Você também pode gostar
- 2 Aula - B) - Fundição Dos Ferros FundidosDocumento68 páginas2 Aula - B) - Fundição Dos Ferros FundidospereiramouranelsonAinda não há avaliações
- Ligas Metálicas Ferrosas - FinalDocumento20 páginasLigas Metálicas Ferrosas - FinalpereiramcfAinda não há avaliações
- Classificação Dos Aços e Tratamentos SuperficiaisDocumento29 páginasClassificação Dos Aços e Tratamentos SuperficiaisWenderson FerreiraAinda não há avaliações
- As Ligas Met+ílicasDocumento50 páginasAs Ligas Met+ílicasalcimar_junior100% (1)
- Ferro FundidoDocumento14 páginasFerro FundidoLucasCauAinda não há avaliações
- IntroduçãoDocumento43 páginasIntroduçãofagner ribeiroAinda não há avaliações
- CTM FerrososDocumento23 páginasCTM FerrosospereiramcfAinda não há avaliações
- Metais Ligas-FerrosasDocumento56 páginasMetais Ligas-FerrosasJefferson MachadoAinda não há avaliações
- 3 - Aços Ligados DaviDocumento53 páginas3 - Aços Ligados DaviguilhermeAinda não há avaliações
- Unidade 6 - Aços Comuns e Aços LigadosDocumento42 páginasUnidade 6 - Aços Comuns e Aços LigadosJoão Victor BertoldoAinda não há avaliações
- Aula - FofoCinzentoDocumento65 páginasAula - FofoCinzentoIsaque CarvalhoAinda não há avaliações
- Trabalho Ferros FundidosDocumento9 páginasTrabalho Ferros FundidosVictor Sampaio UFPIAinda não há avaliações
- 5 - Aços e Ferros FundidosDocumento23 páginas5 - Aços e Ferros FundidosJuliana OliveiraAinda não há avaliações
- Metais Ferrosos e Não Ferrosos Vol.2 2020Documento83 páginasMetais Ferrosos e Não Ferrosos Vol.2 2020Guilherme FernandesAinda não há avaliações
- 04.3.CTM-Metais III-Ferro FundidoDocumento18 páginas04.3.CTM-Metais III-Ferro FundidoMiguel QueirosAinda não há avaliações
- Apostila - TMC I 2023Documento185 páginasApostila - TMC I 2023Guilherme FernandesAinda não há avaliações
- Ferro Fundido CinzentoDocumento37 páginasFerro Fundido CinzentoDAVI ARCANJO SILVA BADARÓAinda não há avaliações
- 1.2 Elementos de Liga Res.17.2Documento82 páginas1.2 Elementos de Liga Res.17.2gaborinAinda não há avaliações
- (Apostila) Prática de Manutenção - SENAIDocumento106 páginas(Apostila) Prática de Manutenção - SENAIEduardo BandeiraAinda não há avaliações
- Ferro FundidoDocumento15 páginasFerro FundidoRudney Bonin HerkenhoffAinda não há avaliações
- Ferros FundidosDocumento46 páginasFerros FundidosErifeos Eri FeosAinda não há avaliações
- Aula 4Documento22 páginasAula 4Demóstenes Vaz de OliveiraAinda não há avaliações
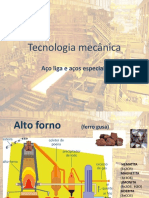
- Aço Liga e Aços EspeciaisDocumento19 páginasAço Liga e Aços EspeciaisPaulo Sergio FaleirosAinda não há avaliações
- Processos de Fabricação I Aula 4 Ligas Metálicas FerrosasDocumento20 páginasProcessos de Fabricação I Aula 4 Ligas Metálicas FerrosasJose Roberto dos SantosAinda não há avaliações
- APOSTILA - AÇOS E LIGAS METALICAS DIAGRAMA FeCDocumento38 páginasAPOSTILA - AÇOS E LIGAS METALICAS DIAGRAMA FeCLETICIA ALCANTARA DA SILVAAinda não há avaliações
- Aula 4-Diagrama Ferro Carbono e TT ReduzidoDocumento42 páginasAula 4-Diagrama Ferro Carbono e TT ReduzidoJulia de OliveiraAinda não há avaliações
- Ferro Fundido2Documento17 páginasFerro Fundido2Anderson SantosAinda não há avaliações
- MC1-Aula 3Documento37 páginasMC1-Aula 3Martin MitsengaAinda não há avaliações
- Acoligaapresentacao 111019051245 Phpapp01Documento44 páginasAcoligaapresentacao 111019051245 Phpapp01Paulo Sergio FaleirosAinda não há avaliações
- Aula MetaisDocumento33 páginasAula MetaisRenanAinda não há avaliações
- Ligas FerrosasDocumento0 páginaLigas Ferrosasmendes007Ainda não há avaliações
- Aula 11 Ligas Met LicasDocumento47 páginasAula 11 Ligas Met LicasAndre DantasAinda não há avaliações
- Apostila de Materiais-2018Documento56 páginasApostila de Materiais-2018Thiago lopesAinda não há avaliações
- Tipos de Aço e Sua ClassificaçãoDocumento8 páginasTipos de Aço e Sua ClassificaçãoRenato MantaAinda não há avaliações
- Aula 2 - Metalurgia e Ligas MetálicasDocumento39 páginasAula 2 - Metalurgia e Ligas MetálicasArthur MotaAinda não há avaliações
- 30052019135245aula 5 - Ligas MetálicasDocumento63 páginas30052019135245aula 5 - Ligas MetálicasTúlioAndréPaivaAinda não há avaliações
- Materiais Ferrosos e Não FerrososDocumento18 páginasMateriais Ferrosos e Não Ferrososyuran bulhaAinda não há avaliações
- Materiais Metálicos 22-1Documento66 páginasMateriais Metálicos 22-1Luisinho Luis CesarAinda não há avaliações
- Tipos de Ferro FundidoDocumento22 páginasTipos de Ferro FundidoPatricia BrandAinda não há avaliações
- ID (591 - 3) - Metais e Ligas MetálicasDocumento37 páginasID (591 - 3) - Metais e Ligas MetálicasLuis CidAinda não há avaliações
- Parte 05 - Classificação Dos AçosDocumento26 páginasParte 05 - Classificação Dos AçosHalleyWeltherJacquesDiasAinda não há avaliações
- Tecnologias e Processos Industriais: Presidência Da República Federativa Do BrasilDocumento42 páginasTecnologias e Processos Industriais: Presidência Da República Federativa Do BrasilSuzy GuiAinda não há avaliações
- Ligas Metalicas Ferrosas - AçoDocumento53 páginasLigas Metalicas Ferrosas - AçoJoão Diego Feitosa100% (1)
- Ligas Metálicas - Aço (Introdução A Química - 1S )Documento4 páginasLigas Metálicas - Aço (Introdução A Química - 1S )rodrigosilva1320Ainda não há avaliações
- Aço CarbonoDocumento9 páginasAço CarbonoJonasJesus100% (1)
- Soldabilidade Dos Acos Carb e Acos LigaDocumento12 páginasSoldabilidade Dos Acos Carb e Acos LigaMoises De Jesus MachadoAinda não há avaliações
- Aula - 08 - Ligas Metalicas Ferrosas - A+ºoDocumento53 páginasAula - 08 - Ligas Metalicas Ferrosas - A+ºoFelipe HossAinda não há avaliações
- EFEITO Elementos de Liga Nos Aços PDFDocumento32 páginasEFEITO Elementos de Liga Nos Aços PDFmarcotulio123Ainda não há avaliações
- Aula 3Documento55 páginasAula 3pereiramcfAinda não há avaliações
- Ligas Metalicas FerrosasDocumento42 páginasLigas Metalicas FerrosasFabricio DalpiazAinda não há avaliações
- Ferro FundidoDocumento64 páginasFerro FundidoDemóstenes Vaz de OliveiraAinda não há avaliações
- 11 - Selecao MateriaisDocumento19 páginas11 - Selecao MateriaisEmerson AgostinhoAinda não há avaliações
- Classificação Dos AçosDocumento29 páginasClassificação Dos AçosMateus MadeiraAinda não há avaliações
- Ferro Fundido BrancoDocumento10 páginasFerro Fundido BrancoJuliana NovaesAinda não há avaliações
- Aula2-Diagrama Ferro CarbonoDocumento57 páginasAula2-Diagrama Ferro CarbonoPaulo Leonardo Jacobussi SemeghiniAinda não há avaliações
- Aula ConformaçãoDocumento74 páginasAula ConformaçãoJunior DalcanalAinda não há avaliações
- Introdução A Elementos Metálicos - ResumoDocumento10 páginasIntrodução A Elementos Metálicos - ResumoCaio KuribayashiAinda não há avaliações
- Aula 5.2 Definição de Aço e Ferro FundidoDocumento52 páginasAula 5.2 Definição de Aço e Ferro FundidoGabriel De Andrade Janene GoniniAinda não há avaliações
- Avaliação Geral de Português 7º Ano 2017 - PenínsulaDocumento6 páginasAvaliação Geral de Português 7º Ano 2017 - PenínsulaLuciana NoronhaAinda não há avaliações
- Design Cultural: IntroduçãoDocumento54 páginasDesign Cultural: IntroduçãoDicas de FabyAinda não há avaliações
- Diario de Um Garoto ElasticoDocumento68 páginasDiario de Um Garoto ElasticoValdenir MoraisAinda não há avaliações
- Existência - Wikipédia, A Enciclopédia LivreDocumento2 páginasExistência - Wikipédia, A Enciclopédia LivreHeitor CamposAinda não há avaliações
- História 6° ANoDocumento3 páginasHistória 6° ANoGabriel Rodrigues de OliveiraAinda não há avaliações
- Aula 03 01 SlideDocumento18 páginasAula 03 01 SlideDiego SilvaAinda não há avaliações
- Fundamentos Do Biomagnetismo MedicinalDocumento33 páginasFundamentos Do Biomagnetismo MedicinalJulaniAinda não há avaliações
- SEI - UFU - 2233952 - EditalDocumento15 páginasSEI - UFU - 2233952 - EditalMeu HomemAinda não há avaliações
- Apostila de Lei Do Inquilinato AtualizadaDocumento23 páginasApostila de Lei Do Inquilinato AtualizadaWickeniAinda não há avaliações
- Esquemas de ReforçoDocumento19 páginasEsquemas de ReforçoVictoria SantiagoAinda não há avaliações
- Aplicacao Da Tecnica de Kaizen em Uma Industria de Materiais Plasticos 0 0Documento15 páginasAplicacao Da Tecnica de Kaizen em Uma Industria de Materiais Plasticos 0 0evandirAinda não há avaliações
- Treinamento BetoneiraDocumento31 páginasTreinamento BetoneiraJose MartinsAinda não há avaliações
- Estrategia de Crescimento Organico No InstagramDocumento6 páginasEstrategia de Crescimento Organico No InstagramThiago BarcgoAinda não há avaliações
- Fotografe Tecnica & Pratica #43Documento68 páginasFotografe Tecnica & Pratica #43DomLuckyAinda não há avaliações
- HumanasDocumento13 páginasHumanasjhon100% (1)
- Apr DemoliçãoDocumento3 páginasApr DemoliçãoSilvano Aparecido100% (1)
- A Ação Dos Sismos Sobre Os EdifíciosDocumento38 páginasA Ação Dos Sismos Sobre Os EdifíciosAntónio CaldeiraAinda não há avaliações
- Plano Contingencia Sarampo 2016 10 Ago PDFDocumento66 páginasPlano Contingencia Sarampo 2016 10 Ago PDFThales Gustavo MenezesAinda não há avaliações
- The Shining - Literatura e Cinema Pós-68Documento26 páginasThe Shining - Literatura e Cinema Pós-68Du CarnielAinda não há avaliações
- Texto 5 - Familia Violenta Teoria EcologicaDocumento14 páginasTexto 5 - Familia Violenta Teoria Ecologicanegro2sterAinda não há avaliações
- 10Q NL (Teste1) Out2020 x3Documento7 páginas10Q NL (Teste1) Out2020 x3Manuel OliveiraAinda não há avaliações
- Universidade Federal de Itajubá Laboratório de Eletrônica Básica I - Eeli11Documento2 páginasUniversidade Federal de Itajubá Laboratório de Eletrônica Básica I - Eeli11Pedro LeiteAinda não há avaliações
- Os Jogos Na Educação InfantilDocumento6 páginasOs Jogos Na Educação InfantilNEUSA PINHEIRO DOS PASSOS GOTOAinda não há avaliações
- AULA 02 - DidáticaDocumento4 páginasAULA 02 - DidáticaAline Goulart SchneiderAinda não há avaliações
- TD 02 de Português - Int de TextoDocumento4 páginasTD 02 de Português - Int de Textoarienejuliao44Ainda não há avaliações
- BOD Estufa Incubadora Com FotoperíodoDocumento7 páginasBOD Estufa Incubadora Com FotoperíodoValnei SouzaAinda não há avaliações
- Aula 11Documento13 páginasAula 11Pam ReginaAinda não há avaliações
- Prof +Tine+-+NO+MUNDO+DA+MATEMÁTICADocumento168 páginasProf +Tine+-+NO+MUNDO+DA+MATEMÁTICA210216 NICOLLE NOGUEIRA LIMAAinda não há avaliações
- Tese Paulo Fernando de SouzaDocumento344 páginasTese Paulo Fernando de SouzaMarcelo RamosAinda não há avaliações
- BR-Rentokil-K Othrine CE 25-PT-SDS 01 Technical SheetDocumento2 páginasBR-Rentokil-K Othrine CE 25-PT-SDS 01 Technical Sheetdaruma1840Ainda não há avaliações