Você também pode gostar
- SPOLIN, Viola - Jogos Teatrais - O Fichário de Viola Spolin PDFDocumento48 páginasSPOLIN, Viola - Jogos Teatrais - O Fichário de Viola Spolin PDFGilberta Nogueira100% (9)
- Corrosão e Proteção dos MateriaisNo EverandCorrosão e Proteção dos MateriaisNota: 5 de 5 estrelas5/5 (1)
- Tratamentos térmicos e superficiais dos açosNo EverandTratamentos térmicos e superficiais dos açosNota: 4.5 de 5 estrelas4.5/5 (3)
- 1 Lista de Exercícios Corrosão (Respondida)Documento7 páginas1 Lista de Exercícios Corrosão (Respondida)Layane Érica50% (2)
- 10 - Microestrutura Dos Materiais MetálicosDocumento44 páginas10 - Microestrutura Dos Materiais MetálicosRicardo Thiessen100% (2)
- O mundo sem os humanos: a natureza reocuparia a TerraDocumento4 páginasO mundo sem os humanos: a natureza reocuparia a Terramarianaa00100% (2)
- Processos de Fundição em AreiaDocumento7 páginasProcessos de Fundição em AreiaLucas MarceloAinda não há avaliações
- Fundição e Solidificação de MetaisDocumento108 páginasFundição e Solidificação de MetaisCarol SolAinda não há avaliações
- Aços Fundidos: Classificação, Elaboração, Defeitos e FluidezDocumento61 páginasAços Fundidos: Classificação, Elaboração, Defeitos e FluidezSylvia Guarneri100% (1)
- Lingotamento Contínuo: Solidificação e DefeitosDocumento13 páginasLingotamento Contínuo: Solidificação e DefeitosSara GomesAinda não há avaliações
- Processos Metalúrgicos de Conformação - Fernando Penteado - BomDocumento27 páginasProcessos Metalúrgicos de Conformação - Fernando Penteado - BomsidneizAinda não há avaliações
- Curva de resfriamento, modelos de solidificação e defeitos em fundiçãoDocumento2 páginasCurva de resfriamento, modelos de solidificação e defeitos em fundiçãoGabriel PissolattoAinda não há avaliações
- AULA 1 e 2 - Processos de FundiçãoDocumento23 páginasAULA 1 e 2 - Processos de FundiçãoThiago AfonsoAinda não há avaliações
- Aços ARBL - Metalurgista Industrial 2Documento4 páginasAços ARBL - Metalurgista Industrial 2Jonathan ViníciusAinda não há avaliações
- Fanuel 2Documento11 páginasFanuel 2Joia chipaique ChipaiqueAinda não há avaliações
- FundicaoDocumento25 páginasFundicaoFernando AlbertoAinda não há avaliações
- Apostila MACROGRAFIADocumento20 páginasApostila MACROGRAFIABarros ElenildoAinda não há avaliações
- 0.0 PFM 1 - Fundição - ConceitosDocumento22 páginas0.0 PFM 1 - Fundição - ConceitosArk VadoAinda não há avaliações
- Apostila MACROGRAFIADocumento20 páginasApostila MACROGRAFIAMarcela AndradeAinda não há avaliações
- Trincas Causas e Metodos de Prevencao em Acos Estruturais SoldadosDocumento31 páginasTrincas Causas e Metodos de Prevencao em Acos Estruturais SoldadosTiago CamposAinda não há avaliações
- Quimica Pratica12Documento10 páginasQuimica Pratica12Ingrid WendlingAinda não há avaliações
- Soldagem - Aula 05 - Unidade 2 - Seção 2.2Documento44 páginasSoldagem - Aula 05 - Unidade 2 - Seção 2.2rokayw1Ainda não há avaliações
- Fundição e SolidificaçãoDocumento121 páginasFundição e SolidificaçãoMatheus LimaAinda não há avaliações
- Cristalização e solidificação de metaisDocumento16 páginasCristalização e solidificação de metaisJoseana PossidonioAinda não há avaliações
- Defeitos subestruturais materiaisDocumento101 páginasDefeitos subestruturais materiaisSilvio EduardoAinda não há avaliações
- Prática 13Documento11 páginasPrática 13TatynhaaAinda não há avaliações
- Processos de Fundição e SinterizaçãoDocumento30 páginasProcessos de Fundição e SinterizaçãoDavidson Soares da CostaAinda não há avaliações
- Efeitos da conformação mecânica no encruamento e anisotropias do aço SAE 1020Documento52 páginasEfeitos da conformação mecânica no encruamento e anisotropias do aço SAE 1020Patrick SpencerAinda não há avaliações
- P3Documento13 páginasP3gustavoAinda não há avaliações
- Avaliação On-Line 3 AOL 3Documento10 páginasAvaliação On-Line 3 AOL 3Fabio RicardoAinda não há avaliações
- Avaliação da corrosão de quatro ligas metálicas em condições de poço usando autoclaves de alta pressão e temperaturaDocumento14 páginasAvaliação da corrosão de quatro ligas metálicas em condições de poço usando autoclaves de alta pressão e temperaturacristianoluzAinda não há avaliações
- Fundição: processo, história e fenômenos da solidificaçãoDocumento64 páginasFundição: processo, história e fenômenos da solidificaçãoTaciane Barbosa Silva ReisAinda não há avaliações
- Lista 2 Fundição 14 em Diante RespostasDocumento10 páginasLista 2 Fundição 14 em Diante RespostasGuilherme AurelioAinda não há avaliações
- Propriedades dos materiaisDocumento7 páginasPropriedades dos materiaisJulio cesarAinda não há avaliações
- Fundição e Seus Processos e VariaveisDocumento21 páginasFundição e Seus Processos e VariaveislucasAinda não há avaliações
- Apostila - Introdução A Brasagem e Solda Branda PDFDocumento47 páginasApostila - Introdução A Brasagem e Solda Branda PDFIcaro DiasAinda não há avaliações
- Materiais Não FerrososDocumento77 páginasMateriais Não FerrososJailton MartinsAinda não há avaliações
- Quimica Geral e TecnologiaDocumento13 páginasQuimica Geral e TecnologiaFabrício de OliveiraAinda não há avaliações
- Ensaios macrográficos de materiais metálicosDocumento20 páginasEnsaios macrográficos de materiais metálicosDiego Bonfa Silva0% (1)
- Metalurgia Da Soldagem 01Documento15 páginasMetalurgia Da Soldagem 01Bruno CardosoAinda não há avaliações
- Canais e Massalotes 1Documento21 páginasCanais e Massalotes 1Jerson PassigAinda não há avaliações
- 1 Atividade Avaliativa IndividualDocumento4 páginas1 Atividade Avaliativa Individualsandro ViannaAinda não há avaliações
- Processos de fabricação por fundiçãoDocumento74 páginasProcessos de fabricação por fundiçãolndpiAinda não há avaliações
- Introdução à FundiçãoDocumento96 páginasIntrodução à FundiçãoMarília RosatoAinda não há avaliações
- Transformações de Fases em MetaisDocumento17 páginasTransformações de Fases em MetaisFelipe FelixAinda não há avaliações
- Ensaio de DurezaDocumento18 páginasEnsaio de DurezaAntonio Teodoro Dutra JúniorAinda não há avaliações
- Inclusões de Re-Oxidação e Bolhas de Ar Preso Formadas Durante o Preenchimento Turbulento de Peças FundidasDocumento21 páginasInclusões de Re-Oxidação e Bolhas de Ar Preso Formadas Durante o Preenchimento Turbulento de Peças FundidasEduardo OliveiraAinda não há avaliações
- Módulos sobre metalurgia e ensaios mecânicos em soldagemDocumento368 páginasMódulos sobre metalurgia e ensaios mecânicos em soldagemrodrigoguerreiroAinda não há avaliações
- Deformação Plastica MetaisDocumento10 páginasDeformação Plastica MetaisRogério CAinda não há avaliações
- 26.09 11h45 Efeito Do Sistema de Canais Na Geração de Defeitos de Fundição R FuocoDocumento22 páginas26.09 11h45 Efeito Do Sistema de Canais Na Geração de Defeitos de Fundição R FuocoJoão ViniciusAinda não há avaliações
- Aula 4Documento22 páginasAula 4Demóstenes Vaz de OliveiraAinda não há avaliações
- Processos de fundiçãoDocumento108 páginasProcessos de fundiçãoTalwaniAinda não há avaliações
- Ensaio de Oxidação de AçosDocumento20 páginasEnsaio de Oxidação de AçosGuilherme Dias zarurAinda não há avaliações
- Aços Inoxidáveis - Corrosão E Métodos Para DetecçãoNo EverandAços Inoxidáveis - Corrosão E Métodos Para DetecçãoAinda não há avaliações
- Dimensionamento de elementos e ligações em estruturas de açoNo EverandDimensionamento de elementos e ligações em estruturas de açoAinda não há avaliações
- Processos de decapagem, laminação a frio e recozimento de produtos planos de açoNo EverandProcessos de decapagem, laminação a frio e recozimento de produtos planos de açoAinda não há avaliações
- Projeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMENo EverandProjeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMEAinda não há avaliações
- Análise das tensões em estruturas de concreto devido a variações de temperatura entre os anos de 2009 e 2018No EverandAnálise das tensões em estruturas de concreto devido a variações de temperatura entre os anos de 2009 e 2018Ainda não há avaliações
- Modelagem matemática do fluxo de líquidos no cadinho de alto-fornoNo EverandModelagem matemática do fluxo de líquidos no cadinho de alto-fornoAinda não há avaliações
- Série Didática para o Apoio a Formação de Professores de Química: Volume 2: MoléculasNo EverandSérie Didática para o Apoio a Formação de Professores de Química: Volume 2: MoléculasNota: 5 de 5 estrelas5/5 (1)
- Estudo de Caso - Aços Inox Fundidos - Ferrita DeltaDocumento25 páginasEstudo de Caso - Aços Inox Fundidos - Ferrita Deltathiago_oenningAinda não há avaliações
- Apostila - Aços Fundidos - Parte IDocumento46 páginasApostila - Aços Fundidos - Parte Ithiago_oenningAinda não há avaliações
- Estudo de Caso - Aço CF8M - DesmoldagemDocumento6 páginasEstudo de Caso - Aço CF8M - Desmoldagemthiago_oenningAinda não há avaliações
- Aços Fundidos - Elaboração e DefeitosDocumento118 páginasAços Fundidos - Elaboração e Defeitosthiago_oenningAinda não há avaliações
- APOSTILA LínguaPortuguesaDocumento110 páginasAPOSTILA LínguaPortuguesaAlessandro TorrezaniAinda não há avaliações
- Softwares para TopografiaDocumento99 páginasSoftwares para TopografialauraAinda não há avaliações
- Acupuntura Estetica Modulo 1Documento38 páginasAcupuntura Estetica Modulo 1Claudio Solano100% (1)
- Desenvolvimento de Um Instrumento Brasileiro para Avaliação Da Cultura OrganizacionalDocumento10 páginasDesenvolvimento de Um Instrumento Brasileiro para Avaliação Da Cultura OrganizacionalDavi Akintolá Ferreira de OliveiraAinda não há avaliações
- Fisioterapia e Ventilação MecânicaDocumento10 páginasFisioterapia e Ventilação MecânicaLeonardo Da Silva AlvesAinda não há avaliações
- Português Atividade 3 AnoDocumento27 páginasPortuguês Atividade 3 AnoeulerosilvaAinda não há avaliações
- Lista de exercícios avaliativa de circuitos digitaisDocumento4 páginasLista de exercícios avaliativa de circuitos digitaisElder SantosAinda não há avaliações
- Engenharia de Saneamento Básico e Ambiental - 400h - Inbec MGDocumento8 páginasEngenharia de Saneamento Básico e Ambiental - 400h - Inbec MGCarlos OliveiraAinda não há avaliações
- Manejo integrado das pragas da mandiocaDocumento17 páginasManejo integrado das pragas da mandiocaIraci RosaAinda não há avaliações
- Formação Identidade e Relação Pais-FilhosDocumento16 páginasFormação Identidade e Relação Pais-FilhosFelix Nungo FmnAinda não há avaliações
- Charge, Texto de Divulgação Científica e Reportagem - 3º Ao 5º AnoDocumento4 páginasCharge, Texto de Divulgação Científica e Reportagem - 3º Ao 5º Anoadrielebarbosa12Ainda não há avaliações
- Diario Oficial 2022-01-10 CompletoDocumento94 páginasDiario Oficial 2022-01-10 CompletoDias de Visitas PSMA1Ainda não há avaliações
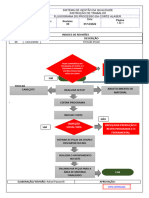
- 10 FLUXO CORTE LASER - Revisado 21-07-2020Documento1 página10 FLUXO CORTE LASER - Revisado 21-07-2020Rafael PassarelliAinda não há avaliações
- Lista 02Documento4 páginasLista 02rubens alvesAinda não há avaliações
- Tratado Dos 256 Odus de Ifa Brasil 2 PDF FreeDocumento6 páginasTratado Dos 256 Odus de Ifa Brasil 2 PDF FreeWildslay RodriguesAinda não há avaliações
- Matrizes Determinantes IIDocumento2 páginasMatrizes Determinantes IIRonaldo NdalaAinda não há avaliações
- Dívida pública em Moçambique: análise da sustentabilidade e implicações do acordo do Conselho ConstitucionalDocumento39 páginasDívida pública em Moçambique: análise da sustentabilidade e implicações do acordo do Conselho ConstitucionalErnesto Alvaro Mussa100% (1)
- Gestao Empresarial 2015Documento74 páginasGestao Empresarial 2015Ernane Rufino E DorisAinda não há avaliações
- Horóscopo detalhado: elementos, planetas e ascendenteDocumento26 páginasHoróscopo detalhado: elementos, planetas e ascendenteMatheus Sousa DafiAinda não há avaliações
- Orçamento Reparos Drive Yaskawa - OS 40.162Documento2 páginasOrçamento Reparos Drive Yaskawa - OS 40.162Marcelo JesusAinda não há avaliações
- Resenha Critica TLDocumento3 páginasResenha Critica TLMariana MendesAinda não há avaliações
- Gestão Património EstadoDocumento50 páginasGestão Património Estadocassimo luis mundimoAinda não há avaliações
- Avaliação NR 11 - Empilhadeira - AlunoDocumento3 páginasAvaliação NR 11 - Empilhadeira - AlunoJoão Batista Leonel100% (2)
- Apostila ENGEMAN - Modulo BásicoDocumento82 páginasApostila ENGEMAN - Modulo BásicoRoberto PriscilaAinda não há avaliações
- O animal satisfeito dorme: alerta contra acomodação e estagnaçãoDocumento42 páginasO animal satisfeito dorme: alerta contra acomodação e estagnaçãoEmmy BortoletoAinda não há avaliações
- Finanças Pessoais e InvestimentosDocumento17 páginasFinanças Pessoais e InvestimentosMiguelSalgadoAinda não há avaliações
- Os 222 Anos Da Família Fontenele Na Localidade Jacareí de BaixoDocumento3 páginasOs 222 Anos Da Família Fontenele Na Localidade Jacareí de BaixoSílvio FonteneleAinda não há avaliações
- Como Obama consegue ser produtivoDocumento4 páginasComo Obama consegue ser produtivoMoby Sport OficialAinda não há avaliações