Você também pode gostar
- Transformação Digital: método para elaboração estratégica da jornadaNo EverandTransformação Digital: método para elaboração estratégica da jornadaAinda não há avaliações
- Tecnologia Dos Dispositivos PDFDocumento75 páginasTecnologia Dos Dispositivos PDFMarlonPriscoAinda não há avaliações
- Trabalho SPPDocumento49 páginasTrabalho SPPLeandro Siqueira67% (3)
- Comp. Desenvolv.Documento3 páginasComp. Desenvolv.Centroavante YAinda não há avaliações
- Estudo de Caso Da Aplicação de PrincípiosDocumento14 páginasEstudo de Caso Da Aplicação de Princípiosqualidadealumi3Ainda não há avaliações
- Artigo 04 - PROJETO DE CÉLULA DE MANUFATURADocumento14 páginasArtigo 04 - PROJETO DE CÉLULA DE MANUFATURAFer VenturiniAinda não há avaliações
- TCC FINAL - Equipe 4-Jonathan Nunes - Rev.29-11-2022Documento19 páginasTCC FINAL - Equipe 4-Jonathan Nunes - Rev.29-11-2022Luiz FernandoAinda não há avaliações
- 1618577048lean Manufacturing Na Industria 4 0 Conceitos e AplicacoesDocumento27 páginas1618577048lean Manufacturing Na Industria 4 0 Conceitos e AplicacoesJeanpier FariasAinda não há avaliações
- A Engenharia de Produção na Era da Indústria 4.0: Estudos de Casos e Benchmarking da Indústria 4.0No EverandA Engenharia de Produção na Era da Indústria 4.0: Estudos de Casos e Benchmarking da Indústria 4.0Nota: 5 de 5 estrelas5/5 (1)
- Artigo - Indústria 4.0Documento6 páginasArtigo - Indústria 4.0Marcus FerreiraAinda não há avaliações
- Artigo - Produção em MassaDocumento8 páginasArtigo - Produção em MassaMayala ChuAinda não há avaliações
- Gestão Integrada em Ambientes IndustriaisDocumento42 páginasGestão Integrada em Ambientes IndustriaisDiegoAlbuquerqueAinda não há avaliações
- Manufatura AgilDocumento6 páginasManufatura AgilcassionsAinda não há avaliações
- Nortel - Tecnologia Industrial Confira As Principais TendênciasDocumento19 páginasNortel - Tecnologia Industrial Confira As Principais TendênciasLuís Paulo CustódioAinda não há avaliações
- Bombeamento InteleigenteDocumento2 páginasBombeamento InteleigentefraferlopeAinda não há avaliações
- TN Sto 238 383 31345Documento20 páginasTN Sto 238 383 31345ZétilevantaAinda não há avaliações
- Estudo da implementação de ferramentas da Indústria 4.0: E seus impactos em face aos conceitos LeanNo EverandEstudo da implementação de ferramentas da Indústria 4.0: E seus impactos em face aos conceitos LeanAinda não há avaliações
- Trabalho ComplementarDocumento6 páginasTrabalho ComplementarSilvio DarcAinda não há avaliações
- Indústria 5.0:: As Próximas Tendências para o Setor IndustrialDocumento8 páginasIndústria 5.0:: As Próximas Tendências para o Setor IndustrialLeonardo FigueiredoAinda não há avaliações
- Melhoria Na Produtividade, e Redução de Desperdicios em Uma Linha de Produção AltomotivaDocumento7 páginasMelhoria Na Produtividade, e Redução de Desperdicios em Uma Linha de Produção AltomotivapedrocatarinoAinda não há avaliações
- 1-s2 0-S2351978920304728-Main en PT - TraduzidoDocumento8 páginas1-s2 0-S2351978920304728-Main en PT - TraduzidoThiago BorgesAinda não há avaliações
- Indústria 4.0Documento4 páginasIndústria 4.0Natasha PattersonAinda não há avaliações
- Aula 05 - A Controladoria Na Execução, Controle e Avaliação de DesempenhoDocumento30 páginasAula 05 - A Controladoria Na Execução, Controle e Avaliação de DesempenhoBruno MartinsAinda não há avaliações
- Trabalho Do 1ºDocumento11 páginasTrabalho Do 1ºSilvio DarcAinda não há avaliações
- TAE 1 - Atividade Avaliativa - Semana 6 - Nota - 10Documento3 páginasTAE 1 - Atividade Avaliativa - Semana 6 - Nota - 10Augusto CastroAinda não há avaliações
- ARTIGO Automação Aplicada A ManutençãoDocumento10 páginasARTIGO Automação Aplicada A Manutençãoraimundo rego RegoAinda não há avaliações
- Fluxo de ProducaoDocumento18 páginasFluxo de ProducaoFernando FeldensAinda não há avaliações
- Eng. E Inovação - Indústria 4.0Documento3 páginasEng. E Inovação - Indústria 4.0Science BrasilAinda não há avaliações
- Artigo - Inovações Na Gestão de AtivosDocumento7 páginasArtigo - Inovações Na Gestão de AtivosFulltreinaAinda não há avaliações
- Artigo Edson ManicaDocumento26 páginasArtigo Edson ManicaDe Leo ZucchAinda não há avaliações
- Aula Introdutória: Administração Da Produção e OperaçõesDocumento30 páginasAula Introdutória: Administração Da Produção e OperaçõesANA FARIASAinda não há avaliações
- Processos de Fabricação - FmuDocumento30 páginasProcessos de Fabricação - Fmuleticiafa231Ainda não há avaliações
- 1 - Tendências Da Industria 4.0Documento9 páginas1 - Tendências Da Industria 4.0lucianapbezerraAinda não há avaliações
- Fatores Que Contribuem para Um Bom Projeto de MoldeDocumento200 páginasFatores Que Contribuem para Um Bom Projeto de MoldeArtur BertagliaAinda não há avaliações
- PIM 2 Gestao de TIDocumento24 páginasPIM 2 Gestao de TIPeterRamosAinda não há avaliações
- Unidade 1 - Conhecendo Sistemas Integrados de Manufatura e Robôs IndustriaisDocumento34 páginasUnidade 1 - Conhecendo Sistemas Integrados de Manufatura e Robôs IndustriaisEwerton SouzaAinda não há avaliações
- TPM Manutencao Produtiva Total Unidade IDocumento34 páginasTPM Manutencao Produtiva Total Unidade IElton AlvarengaAinda não há avaliações
- Lean ManufacturingDocumento83 páginasLean ManufacturingFernando MariaAinda não há avaliações
- ENGENHARIA Reversa e PrototipagemDocumento42 páginasENGENHARIA Reversa e PrototipagemCleveston MoraisAinda não há avaliações
- Resumo Industia 4.0docxDocumento6 páginasResumo Industia 4.0docxR-llo GomesAinda não há avaliações
- Implantação Do Sistema de Produção Enxuta - ESTÁCIODocumento24 páginasImplantação Do Sistema de Produção Enxuta - ESTÁCIOLuiz David MendesAinda não há avaliações
- TCC - Software de Planificação em CaldeirariaDocumento2 páginasTCC - Software de Planificação em CaldeirariaJutoMorenoAinda não há avaliações
- Silva CES Potencial ERDocumento11 páginasSilva CES Potencial ERNicolly MendesAinda não há avaliações
- PCM Na Indústria 4.0 - O Que Mudará No Planejamento e Controle Da ManutençãoDocumento5 páginasPCM Na Indústria 4.0 - O Que Mudará No Planejamento e Controle Da ManutençãomarlenfigueredoAinda não há avaliações
- VSD PDFDocumento9 páginasVSD PDFCristian PittiglianiAinda não há avaliações
- E Book Introducao A Manufatura AditivaDocumento16 páginasE Book Introducao A Manufatura Aditivalab3dcontato.univasfAinda não há avaliações
- Desenvolvimento de ProdutosDocumento8 páginasDesenvolvimento de ProdutosThierryAinda não há avaliações
- Inovacao Estrategica Mateus FarkasDocumento6 páginasInovacao Estrategica Mateus FarkasMateus FarkasAinda não há avaliações
- Projeto de Processos IndustriaisDocumento11 páginasProjeto de Processos IndustriaisDiogo Hiroshi HazimeAinda não há avaliações
- Paper Manufatura EnxutaDocumento5 páginasPaper Manufatura EnxutaAmarildo Moreira SantosAinda não há avaliações
- Fundamentos de Administração 2Documento9 páginasFundamentos de Administração 2Josiane LinoAinda não há avaliações
- AD1 Engenharia de MetodosDocumento4 páginasAD1 Engenharia de MetodosBruno ChellesAinda não há avaliações
- Terceira Revolucao IndustrialDocumento7 páginasTerceira Revolucao IndustrialdarkwarepunchAinda não há avaliações
- Desenvolvimento de ProdutoDocumento17 páginasDesenvolvimento de ProdutoAlan High SpinAinda não há avaliações
- ST - T6 - 1 A 9 - Bruna - Luis - Marina - PedroPauloDocumento143 páginasST - T6 - 1 A 9 - Bruna - Luis - Marina - PedroPauloLuis Fernando Cintra FratariAinda não há avaliações
- Simulacao Computacional Do Fluxo de Valor Uma PropDocumento16 páginasSimulacao Computacional Do Fluxo de Valor Uma PropCarlos CostaAinda não há avaliações
- Projeto de Produto Atv8docxDocumento3 páginasProjeto de Produto Atv8docxLuísa RorizAinda não há avaliações
- O SISTEMA DE PRODUÇÃO ENXUTA E SUA IMPLANTAÇÃO NA VOLKSWAGEN DO BRASIL - O GerenteDocumento4 páginasO SISTEMA DE PRODUÇÃO ENXUTA E SUA IMPLANTAÇÃO NA VOLKSWAGEN DO BRASIL - O GerenteJeuziane Duarte LamimAinda não há avaliações
- Template BJDDocumento20 páginasTemplate BJDCristina MilozevitAinda não há avaliações
- Entenda o Que Muda No PCM Com A Indstria 4.0Documento21 páginasEntenda o Que Muda No PCM Com A Indstria 4.0Joao Tadeu Hipolito100% (1)
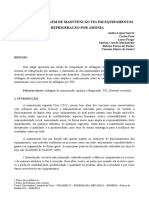
- PAPER SOLDAGEM DE MANUTENÇÃO - Revisão 1Documento45 páginasPAPER SOLDAGEM DE MANUTENÇÃO - Revisão 1debora antunesAinda não há avaliações
- PAPER Semionario Soldagem ManutDocumento30 páginasPAPER Semionario Soldagem Manutdebora antunesAinda não há avaliações
- PAPER SOLDAGEM DE MANUTENÇÃO - Revisão 2Documento26 páginasPAPER SOLDAGEM DE MANUTENÇÃO - Revisão 2debora antunesAinda não há avaliações
- Seminario 9 - Soldagem de ManutençãoDocumento23 páginasSeminario 9 - Soldagem de Manutençãodebora antunesAinda não há avaliações
- Núcleo Gerador 7 REFORMOLADODocumento7 páginasNúcleo Gerador 7 REFORMOLADOCassandra AmorimAinda não há avaliações
- Pensos ql2013Documento24 páginasPensos ql2013Alexandre MedeirosAinda não há avaliações
- Ap2 GerontologiaDocumento12 páginasAp2 GerontologiaAndreiaGarciaAinda não há avaliações
- Apostila para Educação InfantilDocumento214 páginasApostila para Educação InfantilLeandro CamposAinda não há avaliações
- CT Coele 2016 1 01Documento95 páginasCT Coele 2016 1 01Marcelo Lopes SalvadorAinda não há avaliações
- Fadiga VisualDocumento6 páginasFadiga VisualvagnerAinda não há avaliações
- Estudo Dirigido Da Disciplina Cuidados IIIDocumento16 páginasEstudo Dirigido Da Disciplina Cuidados IIIGiulia ArmaneliAinda não há avaliações
- Avaliação Do Risco de SuicídioDocumento52 páginasAvaliação Do Risco de SuicídioDaniela Paes Landim BorgesAinda não há avaliações
- Manual de Fiscalizacao de Pescado e Derivados v1.2021Documento49 páginasManual de Fiscalizacao de Pescado e Derivados v1.2021Amanda HervisAinda não há avaliações
- Carreira de EnfermagemDocumento2 páginasCarreira de EnfermagemRita SemedoAinda não há avaliações
- Cultura Geral PerguntasDocumento5 páginasCultura Geral Perguntasanuara93% (28)
- Educação Sexual em Contexto EscolarDocumento37 páginasEducação Sexual em Contexto EscolarsaraAinda não há avaliações
- DownloadDocumento8 páginasDownloadIsabella MariaAinda não há avaliações
- Roteiro - Autismo PDFDocumento4 páginasRoteiro - Autismo PDFHelaine BorgesAinda não há avaliações
- Higiene OcupacionalDocumento5 páginasHigiene OcupacionalEVERTONAinda não há avaliações
- POP OxigenioterapiaDocumento7 páginasPOP OxigenioterapiagabrielleAinda não há avaliações
- Relatório Sobre Câncer BucalDocumento5 páginasRelatório Sobre Câncer BucalGEOVANNA KETLLY TELES DOS SANTOSAinda não há avaliações
- Bactérias Gram - PositivasDocumento12 páginasBactérias Gram - PositivasLúria RochaAinda não há avaliações
- Erosão Do Solo Atividades 3º Ou 4º AnosDocumento2 páginasErosão Do Solo Atividades 3º Ou 4º AnosValdeci Sousa FrançaAinda não há avaliações
- OI - LMT100200-PT - B - Operating Instructions-Hart - LowResDocumento84 páginasOI - LMT100200-PT - B - Operating Instructions-Hart - LowResWagner Pereira Lima PereiraAinda não há avaliações
- Ebook Receitas - PDF - Caldo - Plantas ComestíveisDocumento81 páginasEbook Receitas - PDF - Caldo - Plantas ComestíveisRosangela Renesto JunqueiraAinda não há avaliações
- Pasta QuímicaDocumento12 páginasPasta QuímicaFrancisco Nunes NegreirosAinda não há avaliações
- Histologia Prática 3 - Prova 2Documento8 páginasHistologia Prática 3 - Prova 2carolinacantoniAinda não há avaliações
- Parte 2 - Manual Shape Dos SonhosDocumento6 páginasParte 2 - Manual Shape Dos SonhosJoão Victor Martins100% (2)
- 941x025-6-7-8 Isometsolar Solucoes v2Documento4 páginas941x025-6-7-8 Isometsolar Solucoes v2joaotgilAinda não há avaliações
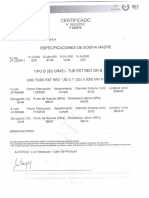
- Certificados de Calidad MaterialesDocumento12 páginasCertificados de Calidad MaterialesLaura CondizaAinda não há avaliações
- GPT 2020 It Digeob 06 Simbolos e Abreviaturas El Quimicos Minerais e Rochas 01 07 2020Documento13 páginasGPT 2020 It Digeob 06 Simbolos e Abreviaturas El Quimicos Minerais e Rochas 01 07 2020Ronaldo PereiraAinda não há avaliações
- Resolucao 828 2020 Anp Agencia Nacional Do Petroleo Gas BR Consolidada (07!12!2021)Documento33 páginasResolucao 828 2020 Anp Agencia Nacional Do Petroleo Gas BR Consolidada (07!12!2021)José EstevesAinda não há avaliações
- Modelo Ata RuniaoDocumento5 páginasModelo Ata RuniaoIohana PintoAinda não há avaliações
- Quebra VentosDocumento6 páginasQuebra Ventosveleda9734Ainda não há avaliações