Você também pode gostar
- Telecurso Aula BrochamentoDocumento5 páginasTelecurso Aula BrochamentoDanilo Santos CunhaAinda não há avaliações
- Aplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoNo EverandAplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoAinda não há avaliações
- Unopar ensina torneamento e fresamentoDocumento14 páginasUnopar ensina torneamento e fresamentoVanessa SampaioAinda não há avaliações
- Processo de Brocagem, Alargamento e MandrilagemDocumento14 páginasProcesso de Brocagem, Alargamento e MandrilagemAfonso DavidAinda não há avaliações
- Soldagem Para Iniciantes Os Segredos Para Soldar, Cortar E Moldar Metal Como Um Verdadeiro Profissional | Aprenda A Trabalhar Com Qualquer Metal E Obtenha Habilidades De Trabalho ExtraordináriasNo EverandSoldagem Para Iniciantes Os Segredos Para Soldar, Cortar E Moldar Metal Como Um Verdadeiro Profissional | Aprenda A Trabalhar Com Qualquer Metal E Obtenha Habilidades De Trabalho ExtraordináriasAinda não há avaliações
- Visita técnica ao laboratório de engenharia mecânicaDocumento9 páginasVisita técnica ao laboratório de engenharia mecânicaheder mendesAinda não há avaliações
- Usinagem na Engenharia de MinasDocumento18 páginasUsinagem na Engenharia de MinasTalita FerzzaAinda não há avaliações
- Apresentação Processos de UsinagemDocumento65 páginasApresentação Processos de UsinagemDiego AzevedoAinda não há avaliações
- Fabricação de peças em chapas metálicasDocumento10 páginasFabricação de peças em chapas metálicasArmando RomaoAinda não há avaliações
- Influência do teor de cobre na usinabilidade da liga de alumínio 6351No EverandInfluência do teor de cobre na usinabilidade da liga de alumínio 6351Ainda não há avaliações
- Fabricação de gabarito para laboratório de metrologia no torno mecânicoDocumento16 páginasFabricação de gabarito para laboratório de metrologia no torno mecânicomateusscarlosAinda não há avaliações
- 03 - SerramentoDocumento75 páginas03 - SerramentoVinicius CunhaAinda não há avaliações
- Ferramentas ManuaisDocumento97 páginasFerramentas ManuaisAntonio DiasAinda não há avaliações
- Módulo 2Documento22 páginasMódulo 2Alessandro OliveiraAinda não há avaliações
- MORSASDocumento41 páginasMORSASVinicius LimaAinda não há avaliações
- Questes ForjamentoDocumento8 páginasQuestes Forjamentotavares.21raquelAinda não há avaliações
- Processo de Conformação MecânicaDocumento36 páginasProcesso de Conformação MecânicaVitor Bruno GarciaAinda não há avaliações
- Relatório TornoDocumento9 páginasRelatório Tornofurians jovemAinda não há avaliações
- Princípios de Tecnologia de Corte de MetaisDocumento86 páginasPrincípios de Tecnologia de Corte de MetaisAlessandro Caetano100% (1)
- Mecânica Industrial: Ferramentas e Equipamentos para Medição e CorteDocumento32 páginasMecânica Industrial: Ferramentas e Equipamentos para Medição e CorteWeniton OliveiraAinda não há avaliações
- Trabalho BeatrizDocumento27 páginasTrabalho BeatrizIrmãos LanternasAinda não há avaliações
- Apostila de Processos de UsinagemDocumento192 páginasApostila de Processos de Usinagemmachsilva100% (2)
- Afiando ferramentas de corteDocumento7 páginasAfiando ferramentas de corteAntonio da LuzAinda não há avaliações
- MaquinaDocumento11 páginasMaquinaKholen Paulo BenjamimAinda não há avaliações
- Abraão Bragança - A.P. Elementos de MáquinasDocumento4 páginasAbraão Bragança - A.P. Elementos de MáquinasMeira da SilvaAinda não há avaliações
- Usinagem Por Brochamento PDFDocumento17 páginasUsinagem Por Brochamento PDFPaulo RicardoAinda não há avaliações
- Introdução à usinagem: processos, ferramentas e operaçõesDocumento33 páginasIntrodução à usinagem: processos, ferramentas e operaçõesBruno Grebin GasparottoAinda não há avaliações
- Processos de Furação IIDocumento20 páginasProcessos de Furação IIMateus Suassuna MedradoAinda não há avaliações
- Apostila de AjustagemDocumento24 páginasApostila de AjustagemIvo EtchepareAinda não há avaliações
- Usinagem - Relatório 1Documento9 páginasUsinagem - Relatório 1Felipe GomesAinda não há avaliações
- GuambitoDocumento18 páginasGuambitoNilso Cristóvão livele LiveleAinda não há avaliações
- Resumo de Manutenção Preditivo para Uma Fresadora Triaxial de Médio Porte PDFDocumento41 páginasResumo de Manutenção Preditivo para Uma Fresadora Triaxial de Médio Porte PDFTamires RossiAinda não há avaliações
- AlcindDocumento20 páginasAlcindNilso Cristóvão livele LiveleAinda não há avaliações
- Guilhotina mecânica: partes e cálculosDocumento10 páginasGuilhotina mecânica: partes e cálculosAureo Chaves0% (1)
- Desenho de montagem e tipos de rebites e soldadurasDocumento18 páginasDesenho de montagem e tipos de rebites e soldadurasNarcisio Félix CalecautouaAinda não há avaliações
- Conteúdo de Sala USIN IDocumento14 páginasConteúdo de Sala USIN IAnselmo FabrisAinda não há avaliações
- Afiar ferramentas de corteDocumento31 páginasAfiar ferramentas de corteilledratAinda não há avaliações
- Apostila - Qualificação Do Encanador - Parte IDocumento23 páginasApostila - Qualificação Do Encanador - Parte IDintreinamentos Qualificação IndustrialAinda não há avaliações
- BrochadeiraDocumento24 páginasBrochadeiraxavadaAinda não há avaliações
- Técnicas de fabricação de peças em chapa metálicaDocumento7 páginasTécnicas de fabricação de peças em chapa metálicaAjofre CompanhiaAinda não há avaliações
- Introdução às ferramentas manuaisDocumento9 páginasIntrodução às ferramentas manuaisGenilson SantosAinda não há avaliações
- 3 BrocasDocumento19 páginas3 Brocaslauraduartsantos28Ainda não há avaliações
- Apostila de Usinagem CompletaDocumento160 páginasApostila de Usinagem CompletaamorimmarianaAinda não há avaliações
- Máquinas OperatrizesDocumento61 páginasMáquinas OperatrizesCristiano RenataAinda não há avaliações
- Apostila de Usinagem CompletaDocumento160 páginasApostila de Usinagem Completarusmn4100% (3)
- MandrilhamentoDocumento6 páginasMandrilhamentoDiego SoaresAinda não há avaliações
- Uso de Software CAD 3D No Desenvolvimento de Ferramenta de DobraDocumento7 páginasUso de Software CAD 3D No Desenvolvimento de Ferramenta de DobranautilunsAinda não há avaliações
- UsinagemDocumento33 páginasUsinagemEmília Catarina PassosAinda não há avaliações
- Análise Das Estruturas de Ferramentas de Corte Da Usinagem.: Matheus Lima PintoDocumento18 páginasAnálise Das Estruturas de Ferramentas de Corte Da Usinagem.: Matheus Lima PintoCarlos Henrique SouzaAinda não há avaliações
- Tornos Mecânicos JoaoDocumento21 páginasTornos Mecânicos JoaoclaudeirAinda não há avaliações
- Brochadeira: história, tipos, brochamento e parâmetrosDocumento47 páginasBrochadeira: história, tipos, brochamento e parâmetrostuna121Ainda não há avaliações
- Relatorio FinalDocumento25 páginasRelatorio FinalMichel ZanonAinda não há avaliações
- Apostila de Fundamentos de Usinagem - 344 PDocumento344 páginasApostila de Fundamentos de Usinagem - 344 Pronesalves3100% (1)
- Capitulo 6Documento67 páginasCapitulo 6Jucimar OliveiraAinda não há avaliações
- Apostila YpeDocumento23 páginasApostila YpeAnisio FilhoAinda não há avaliações
- Cargos e Salarios P11Documento47 páginasCargos e Salarios P11Pedro Ivo Augusto MouraAinda não há avaliações
- RM NUCLEUS - Descrição Das Permissões Do Usuário Por Tipo de MovimentoDocumento2 páginasRM NUCLEUS - Descrição Das Permissões Do Usuário Por Tipo de MovimentoAlan FagundesAinda não há avaliações
- Inversor GoodWe GW15KLV-MT Tri 220VDocumento1 páginaInversor GoodWe GW15KLV-MT Tri 220VAdriano Das ChagasAinda não há avaliações
- Oferta e demanda no setor alimentício durante a pandemiaDocumento3 páginasOferta e demanda no setor alimentício durante a pandemiaLeticia VitalAinda não há avaliações
- Seminario IDocumento9 páginasSeminario IDa Silva CarlaAinda não há avaliações
- Apostila de Questões - MatemáticaDocumento119 páginasApostila de Questões - MatemáticaJúlia ScherrerAinda não há avaliações
- Forum 2Documento16 páginasForum 2Antonio RodriguesAinda não há avaliações
- LIVE+10 - Conteu Dos+Do+Mil+Ao+Milha O+2Documento2 páginasLIVE+10 - Conteu Dos+Do+Mil+Ao+Milha O+2ThiagoPaganiAinda não há avaliações
- Cibercrime e Computacao ForenseDocumento96 páginasCibercrime e Computacao ForenseTati LaraAinda não há avaliações
- Curso de Perfuração Direcional HalliburtonDocumento64 páginasCurso de Perfuração Direcional HalliburtonJuan Jose Montes GalarzaAinda não há avaliações
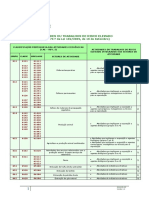
- Atividades de Risco Elevado CAEDocumento7 páginasAtividades de Risco Elevado CAESerralheiroAinda não há avaliações
- Orçamento Mão de Obra - Shop. Pop. PenhaDocumento1 páginaOrçamento Mão de Obra - Shop. Pop. PenhaFabio DantasAinda não há avaliações
- Manual de Normas Gráficas eSPapDocumento35 páginasManual de Normas Gráficas eSPapMiguel Augusto PmfAinda não há avaliações
- Procurador de Municipio MGDocumento31 páginasProcurador de Municipio MGmini amigo aventurasAinda não há avaliações
- Contrato EstipulanteDocumento9 páginasContrato EstipulanteHenrique MoreiraAinda não há avaliações
- Ato Administrativo 2 - Fernanda Paula OliveiraDocumento7 páginasAto Administrativo 2 - Fernanda Paula OliveiraHernane CostaAinda não há avaliações
- TJMT cria cargos em Núcleo de Recuperação JudicialDocumento268 páginasTJMT cria cargos em Núcleo de Recuperação JudicialJildonei LazzarettiAinda não há avaliações
- Sistema de Controle Eletromecânico de Posição de Motor DCDocumento9 páginasSistema de Controle Eletromecânico de Posição de Motor DCYuri da CostaAinda não há avaliações
- Apresentação IVA AngolaDocumento10 páginasApresentação IVA AngolaSELECT ACTIVE100% (1)
- E-Book - Como Calcular Estruturas Metálicas - 04.2021Documento58 páginasE-Book - Como Calcular Estruturas Metálicas - 04.2021Luis Carlos Martins AmaroAinda não há avaliações
- Contabilidade Operações Especiais IFRS NCRFDocumento2 páginasContabilidade Operações Especiais IFRS NCRFsaraAinda não há avaliações
- JDocumento5 páginasJLEONARDO RAMBO TAGLIETTIAinda não há avaliações
- MUROS DE CONTENÇÃO PERIFÉRICADocumento63 páginasMUROS DE CONTENÇÃO PERIFÉRICAEuclides RodriguesAinda não há avaliações
- 14 - UP40005-X-6NP00015 - Rev - 01 - Montagem - Paineis - Eletricos - CDocumento6 páginas14 - UP40005-X-6NP00015 - Rev - 01 - Montagem - Paineis - Eletricos - CMauro CostaAinda não há avaliações
- Marchetaria PDF FinalDocumento3 páginasMarchetaria PDF FinalPaulo Sergio Marin de Oliveira100% (1)
- Teste 1 - Avaliação Sumativa - Economia A - 11.º CDocumento5 páginasTeste 1 - Avaliação Sumativa - Economia A - 11.º CMaria Cremilde Henrique SilvaAinda não há avaliações
- Matemática e Matemática Financeira - Marcelo LeiteDocumento24 páginasMatemática e Matemática Financeira - Marcelo LeiteRony WelryAinda não há avaliações
- Update Firmware Controlador 750Documento16 páginasUpdate Firmware Controlador 750Bruno AlmeidaAinda não há avaliações
- HottSeat - Clinica de Dor Do ZeroDocumento21 páginasHottSeat - Clinica de Dor Do ZeroDavid Nicolás Esmeral OjedaAinda não há avaliações
- Reflexão Da Ufcd - Gastos de ProduçaoDocumento3 páginasReflexão Da Ufcd - Gastos de Produçaomelo_manuela_meloAinda não há avaliações
- Mecânica dos fluidos: Noções e aplicaçõesNo EverandMecânica dos fluidos: Noções e aplicaçõesNota: 3.5 de 5 estrelas3.5/5 (3)
- Registros de Representação Semiótica: Conversão e Tratamento em VetoresNo EverandRegistros de Representação Semiótica: Conversão e Tratamento em VetoresAinda não há avaliações