Você também pode gostar
- Modelo Portfolio UnoparDocumento8 páginasModelo Portfolio UnoparJosé Aron100% (3)
- Soldagem em Fase SólidaDocumento9 páginasSoldagem em Fase SólidaLucas KortAinda não há avaliações
- Manual Jeep Renegade 2016Documento268 páginasManual Jeep Renegade 2016Pedro Brandão80% (5)
- TCC - Trabalho de Conclusão de Curso de MecânincaDocumento19 páginasTCC - Trabalho de Conclusão de Curso de Mecânincalaurosales2009100% (1)
- Usinagem Por LaserDocumento10 páginasUsinagem Por LaserJorge HenriqueAinda não há avaliações
- Soldadura HíbridaDocumento21 páginasSoldadura HíbridaLuqman KhanAinda não há avaliações
- I3210037 PDFDocumento14 páginasI3210037 PDFJonatan Luiz GregórioAinda não há avaliações
- Ai FGV CronogramaDocumento16 páginasAi FGV Cronogramafabar200075% (8)
- Robotica 1Documento2 páginasRobotica 1Agnelo Schmitt NetoAinda não há avaliações
- Soldagem A LaserDocumento35 páginasSoldagem A LaserRita Chaves100% (3)
- Resumo Slides Soldagem 1 - ProvaDocumento18 páginasResumo Slides Soldagem 1 - ProvaNayara NeresAinda não há avaliações
- Resumo SoldagemDocumento14 páginasResumo SoldagemYuri SchwanAinda não há avaliações
- Soldagem Lista 1Documento6 páginasSoldagem Lista 1Walter Gabriel de Abreu JúniorAinda não há avaliações
- Usinagem A LaserDocumento20 páginasUsinagem A LaserJoão Paulo Lima TeixeiraAinda não há avaliações
- Trabalho SoldaDocumento15 páginasTrabalho Soldaluis rodrigo100% (1)
- Trabalho de Conclusão - Curso de SoldagemDocumento19 páginasTrabalho de Conclusão - Curso de SoldagemleolouizAinda não há avaliações
- Recuperação Mod5 PODocumento13 páginasRecuperação Mod5 POWant3d StrikeAinda não há avaliações
- PF 06 Usinagem LaserDocumento17 páginasPF 06 Usinagem LaserJoão Victor Gomes MundimAinda não há avaliações
- Gabarito Lista de SoldagemDocumento7 páginasGabarito Lista de SoldagemRuanLukasPinheiroRicardoAinda não há avaliações
- Eletrodo RevestidoDocumento8 páginasEletrodo RevestidoEdson LimaAinda não há avaliações
- SoldagemDocumento8 páginasSoldagemSandra PenhaAinda não há avaliações
- Relatório 1 - Soldagem - Eletrodos RevestidosDocumento6 páginasRelatório 1 - Soldagem - Eletrodos RevestidosFelipe MeirelesAinda não há avaliações
- Processos de SoldaduraDocumento7 páginasProcessos de SoldaduraAniz SidiAinda não há avaliações
- Processos de FabricoDocumento26 páginasProcessos de FabricojoseribeiropraAinda não há avaliações
- Processos de FabricaçãoDocumento35 páginasProcessos de FabricaçãoMatias KorbAinda não há avaliações
- Brasagem e FricçãoDocumento4 páginasBrasagem e FricçãoBárbara LimaAinda não há avaliações
- Módulo III - 2 Lista de Exercícios - Luz RicardoDocumento6 páginasMódulo III - 2 Lista de Exercícios - Luz RicardodouglasncamiloAinda não há avaliações
- A Soldagem É Um Processo Importante Que Deve Ser Realizado Por Profissionais Capacitados Com Todo Cuidado e AtençãoDocumento8 páginasA Soldagem É Um Processo Importante Que Deve Ser Realizado Por Profissionais Capacitados Com Todo Cuidado e AtençãoambitracAinda não há avaliações
- Processos de UsinagemDocumento38 páginasProcessos de UsinagemnestorfeliperochaAinda não há avaliações
- Corte A LaserDocumento23 páginasCorte A LaserJader ViniciusAinda não há avaliações
- Resumo Processos FabricaçaoDocumento12 páginasResumo Processos FabricaçaoMatheus HenriqueAinda não há avaliações
- Seleção Processo SoldagemDocumento13 páginasSeleção Processo SoldagemPaula FantiniAinda não há avaliações
- Lista 1 - PPMDocumento9 páginasLista 1 - PPMlucasmsn38Ainda não há avaliações
- Pesquisa MateusDocumento8 páginasPesquisa Mateusmateus palmeiraAinda não há avaliações
- (20170302170602) Metalurgia Da Soldagem - Parte 2Documento45 páginas(20170302170602) Metalurgia Da Soldagem - Parte 2Rodolfo Aventino GomesAinda não há avaliações
- UsinagemDocumento4 páginasUsinagemGustavo Raiser WeinrichAinda não há avaliações
- Usinagem Laser e Usinagem PlasmaDocumento14 páginasUsinagem Laser e Usinagem PlasmaTiagoFazolo89% (9)
- Eletrodo RevestidoDocumento4 páginasEletrodo Revestidojfideles18Ainda não há avaliações
- Atividade 4 - Fundição e Soldagem - 52-2023Documento3 páginasAtividade 4 - Fundição e Soldagem - 52-2023Cavalini Assessoria AcadêmicaAinda não há avaliações
- Trabalho - Usinagem A LaserDocumento12 páginasTrabalho - Usinagem A LaserCarlão VianaAinda não há avaliações
- Aula 6. Tec Mec (Corte Termico)Documento25 páginasAula 6. Tec Mec (Corte Termico)Vancio AlcântaraAinda não há avaliações
- Condição de SoldagemDocumento15 páginasCondição de SoldagemElton Neves da SilvaAinda não há avaliações
- Soldagem TextoDocumento6 páginasSoldagem TextoJosé Lucas Queiroz TeixeiraAinda não há avaliações
- Resumo FundiçãoDocumento7 páginasResumo FundiçãoKauan CruzAinda não há avaliações
- Soldagem OxigásDocumento24 páginasSoldagem OxigásAdão PedroAinda não há avaliações
- Apresentação de Usinagem A LaserDocumento2 páginasApresentação de Usinagem A LaserGilson Ricardo SilvaAinda não há avaliações
- Processos de Soldagem e Suas AplicaçõesDocumento3 páginasProcessos de Soldagem e Suas Aplicaçõesnelci-4Ainda não há avaliações
- Solda PontoDocumento36 páginasSolda PontoMarceloKillerAinda não há avaliações
- Soldagem A LaserDocumento18 páginasSoldagem A LaserVictor Scalzitti DuarteAinda não há avaliações
- Solda Eletrica Eletrodo RevestidoDocumento14 páginasSolda Eletrica Eletrodo RevestidorumpontomoraisAinda não há avaliações
- SoldagemDocumento5 páginasSoldagemSaulo Salve PaggiaroAinda não há avaliações
- Soldagem A Arco Submerso (SAW)Documento10 páginasSoldagem A Arco Submerso (SAW)seller mecânicaAinda não há avaliações
- Tipos de SoldasDocumento2 páginasTipos de SoldasGean Silva0% (1)
- Engenharia de Superficie - Tratamento Superficial Por LaserDocumento14 páginasEngenharia de Superficie - Tratamento Superficial Por LaserBruno RafaelAinda não há avaliações
- Apostila de Arames TubularesDocumento36 páginasApostila de Arames TubularesClaudio BonzeAinda não há avaliações
- Arco Submerso SEMINÁRIODocumento13 páginasArco Submerso SEMINÁRIOMaria GabryelleAinda não há avaliações
- Aula06 SoldaDocumento9 páginasAula06 SoldaJulio Roberto Uszacki JuniorAinda não há avaliações
- Soldagem - ResumoDocumento9 páginasSoldagem - ResumoRenato MantaAinda não há avaliações
- A Soldagem GTAW (Ou TIG)Documento7 páginasA Soldagem GTAW (Ou TIG)rafael_dutra_1Ainda não há avaliações
- Resumo Eletrodo Revestido 111Documento2 páginasResumo Eletrodo Revestido 111BiaBergerAinda não há avaliações
- Soldagem Para Iniciantes Os Segredos Para Soldar, Cortar E Moldar Metal Como Um Verdadeiro Profissional | Aprenda A Trabalhar Com Qualquer Metal E Obtenha Habilidades De Trabalho ExtraordináriasNo EverandSoldagem Para Iniciantes Os Segredos Para Soldar, Cortar E Moldar Metal Como Um Verdadeiro Profissional | Aprenda A Trabalhar Com Qualquer Metal E Obtenha Habilidades De Trabalho ExtraordináriasAinda não há avaliações
- Aplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoNo EverandAplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoAinda não há avaliações
- Processos de decapagem, laminação a frio e recozimento de produtos planos de açoNo EverandProcessos de decapagem, laminação a frio e recozimento de produtos planos de açoAinda não há avaliações
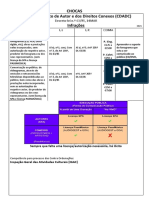
- Chocas Direito de AutorDocumento3 páginasChocas Direito de AutorAthomikAinda não há avaliações
- Questões - Música Na EducaçãoDocumento7 páginasQuestões - Música Na EducaçãoSalatiel NunesAinda não há avaliações
- Física 23 - Princípios Da Eletricidade e Lei de CoulombDocumento7 páginasFísica 23 - Princípios Da Eletricidade e Lei de CoulombPaulo VieiraAinda não há avaliações
- A Luuanda de José Luandino VieiraDocumento17 páginasA Luuanda de José Luandino Vieirataniacmacedo100% (1)
- Fabricantes Homologados PDFDocumento12 páginasFabricantes Homologados PDFEdinaldo MouraAinda não há avaliações
- Roteiro de Entrevista - Modelo IntentusDocumento2 páginasRoteiro de Entrevista - Modelo IntentusPaloma SantosAinda não há avaliações
- Tabela Dos Coeficientes e Fatores Da Vantagem Da Coisa FeitaDocumento1 páginaTabela Dos Coeficientes e Fatores Da Vantagem Da Coisa FeitaSamuelOliveiraAinda não há avaliações
- SFM 2014 Aula 22Documento20 páginasSFM 2014 Aula 22Lucas SantosAinda não há avaliações
- Acustica e Introducao A OpticaDocumento3 páginasAcustica e Introducao A OpticaMaria Beatriz EstevamAinda não há avaliações
- Fichamento Ideologia Alemã - MarxDocumento22 páginasFichamento Ideologia Alemã - MarxDenner DantasAinda não há avaliações
- Hermeneutica Resenha01 LumareisDocumento5 páginasHermeneutica Resenha01 LumareisLuma ReisAinda não há avaliações
- En172fc3600 - Technical Poxy en 1 72 FC Componente BDocumento10 páginasEn172fc3600 - Technical Poxy en 1 72 FC Componente BMarcio BritoAinda não há avaliações
- Descritivo Com Fazer Cerveja Com Kit Extrato e GraosDocumento8 páginasDescritivo Com Fazer Cerveja Com Kit Extrato e GraosKati RodriguesAinda não há avaliações
- BÁSICO - Mód I - 1 AULA - O Processo de Criação Do Universo PDFDocumento4 páginasBÁSICO - Mód I - 1 AULA - O Processo de Criação Do Universo PDFRenan Ezra GP100% (1)
- Apostila - Educação AmbientalDocumento147 páginasApostila - Educação AmbientallukazoxboyAinda não há avaliações
- Avaliação - 6º Ano - Préhistoria - ADocumento2 páginasAvaliação - 6º Ano - Préhistoria - AquerenaAinda não há avaliações
- Fluxograma Processo Açucar AlcoolDocumento1 páginaFluxograma Processo Açucar AlcoolRodrigo Ramos LottiAinda não há avaliações
- 1 P.D - 2014 (Mat. 9º Ano) - Blog Do Prof. WarlesDocumento2 páginas1 P.D - 2014 (Mat. 9º Ano) - Blog Do Prof. WarlesNara Roberta AndradeAinda não há avaliações
- Florais RP CompletoDocumento24 páginasFlorais RP CompletoCleo SilvaAinda não há avaliações
- 10 - PROVA - Pref. Encruzilhada Do Sul - RS - 2016Documento8 páginas10 - PROVA - Pref. Encruzilhada Do Sul - RS - 2016Julianna FagundesAinda não há avaliações
- Tecnologia Acondicionamento Produtos TermossensiveisDocumento290 páginasTecnologia Acondicionamento Produtos TermossensiveisYARAAinda não há avaliações
- 5 - Como Dormir Com Qualquer Mulher Que Você Quiser - Franco SeductionDocumento63 páginas5 - Como Dormir Com Qualquer Mulher Que Você Quiser - Franco SeductionRodrigo Martins Gonçalves de Siqueira0% (1)
- Manual Do Estudante Abepro e Abepro Jovem Edia A o 2014 1 PDFDocumento51 páginasManual Do Estudante Abepro e Abepro Jovem Edia A o 2014 1 PDFElsin SilvaAinda não há avaliações
- Metodologia Do Trabalho CientíficoDocumento4 páginasMetodologia Do Trabalho CientíficoLucas CostaAinda não há avaliações
- Ficha 8 Nov., 14 - 11º AnoDocumento2 páginasFicha 8 Nov., 14 - 11º AnofurmarioAinda não há avaliações
- Inoxfluid - ConexõesDocumento36 páginasInoxfluid - ConexõesAdemilson Caetano100% (1)