páginasRelatório CorrigidoloaraAinda não há avaliações
- Projecto Unizambe 2019 PDFDocumento29 páginasProjecto Unizambe 2019 PDFBambaijoAinda não há avaliações
- Manual Calibrador Tampão (King)Documento1 páginaManual Calibrador Tampão (King)GustavoAinda não há avaliações
- Trabalho 2Documento6 páginasTrabalho 2Chane lacerda amadeu pinto PintoAinda não há avaliações
- Injetando o EstranhoDocumento22 páginasInjetando o EstranhoKaue Teixeira LimaAinda não há avaliações
- Aula17 Mec 01 15Documento23 páginasAula17 Mec 01 15André da Silva SauroAinda não há avaliações
- Lista de Exercícios de Cinética - Físico Química Avançada - 2022Documento3 páginasLista de Exercícios de Cinética - Físico Química Avançada - 2022Fagner MouraAinda não há avaliações
- Aula 3 - Saneamento II - Aerao e CoagulaoDocumento46 páginasAula 3 - Saneamento II - Aerao e Coagulaovinicius barrosAinda não há avaliações
- Aula01 - Função de TransferênciaDocumento72 páginasAula01 - Função de TransferênciaJonas Souza VasconcelosAinda não há avaliações
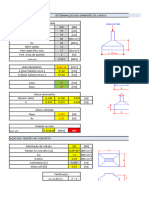
- Calculo de Sapata - TubulãoDocumento11 páginasCalculo de Sapata - TubulãoNaiara Heloísa CorsoliniAinda não há avaliações
- 04-Princípios de ProteçãoDocumento31 páginas04-Princípios de ProteçãoArionildo SilvaAinda não há avaliações
- Processo Degomagem OleoDocumento18 páginasProcesso Degomagem OleoJoao Bortolussi - JBR ENGENHARIAAinda não há avaliações
- Ichroma II User Guide - En.ptDocumento60 páginasIchroma II User Guide - En.ptMarcelo AlmeidaAinda não há avaliações
- Lei de Arquimedes - RelatórioDocumento4 páginasLei de Arquimedes - RelatórioLeonor Santos AmaralAinda não há avaliações
- 2021 - AP #3 - Potencial Eléctrico e Sua Relação Com o Campo EléctricoDocumento2 páginas2021 - AP #3 - Potencial Eléctrico e Sua Relação Com o Campo EléctricoInácio De Araújo Júnior TomásAinda não há avaliações
- TDE3 - Lançamento Projéteis e Função QuadráticaDocumento3 páginasTDE3 - Lançamento Projéteis e Função QuadráticamanuelAinda não há avaliações
- Rangel Lage - Concreto Armado - VigasDocumento28 páginasRangel Lage - Concreto Armado - VigasHeleno RempelAinda não há avaliações
- GET00170 Lista 4 MedidasPosicaoDispersao-GabaritoDocumento7 páginasGET00170 Lista 4 MedidasPosicaoDispersao-GabaritoLuiz Felipe Sardinha BonfimAinda não há avaliações
- Ciclo DieselDocumento21 páginasCiclo DieselWitória NascimentoAinda não há avaliações
- Abnt BR 8890 2020Documento42 páginasAbnt BR 8890 2020Leandro BilibioAinda não há avaliações
- Aula 10-Tratamento Térmico de Ligas Não FerrosasDocumento36 páginasAula 10-Tratamento Térmico de Ligas Não FerrosasEmerson Angelo ErnestoAinda não há avaliações
- Relatório 5 - Thiago de Sousa BatistaDocumento19 páginasRelatório 5 - Thiago de Sousa BatistaTHIAGO DE SOUSA BATISTAAinda não há avaliações
- Radiação ProvaDocumento4 páginasRadiação ProvaLuciana Andresa De Oliveira Teixeira AssisAinda não há avaliações
- Manual de Operacao e Manutencao CHL 4tDocumento74 páginasManual de Operacao e Manutencao CHL 4tPedro Henrique Guedes De MoraesAinda não há avaliações
- IFAM 2022 Circuitos EletricosDocumento20 páginasIFAM 2022 Circuitos EletricosFilipe IjuimAinda não há avaliações
- Monografia Carlos Fernando CamaraDocumento68 páginasMonografia Carlos Fernando CamaraIgor Fernando Carvalho RodriguesAinda não há avaliações
- Inversores 2Documento15 páginasInversores 2José Pereira0% (2)
- Ensaio de Impacto CharpyDocumento54 páginasEnsaio de Impacto CharpyHeitor Yuske TocuyosiAinda não há avaliações
- UNION RHAC Recupeção em Estruturas de ConcretoDocumento16 páginasUNION RHAC Recupeção em Estruturas de ConcretoRomulloAinda não há avaliações
- Manual Tubo NovafortDocumento18 páginasManual Tubo NovafortAtiv EngenhariaAinda não há avaliações
- Lista Impulso Quantidade de MovimentoDocumento13 páginasLista Impulso Quantidade de MovimentoMaykon LuccasAinda não há avaliações
- Mapa - Máquinas Térmicas - 52 2023Documento6 páginasMapa - Máquinas Térmicas - 52 2023Fabio GuimaraesAinda não há avaliações