Você também pode gostar
- Processos Industriais: Unidade de Extração SupercríticaNo EverandProcessos Industriais: Unidade de Extração SupercríticaNota: 3.5 de 5 estrelas3.5/5 (3)
- Processo de Produção de CeluloseDocumento11 páginasProcesso de Produção de CeluloseFmendonca08Ainda não há avaliações
- Meu Primeiro Aquário Tudo o que você Precisa saber para Começar a Cuidar dos PeixesNo EverandMeu Primeiro Aquário Tudo o que você Precisa saber para Começar a Cuidar dos PeixesAinda não há avaliações
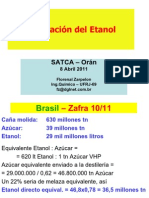
- Definição e Operação de Uma Instalação de Produção de BioetanolDocumento6 páginasDefinição e Operação de Uma Instalação de Produção de BioetanolScribdTranslationsAinda não há avaliações
- Tratamento de Lodos de Estações de Tratamento de ÁguaNo EverandTratamento de Lodos de Estações de Tratamento de ÁguaAinda não há avaliações
- Curso EvaporaçãoDocumento83 páginasCurso EvaporaçãoPaulo Henrique Conti0% (1)
- Biodiesel de Óleo de Babaçu por Destilação ReativaNo EverandBiodiesel de Óleo de Babaçu por Destilação ReativaAinda não há avaliações
- Relatório Quimica Destilação Simples e FracionadaDocumento13 páginasRelatório Quimica Destilação Simples e FracionadaFormatPcs100% (2)
- Trabalho Sobre EvaporaçãoDocumento28 páginasTrabalho Sobre EvaporaçãoMarcos VidalAinda não há avaliações
- Aula SecagemDocumento18 páginasAula SecagemCamilla SilvaAinda não há avaliações
- Aula SecagemDocumento18 páginasAula SecagemCamilla SilvaAinda não há avaliações
- Caldeiras - Preservação, Lavagem e HibernaçãoDocumento41 páginasCaldeiras - Preservação, Lavagem e Hibernaçãoorea1Ainda não há avaliações
- Clarificacao CervejaDocumento37 páginasClarificacao CervejacandidoramosAinda não há avaliações
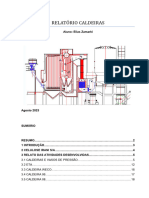
- RELATÓRIODocumento41 páginasRELATÓRIOeliaszamarkiAinda não há avaliações
- Aula 1Documento10 páginasAula 1DanielPiauAinda não há avaliações
- Na Indústria CervejeiraDocumento3 páginasNa Indústria CervejeiraMauricio MenezesAinda não há avaliações
- EVAP T.A.S.T.E. DE BTnovo PDFDocumento14 páginasEVAP T.A.S.T.E. DE BTnovo PDFpessoniAinda não há avaliações
- Aula 6. Balanço de Massa em Processos Com Reciclo, Desvio e Purga PDFDocumento22 páginasAula 6. Balanço de Massa em Processos Com Reciclo, Desvio e Purga PDFLéya Mateus50% (2)
- Situação de Aprendizagem de Evaporação QuímicaDocumento3 páginasSituação de Aprendizagem de Evaporação QuímicaLaurynetoAinda não há avaliações
- 01 DestilacionFlorenalZarpelonDocumento53 páginas01 DestilacionFlorenalZarpelonwaltermtAinda não há avaliações
- Aula 02 Bromatologia - Umidade e CinzasDocumento50 páginasAula 02 Bromatologia - Umidade e CinzasNeli Neves Serra NevesAinda não há avaliações
- Caldeira de Leito FluidizadoDocumento47 páginasCaldeira de Leito FluidizadoNilsonAinda não há avaliações
- Relatóorio Oxigenio ConsumidoDocumento15 páginasRelatóorio Oxigenio ConsumidoDanidandolini100% (1)
- Fluxograma CervejariaDocumento15 páginasFluxograma CervejariaFernanda CuryAinda não há avaliações
- Aula 8 Umidade e CinzasDocumento47 páginasAula 8 Umidade e CinzasManu100% (1)
- Aula 8 Umidade e CinzasDocumento47 páginasAula 8 Umidade e Cinzasthaila verena pinho de jesusAinda não há avaliações
- Processo Industrial No Setor SucroálcooleiroDocumento8 páginasProcesso Industrial No Setor SucroálcooleiroSandra SantanaAinda não há avaliações
- Tratamento Do Caldo e Processo de Fabricação de AçúcarDocumento10 páginasTratamento Do Caldo e Processo de Fabricação de Açúcarmarianne2017Ainda não há avaliações
- Trabalho Cip Rev.01Documento17 páginasTrabalho Cip Rev.01Qualidade 2 Avante IngredientesAinda não há avaliações
- Técnicas de Açúcar e Álcool: Professor KlauberDocumento30 páginasTécnicas de Açúcar e Álcool: Professor KlauberKlauber MacedoAinda não há avaliações
- CachacaDocumento34 páginasCachacaLily PaixãoAinda não há avaliações
- Tecnologia e Química de Fabricação de Polpas Celulósicas 5Documento40 páginasTecnologia e Química de Fabricação de Polpas Celulósicas 5José MontanherAinda não há avaliações
- Capitulo 3 - Carvao VagetalDocumento37 páginasCapitulo 3 - Carvao Vagetaljasiel limaAinda não há avaliações
- Processos Industriais FermentativosDocumento58 páginasProcessos Industriais FermentativosLuciano Costa100% (1)
- Metodologia Sólidos Totais, Fixo e VoláteisDocumento12 páginasMetodologia Sólidos Totais, Fixo e VoláteisAdauto AguiarAinda não há avaliações
- Tratamento de AguaDocumento9 páginasTratamento de AguaRodrigo Silva GonçalvesAinda não há avaliações
- Fala Caldeiras FinalDocumento7 páginasFala Caldeiras FinalPedro SoaresAinda não há avaliações
- Mudança No Tratamento de Água para CaldeiraDocumento4 páginasMudança No Tratamento de Água para Caldeiraorea1Ainda não há avaliações
- Tabela 3 - Umidade Alerta de Alguns Alimentos, Assumindo Aa 0,70 e Alimentos Umidade de Alerta (%)Documento5 páginasTabela 3 - Umidade Alerta de Alguns Alimentos, Assumindo Aa 0,70 e Alimentos Umidade de Alerta (%)Nuza Gonçalves CarneiroAinda não há avaliações
- EvaporaçãoDocumento57 páginasEvaporaçãoElias SilvaAinda não há avaliações
- Processo de Produção Do Cimento Tipo PortlandDocumento32 páginasProcesso de Produção Do Cimento Tipo PortlandJosé Carlos Medeiros Vieira100% (1)
- Apostila Básica - Ciclo de RecuperaçãoDocumento40 páginasApostila Básica - Ciclo de RecuperaçãoIshellJR75% (4)
- ConservaçãoDocumento60 páginasConservaçãoGabriela GonçalvesAinda não há avaliações
- Relatorio Qualidade Da AguaDocumento8 páginasRelatorio Qualidade Da AguaGabryela NardyAinda não há avaliações
- Resumo Controle Físico-Químico VeterináriaDocumento37 páginasResumo Controle Físico-Químico VeterináriaGiovanna CherubiniAinda não há avaliações
- Aula 05 - Processos Qimicos - Purga - PreDocumento48 páginasAula 05 - Processos Qimicos - Purga - Preleticiakuster1Ainda não há avaliações
- Fermentação Acetono-ButanólicaDocumento15 páginasFermentação Acetono-ButanólicaRafael PinheiroAinda não há avaliações
- Aplicacoes de Trocadores A Placas Na Usina de Acucar e AlcoolDocumento36 páginasAplicacoes de Trocadores A Placas Na Usina de Acucar e AlcoolClaudio Luiz YoshiiAinda não há avaliações
- RALF - Reator Anaeróbio de Manto de Lodo e Fluxo Ascendente PDFDocumento24 páginasRALF - Reator Anaeróbio de Manto de Lodo e Fluxo Ascendente PDFklaus.1Ainda não há avaliações
- 2015 - Produção, Distribuição e Utilização de Vapor 2ºDocumento12 páginas2015 - Produção, Distribuição e Utilização de Vapor 2ºJoaoAinda não há avaliações
- Fabricação de AçucarDocumento30 páginasFabricação de Açucarjuliomonise100% (1)
- Op1 Prática - DestilaçãoDocumento7 páginasOp1 Prática - DestilaçãoVictor Hugo AlvesAinda não há avaliações
- 22 Procedimentos para FermentacaoDocumento61 páginas22 Procedimentos para FermentacaoWander SilvaAinda não há avaliações
- EVAPORAÇÃO - PPTX - 2Documento31 páginasEVAPORAÇÃO - PPTX - 2alcidanAinda não há avaliações
- POP DeionizadorDocumento6 páginasPOP DeionizadorLuis SilvaAinda não há avaliações
- Processamento de Pêssego em CaldaDocumento13 páginasProcessamento de Pêssego em CaldaDaiane de Souza Dias100% (2)
- Evaporação - Produçao AçucarDocumento18 páginasEvaporação - Produçao AçucarPatrícia CoelhoAinda não há avaliações
- Fórmulas SaneamentoDocumento2 páginasFórmulas SaneamentoSamir CalheiroAinda não há avaliações
- Relatorio Destilação SimplesDocumento11 páginasRelatorio Destilação SimplesBianca LorenaAinda não há avaliações
- Carta de ApresentaçãoDocumento1 páginaCarta de ApresentaçãoJosé AscensaoAinda não há avaliações
- Resumos - Sustentabilidade e Ecologia IndustrialDocumento44 páginasResumos - Sustentabilidade e Ecologia IndustrialJosé AscensaoAinda não há avaliações
- SMP Aula8 Abertura de AnelDocumento39 páginasSMP Aula8 Abertura de AnelJosé AscensaoAinda não há avaliações
- Explique de Que Modo o Processo de Inibição Da Transcrição de Genes e o Processamento Alternativo Contribuem para A Diferenciação CelularDocumento1 páginaExplique de Que Modo o Processo de Inibição Da Transcrição de Genes e o Processamento Alternativo Contribuem para A Diferenciação CelularJosé Ascensao0% (1)
- Influencia Da Temperatura e Da Humidade Na Velocidade Do SomDocumento2 páginasInfluencia Da Temperatura e Da Humidade Na Velocidade Do SomJosé Ascensao100% (1)
- Avac Cenfic PPDocumento115 páginasAvac Cenfic PPJorge FaustinoAinda não há avaliações
- Exercícios de Revisão Quantidade de MatériaDocumento1 páginaExercícios de Revisão Quantidade de MatériaJosé GomesAinda não há avaliações
- Efeito FotoeletricoDocumento13 páginasEfeito FotoeletricocleriocarneirojrAinda não há avaliações
- Tipos de Tintas (Base Resina)Documento3 páginasTipos de Tintas (Base Resina)Mariana BampaAinda não há avaliações
- Osmose, Osmolaridade e Tonicidade: Transporte de Água e Regulação Do Volume Celular - Prof. Ricardo Leão FMRP-USPDocumento31 páginasOsmose, Osmolaridade e Tonicidade: Transporte de Água e Regulação Do Volume Celular - Prof. Ricardo Leão FMRP-USPFelipe Carvalho CortezAinda não há avaliações
- NT 02 TCDocumento12 páginasNT 02 TC084250Ainda não há avaliações
- P Coligativas2023Documento6 páginasP Coligativas2023Wendy TeixeiraAinda não há avaliações
- Professor Evandro VianaDocumento17 páginasProfessor Evandro VianaEvandroVianaAinda não há avaliações
- SÍNTESE DO K3 (MN (C2O4) 3) .3H2ODocumento11 páginasSÍNTESE DO K3 (MN (C2O4) 3) .3H2OJULIANA DINIZ DE BARROS KUNTZAinda não há avaliações
- Apostila de Química 1° Ano CN - 2° Bi (12014)Documento12 páginasApostila de Química 1° Ano CN - 2° Bi (12014)Jacqueline AlexandrinoAinda não há avaliações
- Transmissor de Pressão LD-301Documento45 páginasTransmissor de Pressão LD-301Jardânia GardêniaAinda não há avaliações
- Lista 11 - Ligações Iônicas PDFDocumento3 páginasLista 11 - Ligações Iônicas PDFGiovanni SeverinoAinda não há avaliações
- Destilação Por Arraste de VaporDocumento7 páginasDestilação Por Arraste de VaporEduarda FagundesAinda não há avaliações
- Aula 02 - Introdução Às Operações UnitáriasDocumento24 páginasAula 02 - Introdução Às Operações UnitáriasProfa Vanessa MonteiroAinda não há avaliações
- Estrutura Dos Solidos Cristalinos PDFDocumento55 páginasEstrutura Dos Solidos Cristalinos PDFEdinedsonferreiraAinda não há avaliações
- De Orbitais Âtomicos A Orbitais MolecularesDocumento42 páginasDe Orbitais Âtomicos A Orbitais MolecularesRebecaAinda não há avaliações
- Calorimetria - Lista de Exercícios - Aulas 1, 2 e 3Documento4 páginasCalorimetria - Lista de Exercícios - Aulas 1, 2 e 3Diego CostaAinda não há avaliações
- Preparo e Diluição de SoluçõesDocumento26 páginasPreparo e Diluição de Soluçõeslaiane rabelo bragaAinda não há avaliações
- Lista ColoidesDocumento4 páginasLista ColoidesLuiz100% (1)
- Fonons - 01Documento15 páginasFonons - 01Adilson Jesus de OliveiraAinda não há avaliações
- Propriedades Coligativas PDFDocumento80 páginasPropriedades Coligativas PDFLouise JaianneAinda não há avaliações
- Relatorio João Lucas Silveira - 22065Documento2 páginasRelatorio João Lucas Silveira - 22065Joao Lucas SilveiraAinda não há avaliações
- Moyses v2c08Documento11 páginasMoyses v2c08EphramoliverAinda não há avaliações
- Trabalho PolimerosDocumento29 páginasTrabalho PolimerosAriel HennigAinda não há avaliações
- Fichas de Avaliação 1-12Documento48 páginasFichas de Avaliação 1-12Patrícia Ribeiro100% (1)
- Estrutura de ProteínasDocumento86 páginasEstrutura de ProteínasPedro Cintra100% (1)
- NBR 13934 de 1997 Determinacao de Ferro em Água Pelo Metodo ColorimetricoDocumento3 páginasNBR 13934 de 1997 Determinacao de Ferro em Água Pelo Metodo ColorimetricoGabrielAinda não há avaliações
- Atividades TermoquímicaDocumento2 páginasAtividades TermoquímicaBruna Romero100% (1)
- 02 Teste de Avaliacao q10 d1 Sd2Documento6 páginas02 Teste de Avaliacao q10 d1 Sd2Isabel ValeAinda não há avaliações
- Lista de ExercíciosDocumento2 páginasLista de Exercícios[̲̅D̲̅é̲̅b̲̅øя̲̅α̲̅]Ainda não há avaliações
- Eletricista Residencial E PredialNo EverandEletricista Residencial E PredialNota: 3 de 5 estrelas3/5 (1)
- Eletrônica GeralNo EverandEletrônica GeralNota: 5 de 5 estrelas5/5 (1)
- Treinamento cerebral: Compreendendo inteligência emocional, atenção e muito maisNo EverandTreinamento cerebral: Compreendendo inteligência emocional, atenção e muito maisNota: 4.5 de 5 estrelas4.5/5 (170)
- Processamento Auditivo CentralNo EverandProcessamento Auditivo CentralNota: 5 de 5 estrelas5/5 (1)
- MANUAL INTERNACIONAL DE TRICOLOGIA AVANÇADA: Um guia completo sobre cabelo, couro cabeludo e doenças capilaresNo EverandMANUAL INTERNACIONAL DE TRICOLOGIA AVANÇADA: Um guia completo sobre cabelo, couro cabeludo e doenças capilaresNota: 4.5 de 5 estrelas4.5/5 (6)
- Trincas e Fissuras em Edificações: causadas por recalques diferenciaisNo EverandTrincas e Fissuras em Edificações: causadas por recalques diferenciaisAinda não há avaliações
- Inteligência artificial: Como aprendizado de máquina, robótica e automação moldaram nossa sociedadeNo EverandInteligência artificial: Como aprendizado de máquina, robótica e automação moldaram nossa sociedadeNota: 5 de 5 estrelas5/5 (3)
- Comandos ElétricosNo EverandComandos ElétricosAinda não há avaliações
- Princípios Químicos De Manipulação: Perfumaria, Limpeza E AfinsNo EverandPrincípios Químicos De Manipulação: Perfumaria, Limpeza E AfinsAinda não há avaliações
- Ventilação natural: uma solução barata e eficaz em galpões industriaisNo EverandVentilação natural: uma solução barata e eficaz em galpões industriaisAinda não há avaliações
- Uma viagem pelo cérebro: A via rápida para entender neurociência: 1ª edição revisada e atualizadaNo EverandUma viagem pelo cérebro: A via rápida para entender neurociência: 1ª edição revisada e atualizadaNota: 4 de 5 estrelas4/5 (13)
- Guia prático de bolso: cálculo de medicamentosNo EverandGuia prático de bolso: cálculo de medicamentosAinda não há avaliações