Escolar Documentos
Profissional Documentos
Cultura Documentos
Rendimento No Processo Fabrica o Cido Fosf Rico 1674327108
Enviado por
Fabio ValeDireitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
Rendimento No Processo Fabrica o Cido Fosf Rico 1674327108
Enviado por
Fabio ValeDireitos autorais:
Formatos disponíveis
PROJETO 345
PRODUÇÃO DE ÁCIDO FOSFÓRICO UTILIZANDO
MINÉRIO FOSFÁTICO DE BAYOVAR – PERÚ
ESCALA PLANTA PILOTO
PROCESSO HH/DH
UBERABA/MG
Outubro/2018
Coordenação Químico Industrial Sergio Guidolin 1/46
INDICE:
Objetivos:......................................................................................................................... 3
Programação: .................................................................................................................. 3
Preparo das amostras: .................................................................................................... 4
Avaliação da Rocha Bayovar por Lixiviação: ................................................................... 6
Caracterização das Rochas:............................................................................................ 7
Descrição do Teste Piloto: ............................................................................................... 9
Reação HH: ................................................................................................................. 9
Rehidratação DH ....................................................................................................... 10
Filtração Gesso HH e Gesso DH ............................................................................... 11
Preparação do Ácido de Retorno ............................................................................... 12
Condições operacionais dos testes ........................................................................... 12
Discussão dos Resultados ............................................................................................ 14
Reação HH ................................................................................................................ 14
Parâmetros de controle .......................................................................................... 14
Caracterização dos Ácidos Obtidos ....................................................................... 15
Eficiência da Reação HH........................................................................................ 18
Características Físicas dos Gessos HH ................................................................. 19
Teste de Filtração dos Gessos HH ......................................................................... 23
Coloração dos Ácidos Produzidos .......................................................................... 25
Viscosidade dos Ácidos Fracos Produzidos ........................................................... 25
Rehidratação – DH .................................................................................................... 26
Parâmetros de controle .......................................................................................... 26
Eficiência da Rehidratação ..................................................................................... 26
Fatores Técnicos dos Testes: ................................................................................ 28
Caracterização Físicas dos Gessos DH ................................................................. 28
Fotos dos gessos DH produzidos ........................................................................... 30
Teste de Filtração dos Gesso DH .......................................................................... 32
Produção de Fosfato Bicalcico em Bancada ................................................................. 34
Desfluorização dos Ácidos Produzidos ...................................................................... 34
Caracterização Básica dos Ácidos para Cálculos .................................................. 34
Descrição da Desfluorização .................................................................................. 35
Parâmetros utilizados nos testes: ........................................................................... 35
Fotos do sistema de desfluorização piloto em batelada ......................................... 36
Discussão dos Resultados ..................................................................................... 36
Dessulfatação dos Ácidos Produzidos ....................................................................... 38
Descrição da Dessulfatação ................................................................................... 38
Parâmetros utilizados em todos os testes: ............................................................. 38
Exemplo da Planilha de Calculo da Dessulfatação ................................................ 39
Caracterização dos ácidos após Desfluorização e Dessulfatação ............................. 39
Preparação do Fosfato Bicalcico em Bancada .......................................................... 40
Descrição do Preparo de FBC................................................................................ 40
Parâmetros utilizados para preparação dos FBC ................................................... 41
Discussão dos Resultados ..................................................................................... 42
Conclusões .................................................................................................................... 45
Recomendações :.......................................................................................................... 46
Coordenação Químico Industrial Sergio Guidolin 2/46
Objetivos:
Avaliar e comparar os rendimentos e condições operacionais do processo HH/DH para
misturas de rochas Cajati, Catalão, Pato de Minas e Bayovar e 100% Bayovar em
relação a 100% Cajati analisando os efeitos no processo global da unidade.
Programação:
Período de realização dos testes: 25 a 29 de outubro de 2010
Descrição dos Testes Realizados:
1 Teste: Rodar Planta Piloto processo de reação HH e rehidratação DH com rocha
100% Cajati por 24 horas – condição branco – Teste 179-01
2 Teste: Rodar Planta Piloto processo de reação HH e rehidratação DH com misturas
de rochas Cajati, Catalão, Patos de Minas e Bayovar por 24 horas – Teste
179-02
3 Teste: Rodar Planta Piloto processo de reação HH e rehidratação DH com rocha
100% Bayovar por 48 horas – Testes 179-03 24hs e 179-03 48hs
Carga equivalente: 750 Ton P2O5/dia
Volume especifico para cálculos: 1,76 m3/Ton P2O5/dia.
Eficiência proposta para cálculos: 97%
Teor de SO4:
Teste Reação Rehidratação
179-01 1,8% 2,0%
179-02 1,8% 2,0%
179-03 24hs 1,6% 2,0%
179-03 48hs 1,6% 2,0%
Coordenação Químico Industrial Sergio Guidolin 3/46
Preparo das amostras:
100% Cajati: Coletado material suficiente de rocha de Cajati, procedido à secagem do
material em estufa ventilada até obter-se um produto totalmente seco, promovido a
homogeneização do material através no método de pilha longitudinal com corte
transversal.
Mistura de rochas: coletado material das rochas de Catalão, Patos de Minas e
Bayovar, procedido à secagem das rochas que se apresentavam úmidas, em estufa
ventilada até obter-se produtos totalmente secos, efetuado a mistura de rochas com o
auxilio de uma betoneira nas seguintes proporções:
75,4% de rocha Cajati;
9,4% de rocha Catalão;
9,4% de rocha Bayovar;
5,8% de rocha Patos de Minas.
Após obter-se a rocha misturada, procedeu-se a homogeneização do material pelo
mesmo método utilizado para rocha 100% Cajati.
Coordenação Químico Industrial Sergio Guidolin 4/46
100% Bayovar: coletado material suficiente de rocha Bayovar, procedido o
peneiramento da rocha que apresentava aproximadamente 2,1% de material com
dimensões superiores a 0,5 mm. Promovido a homogeneização do material pelo
mesmo método utilizado para rocha 100% Cajati.
Peneira utilizada na separação dos sólidos Material removido da rocha Bayovar
Coordenação Químico Industrial Sergio Guidolin 5/46
Avaliação da Rocha Bayovar por Lixiviação:
Como pré-teste piloto, efetuou-se uma avaliação do comportamento da rocha de
Bayovar em bancada, visando identificar sua solubilização em ácido fosfórico e reação
química com o ácido sulfúrico. Este teste teve como objetivo definir a melhor faixa de
trabalho para esta rocha, sem ocorrer bloqueio da reação por excesso de SO 4 livre.
Na tabela 1 temos os resultados obtidos nesta avaliação preliminar.
ENSAIO R03 R04 R05
ACIDO ATAQUE H3PO4 H3PO4 H3PO4
TEOR SO4 0,85% 1,39% 2,28%
TEMPERATURA REAÇÃO 25 ºC 25 ºC 25 ºC
TEMPO REAÇÃO 15 min 15 min 15 min
P2O5 - ROCHA 31,00% 31,00% 31,00%
P2O5 - RESIDUO FINAL 31,54% 26,35% 31,09%
P2O5 - FILTR + LAVAG 15,67% 15,55% 14,92%
SO4 - FILTR + LAVAG 0,51% 0,41% 1,55%
EFICIENCIA SOLUBILIZAÇÃO 43,73% 52,41% 13,35%
Tabela 1: Avaliação Solubilização da Rocha Bayovar
Avaliando os resultados, para verificar a solubilidade da rocha Bayovar através da
simulação do reator de produção de ácido fosfórico, onde primeiramente a rocha
reagirá com o ácido fosfórico para posteriormente reagir com o ácido sulfúrico, verifica-
se que a melhor faixa de sulfato livre em que não se percebe a limitação da reação
nem o bloqueio causado pelo excesso de formação do gesso recobrindo os cristais de
apatita, encontra-se na faixa de 1,4% a 1,7%.
Coordenação Químico Industrial Sergio Guidolin 6/46
Caracterização das Rochas:
As rochas utilizadas durante o teste apresentaram as seguintes caracterizações
químicas.
179-01 179-02 179-03
Rocha
Cajati Blend Bayovar
P2O5 % Raio-X 35,22 33,80 30,46
MgO % Raio-X 1,22 0,93 0,61
CaO % Raio-X 53,60 51,14 45,31
Fe2O3 % Raio-X 0,73 0,75 0,76
Al2O3 % Raio-X 0,20 0,32 0,88
SiO2 % Raio-X 0,58 2,03 3,68
SO3 % Raio-X 0,07 0,69 3,61
K2O % Raio-X 0,39 0,10 0,07
Fluor % Potenc. 1,18 1,36 2,70
CaO/P2O5 Calculo 1,52 1,51 1,49
CR Calculo 1,12 3,10 2,95
Ba ppm ICP 234 868 61
Cd ppm ICP 0,45 0,48 2,8
Cr ppm ICP 2,6 22 177
Cu ppm ICP 44 41 6
Mn ppm ICP 257 258 67
Mo ppm ICP 0,18 0,27 0,18
Ni ppm ICP 0,87 0,10 0,63
Pb ppm ICP 0,24 0,56 0,16
Ti ppm ICP 13 184 227
V ppm ICP 19 13 60
Zn ppm ICP 16 21 82
Tabela 2: Caracterização Química das Rochas Fosfáticas
Avaliando e comparando os teores de contaminantes da rocha Bayovar em relação à
rocha de Cajati, Deve-se dar atenção aos contaminantes: Al2O3, SiO2, Flúor, Cd, Cr, Ti,
V e Zn, que possuem teores maiores que os da rocha Cajati e são elementos de
grande influencia na reação química das rochas no processo HH. Estes elementos
determinam as condições de formação dos cristais, remoção do Flúor residual,
corrosividade do ácido e metais pesados que poderão ser agregados ao Fosfato
Bicalcico.
Coordenação Químico Industrial Sergio Guidolin 7/46
Peneiras (Mesh) Cajati Mix Bayovar
# 60 Retido 14,21% 11,56% 2,69%
# 100 Retido 26,59% 24,53% 36,87%
# 200 Retido 32,31% 35,04% 58,63%
# 200 Pass 26,90% 28,87% 1,81%
Tabela 3: Granulometria das Rochas Fosfáticas
Percebe-se na tabela 3 que retirando-se as pedras maiores a rocha de Bayovar tem
uma quantidade retida acumulada na malha 100 mesh no mesmo patamar das outras
condições de teste, embora apresente um perfil granulométrico com 98% das partículas
maiores que 0,074 mm (200 mesh). Em comparação a rocha de Cajati isto representa
25% a mais de material retido na malha 200 mesh. As implicações desta menor área
superficial de contato das partículas no meio reacional serão avaliadas mais a frente na
análise das eficiências obtidas.
Coordenação Químico Industrial Sergio Guidolin 8/46
Descrição do Teste Piloto:
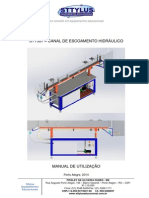
Reação HH:
A Planta Piloto para o processo de transformação química de rocha fosfática, em ácido
fosfórico e gesso hemidrato – processo HH é constituída de um reator
multicompartimentado (6 compartimentos classificados de A até F) providos de
agitadores e interligados entre si. O mesmo é classificado em dois setores de
operação, sendo os 4 primeiros compartimentos (A a D) denominados de baixo sulfato,
onde a ligação entre os compartimentos é via underflow e os 2 últimos compartimentos
(E a F) que são considerados de alto sulfato que também são ligados via underflow . A
ligação entre estes dois setores (baixo e alto sulfato) e a descarga da lama fosfórica
para o filtro tipo batch procede-se via overflow (ver figura 1). A temperatura de reação é
controlada através de uma camisa de óleo térmico, aquecido por resistências elétricas.
A dosagem de rocha fosfática ocorre no compartimento A, através de um silo dosador
dotado de um prato rotativo com guilhotina para controle da vazão. As dosagens de
ácido de retorno e ácido sulfúrico são realizadas no compartimento E através de
bombas peristálticas e a recirculação da polpa reacional é efetuada com o auxilio de
uma bomba pneumática que transfere parte da polpa do compartimento E para o
compartimento A do reator. O tempo total de residência na lama fosfórica no reator é
calculado em função da alimentação de rocha fosfática que indica uma retenção ao
redor de 5 horas. Na figura 2 temos o fluxograma esquemático do reator
multicompartimento.
Filtro á Vácuo
Rocha
Fosfatica A D F
B C E
Ác Sulfurico
Ác Retorno
Reciclo polpa
Figura 1: Localização dos compartimentos e direção do fluxo da lama fosfórica.
Coordenação Químico Industrial Sergio Guidolin 9/46
Ác Sulfúrico
Rocha
Fosfática Reciclo
Polpa
Ác Retorno
Pulmão
de
Vácuo
Filtro à Vácuo
Ác Produto
Reator Multicompartimento
Figura 2: Fluxograma simplificado do reator multicompartimento
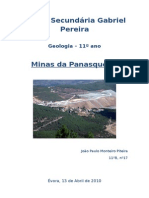
A operação da planta piloto é efetuada de forma continua sendo seu controle efetuado
através de medições horárias das vazões dos reagentes, temperatura do reator, teor de
sulfato livre na fase líquida nos compartimentos B e F, densidade da lama fosfórica e
da fase líquida no compartimento F, densidade do ácido de retorno, teor de P 2O5 no
ácido de retorno e Taxa de filtração da lama fosfórica do compartimento F.
Rehidratação DH
A planta piloto de rehidratação do gesso hemidrato obtido na reação HH, é constituída
de dois reatores providos de agitadores e aquecimento por resistência elétrica e camisa
de vapor. O primeiro reator corresponde a 65,5% do volume especifico e seu controle
de temperatura é efetuado através de resistência elétrica, nele são alimentados os
gessos hemidratos produzidos no reator multicompartimento, com intervalo de adição
de 5 em 5 minutos, também é adicionado ao mesmo a água ácida e o ácido sulfúrico. A
polpa gerada no 1º reator é transferida para o 2º reator por desnível entre os reatores.
O segundo reator que possui os 34,5% restantes do volume especifico, tem a função
de promover o tempo de residência necessário para crescimento do cristal de gesso
DH e posteriormente ser lançado por desnível para o filtro batch a vácuo.
A operação da planta de rehidratação é continua, sendo seu controle realizado através
das medições horárias das vazões de: água ácida, ácido sulfúrico, transferência de
polpa do reator 1 para o reator 2, transferência de polpa do reator 2 para o filtro batch a
Coordenação Químico Industrial Sergio Guidolin 10/46
vácuo; densidade da água ácida, densidade da polpa, densidade da fase líquida e da
polpa, temperatura dos reatores e teor de sulfato dos reatores. Na figura 3 temos o
fluxograma esquemático da planta de rehidratação.
Ác Sulfúrico
Pulmão
de
Vácuo
Filtro à Vácuo
Água Retorno
Reator 1
Reator 2
Figura 3: Fluxograma da Planta Piloto de Rehidratação HH para DH
Filtração Gesso HH e Gesso DH
As operações dos filtros batch a vácuo, ocorrem intercaladamente durante a operação
das duas plantas, sendo seu ciclo de operação (enchimento) estimado ao redor de 50
minutos. Após o enchimento do filtro HH, inicia-se a separação sólido-líquido, através
do vácuo entregado ao mesmo. Uma vez removido todo o ácido da lama, faz a
descarga do tanque pulmão de vácuo, deixando pronto para a 1ª lavagem da torta de
gesso. O líquido utilizado para este 1ª lavagem é proveniente do deságüe da 2ª
lavagem. Uma vez verificado a remoção de todo o líquido da 1ª lavagem faz a
descarga do tanque pulmão de vácuo e inicia-se a 2ª lavagem da torta de gesso. O
líquido utilizado nesta lavagem é proveniente do deságüe da filtração do gesso DH.
Após ocorrer toda a separação do líquido da torta de gesso, faz-se a descarga do
tanque pulmão, deixando o pronto para a operação de filtração do gesso DH. Efetua-se
então a remoção do gesso HH obtido, medindo sua massa. Esta massa e fracionada
em porções adequadas para alimentar a planta piloto de rehidratação por no mínimo 55
minutos. A operação do filtro DH é similar a operação do filtro HH, com a seguintes
diferenças: o deságüe inicial da polpa é destinado para e 2ª lavagem do filtro HH e o
excedente vai para o reservatório de água ácida; o líquido da primeira lavagem é todo
destinado para compor o água ácida e o liquido da 2ª lavagem é utilizado para a
efetuar a 1ª lavagem no próximo ciclo do filtro DH. O líquido utilizado para realizar a 2ª
Coordenação Químico Industrial Sergio Guidolin 11/46
lavagem é água de processo, aquecida a 60ºC. A massa do gesso DH gerado é
medida e posteriormente descartado.
O controle da filtração é efetuado através medições dos intervalos entre os ciclos, os
tempos de filtrações dos ácidos produto e água ácida, as massas do líquidos obtidos
(filtrado, 1ª lavagem e 2ªlavagem), as massas dos gessos HH e DH e a massa de água
utilizada na 2ª lavagem do filtro DH.
Preparação do Ácido de Retorno
O ácido que retorna para o reator multicompartimento é proveniente de toda a massa
do líquido obtido na 1ª lavagem do filtro HH, acrescido de massa suficiente de ácido
produto para que se obtenha um ácido com densidade entre 1,250 g/cm 3 a 1,300
g/cm3. Esta faixa de densidade ira garantir a obtenção de ácido produto com teor de
P2O5 ao redor de 39% a 41%.
Condições operacionais dos testes
Na figura 4 temos o fluxograma simplificado das operações envolvidas e os principais
itens de controle dos testes.
4/4h SO4 (0,4% a 0,6%)
H2SO4 1380 l
E C B
180 l
REATOR
Uma amostra /dia - 07:00h
Rocha
F D A Gesso HH Planta
Origem : Filtro Planta
1ª lavagem 2ª lavagem
WS = 2000 ml : P2O5 T , F
Recirc Lavar com 500 ml de acetona
P2O5 T , P2O5 Lattice
SSA , Permeabilidade ,
Porosidade, Granulom., %DH/HH,
SO4 1,8% 1/1h
Foto
Filtro HH
H2SO4 Uma amostra/dia (TQ2 p/ Filtro)
Gesso DH Planta - 07:00h
GessoHH Origem : Filtro Planta
Uma análise de CR no ácido WS = 2000 ml : P2O5 T , F
/turno04:00h/04:00h Lavar com 500 ml de acetona
(F , SiO2 , Al2O3, P2O5, H3PO4 P2O5 T , P2O5 Lattice
Fe2O3, MgO) 469 m³ SSA , Permeabilidade , Poros.,
Granulom. %DH/HH, Foto
75 l 259 m³
Ác. Retorno
39 l 1ª lavagem
Tanques de Re-
Análises horárias Hidratação Água
2ª lavagem
SO4 TQ 1 TQ 2
Densidade da polpa
Densidade do filtrado Filtro DH Gesso DH
Pontos :
* Compartimento F do Reator
* Transbordo TQ1 p/ TQ2
* Transbordo TQ2 p/ Filtro ácido fraco
Figura 4: Fluxograma de operação das Plantas Pilotos HH e DH
Coordenação Químico Industrial Sergio Guidolin 12/46
Na tabela 4 temos descritos os balanços simplificados programados para operação das
Plantas Pilotos HH e DH.
Teste 179 - Bayovar
Produção 750 T P2O5/dia Vazão mássicas
Volume especifico 1,760 m³/T P2O5 dia 179-01 179-02 179-03 24Hs 179-03 48Hs
Blend Rochas 100% Bayovar 2 100% Bayovar 2
100% Cajati
2 reatores DH reatores DH reatores DH
Reator 1,8 1,8 1,6 1,6
SO4
Re-Hidr. 2,0 2,0 2,0 2,0
Horas h 24 24 24 24
g / min 732 713 717 717
Ácido de retorno
g / 20 s 244 238 239 239
g / min. 207 201 202 202
ÁCIDO SULFURICO 98% g / 20 s 69 67 67 67
kg / teste 298 290 292 292
g / min. 208 211 240 240
Rocha Alimentada g / 20 s 69 70 80 80
kg /teste 299 304 346 346
g / 10 min. 50 50 50 50
Diatomita - 42% SiO2 g / 1 min 5 5 5 5
kg /teste 7 7 7 7
g / min. Seco 289 280 282 282
Kg / h seco 17,3 16,8 16,9 16,9
Gesso HH Produzido
Kg / h úmido 20,4 19,8 19,9 19,9
Kg / teste úmido 489 475 478 478
g/min 962 935 940 940
Polpa HH Produzido
Kg/h 57,7 56,1 56,4 56,4
g / min. 342 333 335 335
Gesso DH Produzido Kg / h úmido 24,2 23,5 23,6 23,6
Kg / teste úmido 580 563 567 567
g/min 1222 1188 1195 1195
Polpa DH produzida
kg/h 73 71 72 72
g/min 18,0 18,0 18,0 18,0
H2SO4 DH
kg / dia 25,9 25,9 25,9 25,9
g / min 800 800 800 800
Água de retorno DH
g / 20 s 267 267 267 267
Tabela 4: Balanço simplificado usado no controle da Planta Piloto
Coordenação Químico Industrial Sergio Guidolin 13/46
Discussão dos Resultados
Reação HH
Nas tabelas e gráficos a seguir teremos apresentados os valores médios dos controles
estabelecidos para os testes realizados na Planta Piloto de Reação HH, as eficiências
obtidas, a conversão do gesso HH, as granulometrias, SSA, porosidade e
permeabilidade e as taxas de filtrações para cada ácido.
Código do teste 179-01 179-02 179-03 24Hs 179-03 48Hs
Composição da rocha 100% Cajati Blend 100% Bayovar 100% Bayovar
Parametro de controle Ref Média Ref Média Ref Média Ref Média
Vazão apatita - g/min 208,0 209,5 211,0 230,7 240,0 136,1 240,0 177,4
Vazão ácido sulfúrico - g/min 207,0 177,7 201,0 184,4 202,0 125,1 202,0 122,8
Vazão ácido de retorno - g/min 732,0 665,0 713,0 757,6 717,0 744,8 717,0 669,8
Reação HH
Vazão reciclo - kg/min 12,0 15,3 12,0 20,1 12,0 18,1 12,0 11,8
Vazão polpa (saída) - g/min 962,0 844,1 935,0 798,9 940,0 683,1 940,0 1.076,3
Dens. ácido retorno - g/cm³ 1,250 1,301 1,250 1,308 1,250 1,280 1,250 1,296
Teor de Sólidos - % 30,0% 26,5% 30,0% 32,0% 30,0% 27,1% 30,0% 26,6%
Temperatura - ºC 98 ºC 89 ºC 98 ºC 95 ºC 98 ºC 97 ºC 98 ºC 97 ºC
SO4 - Compartimento F - % 1,80% 3,75% 1,80% 2,59% 1,60% 1,92% 1,60% 2,37%
Tabela 5: Valores médios de operação da Planta Piloto – Reação HH.
Parâmetros de controle
Comparando os parâmetros de controle de referencia estabelecidos no balanço
simplificado e os parâmetros médios de operação das corridas piloto, é preciso
salientar que o teor de SO4 do compartimento F, do teste 170-01 rocha Cajati foi
elevado devido aos problemas de controle da planta piloto que ocorreram durante esta
campanha, mas como temos vários testes piloto realizados nestas condições, os
resultados serão avaliados levando em consideração também o conhecimento já
adiquirido anteriormente.
Nos testes com 100% de rocha Bayovar, testes 179-03 24Hs e 48Hs, ocorreu a
necessidade de redução da carga com conseqüente aumento do volume específico no
reator. A mesma se fez necessária devido ao aumento do ciclo de filtração, fazendo
com que a continuidade do teste ficasse prejudicada, caso se continuasse naquelas
condições, já que a impossibilidade de fazer a filtração na velocidade anterior impediria
a manutenção da estabilidade no sistema HH/DH.
Coordenação Químico Industrial Sergio Guidolin 14/46
Após a redução da carga nos testes com rocha Bayovar 100%, foi mantido o sistema
de filtração em regime estável e com o ciclo re-estabelecido. Este problema foi
ocasionado pela mudança no cristal, formando cristais muito pequenos, onde podemos
constatar nas fotos mais à frente do relatório.
A formação elevada de espuma nos compartimentos A e B, necessitou de aumento da
dosagem de anti-espumante, que ocasionou uma viscosidade mais alta da polpa
gerada, também ajudou a dificultar a manutenção do ciclo de filtração.
Com esta redução da carga os volumes específicos passaram de 1,76 m 3/T P2O5/dia,
para 3,11 m3/T P2O5/dia no teste 179-03 24Hs e 2,39 m3/T P2O5/dia no teste 179-03
48Hs.
Caracterização dos Ácidos Obtidos
A analise química e o percentual da transferência dos contaminantes das rochas para
os ácidos obtidos nos testes piloto estão descritos nas tabelas 6 e 7 a seguir.
179-01 179-02 179-03 48Hs
Acidos
Cajati Blend Bayovar
P2O5 % Espect. 36,80 39,01 41,65
MgO % AA 1,5 1,4 0,9
CaO % AA 0,2 0,1 0,1
Fe2O3 % AA 0,4 0,5 0,6
Al2O3 % AA 0,2 0,3 0,4
SiO2 % AA 0 0 0
Fluor % Potenc. 0,28 0,31 0,34
CR Calculo 2,95 3,64 4,21
Ba ppm ICP 0,71 0,48 0,37
Cd ppm ICP 0,03 0,60 1,50
Cr ppm ICP 26 9 188
Cu ppm ICP 0,50 0,45 1,06
Mn ppm ICP 282 20 146
Mo ppm ICP 0,09 0,12 0,05
Ni ppm ICP 18,1 1,3 13,8
Pb ppm ICP 0,14 0,17 0,08
Ti ppm ICP 228 108 322
V ppm ICP 23 67 75
Zn ppm ICP 11 14 67
Tabela 6: Caracterização química dos ácidos obtidos nos testes piloto
Coordenação Químico Industrial Sergio Guidolin 15/46
179-01 179-02 179-03 48Hs
Teste
Cajati Blend Bayovar
MgO % 100,0% 100,0% 100,0%
CaO % 0,4% 0,2% 0,2%
Fe2O3 % 52,5% 57,1% 57,8%
Al2O3 % 95,8% 80,3% 33,3%
SiO2 % 0,0% 0,0% 0,0%
Fluor % 22,7% 19,5% 9,2%
Ba ppm 0,3% 0,0% 0,4%
Cd ppm 6,4% 39,2%
Cr ppm 100,0% 34,6% 77,5%
Cu ppm 1,1% 0,9% 12,6%
Mn ppm 100,0% 100,0%
Mo ppm 47,9% 38,1% 20,3%
Ni ppm 100,0% 100,0% 100,0%
Pb ppm 55,9% 26,0% 36,6%
Ti ppm 100,0% 100,0%
V ppm 100,0% 100,0% 91,3%
Zn ppm 64,6% 56,7% 59,4%
Tabela 7: Relação percentual de contaminação do ácido/rocha
Avaliando a transferência dos elementos químicos contaminantes, observa-se que os
elementos Mg, Mn, Ni e Ti, são os que apresentam solubilizações totais, sendo
totalmente transferidos das rochas para os ácidos dos testes com rochas 100% Cajati,
Blend e 100% Bayovar.
Os demais elementos químicos tiveram solubilidade parcial, com destaque para o Al2O3
e V, que foram menores nos ácidos produzidos com rocha 100% Bayovar.
Os elementos Cd e Cu tiveram uma transferência maior, alertando que para o elemento
Cd que faz parte dos metais pesados controlados pela legislação para o Fosfato
Bicalcico, o mesmo será limitante para utilização do ácido produzido com rocha
Bayovar, seja em blendagem ou principalmente na situação de 100% Bayovar.
Coordenação Químico Industrial Sergio Guidolin 16/46
A seguir é apresentada a tabela específica para a rocha Bayovar.
179-03
Acidos Bayovar
Teor Ác./Rocha
P2O5 % Espect. 41,65
MgO % AA 0,9 100,0%
CaO % AA 0,1 0,2%
Fe2O3 % AA 0,6 57,8%
Al2O3 % AA 0,4 33,3%
SiO2 % AA 0 0,0%
Fluor % Potenc. 0,34 9,2%
Ba ppm ICP 0,37 0,4%
Cd ppm ICP 1,50 39,2%
Cr ppm ICP 188 77,5%
Cu ppm ICP 1,06 12,6%
Mn ppm ICP 146 100,0%
Mo ppm ICP 0,05 20,3%
Ni ppm ICP 13,8 100,0%
Pb ppm ICP 0,08 36,6%
Ti ppm ICP 322 100,0%
V ppm ICP 75 91,3%
Zn ppm ICP 67 59,4%
Tabela 8: Teor de Contaminantes no Ácido e Percentual Solubilizado da Rocha
Avaliando os metais pesados Ba, Pb e V, verifica-se que os mesmos estão dentro das
faixas limites estabelecidas pelo Compendio do Ministério da Agricultura, que são: máx.
500 ppm para o Ba, máx. 30 ppm para o Pb e máx. 250 ppm para o V. Desta forma
estes elementos não representarão problemas de contaminação no Fosfato Bicalcico.
Coordenação Químico Industrial Sergio Guidolin 17/46
Eficiência da Reação HH
A seguir discutiremos as eficiências obtidas em cada testes, realizando o comparativo
entre as campanhas efetuadas utilizando a rocha de Bayovar com a rocha de Cajati.
100,0%
95,0%
95,8%
95,1%
93,4%
92,8%
90,0%
87,6%
86,7%
85,0%
80,0%
75,0%
70,0%
65,0%
65,8%
65,1%
60,0%
55,0%
50,0%
100% Cajati Blend rochas 100% Bayovar 100% Bayovar
179-01 179-02 179-03 24Hs 179-03 48Hs
Eficiência Química Eficiência Total
Gráfico 1: Eficiências de conversão das rochas em ácido fosfórico.
10,00
9,00
8,85
8,00
8,16
7,00
6,00
5,00
4,00
3,46
3,00
2,63
2,00
2,07
0,17
1,09
0,18
0,23
0,50
0,18
1,00
0,52
0,80
0,60
1,28
0,60
0,00
100% Cajati Blend rochas 100% Bayovar 100% Bayovar
179-01 179-02 179-03 24Hs 179-03 48Hs
P2O5 Total P2O5 Lattice P2O5 UR P2O5 água
Gráfico 2: Distribuição das perdas de P2O5 nos gesso HH
Coordenação Químico Industrial Sergio Guidolin 18/46
Com relação às eficiências das conversões devemos salientar que para o teste 179-01
100% Cajati, ocorreu o bloqueio da reação devido à operação com teor de SO 4 acima
de 2,5%, sendo o limite aceitável para controle 2,3%, desta forma obteve-se perdas
elevadas de P2O5 UR o que prejudica sua avaliação. Logo estes resultados devem ser
relativisados, uma vez que os resultados habituais tanto em piloto como industrial são
superiores aos obtidos neste teste branco.
Comparando as eficiências entre o Blend de rochas e 100% Bayovar, verificamos que
na operação com o Blend as perdas foram menores do que o 1° teste com 100%
Bayovar e maiores do que o 2° teste 100% Bayovar, mostrando que a dificulfdade de
acertar a condição de operação no 1° dia impactou fortemente na consolidação do
cristal e conseqüentemente na distribuição de perdas de P2O5. Isto reforça a
constatação de que a operação com rocha Bayovar pode atingir resultados bons de
eficiência, mas ao mesmo tempo é muito sensível as variações da condições de
processo.
Quanto à eficiência o ganho produtivo da rocha Bayovar foi 2% maior, em comparação
ao Blend, atingindo eficiência total superior a 95%, como se observa no teste 179-03
48Hs - 100% Bayovar.
Características Físicas dos Gessos HH
Abaixo termos os gráficos comparativos das principais características físicas e a fotos
ampliadas dos gessos HH obtidos
90,0
80,0
81,1
70,0
60,0
50,0
40,0
36,7
30,0
30,1
29,1
20,0
10,0
0,0
100% Cajati Blend 100% Bayovar 100% Bayovar
179-01 179-02 179-03 24 Hs 179-03 48 Hs
Ø médio
Gráfico 3: Diâmetro médio de partícula - gessos HH
Coordenação Químico Industrial Sergio Guidolin 19/46
25,0
23,0
21,6
20,0
15,0
15,5
15,0
10,0
5,0
0,0
100% Cajati Blend 100% Bayovar 100% Bayovar
179-01 179-02 179-03 24 Hs 179-03 48 Hs
Permabilidade
Gráfico 4: Permeabilidade dos gessos HH
0,680
0,670
0,667
0,660
0,650
0,640
0,641
0,630
0,620
0,615
0,610
0,613
0,600
0,590
0,580
100% Cajati Blend 100% Bayovar 100% Bayovar
179-01 179-02 179-03 24 Hs 179-03 48 Hs
Porosidade
Gráfico 5: Porosidade – gessos HH
Coordenação Químico Industrial Sergio Guidolin 20/46
2500
2117
2000
1878
1500
1360
1328
1000
500
0
100% Cajati Blend 100% Bayovar 100% Bayovar
179-01 179-02 179-03 24 Hs 179-03 48 Hs
SSA
Gráfico 6: SSA – gessos HH
Os gessos HH produzidos com rocha 100% Bayovar, foram os que apresentaram
menor diâmetros médios, confirmando as dificuldades de separação dos sólidos da
lama fosfórica na filtração, observado no gráfico 3 e confirmados pelos valores de SSA
obtidos e das fotos ampliadas dos cristais formados.
Com a formação de cristais muito pequenos, o ciclo de filtração fica prejudicado, sendo
necessária a ampliação da área de filtração para manter o mesmo tempo praticado
atualmente na planta industrial e conseguir a recuperação adequada de P 2O5 solúvel.
Gesso HH 179-01 – Cajati Gesso HH 179-02 - Blend
Coordenação Químico Industrial Sergio Guidolin 21/46
Gesso HH 179-03 24Hs – Bayovar Gesso HH 179-03 48Hs - Bayovar
As fotos ampliadas dos gessos HH obtidos demonstram claramente a formação de
cristais pequenos, quando se utiliza somente a rocha Bayovar para produção do ácido
fosfórico.
Percebe-se que não há formação de cristais de maiores dimensões como observado
no gesso gerado com rocha de Cajati, sendo ela 100% ou na blendagem com as outras
rochas, mostrando que a participação da rocha Bayovar impõe uma característica de
cristalização mesmo em pequena participação.
Coordenação Químico Industrial Sergio Guidolin 22/46
Teste de Filtração dos Gessos HH
Testes de Filtração
Filtro 3
Área = 60
Ciclo efetivo = 50
Vácuo máx = mmHg bar 400 400 400 400
Vácuo trabalho1 = mmHg bar 350 350 350 350
Vácuo trabalho2 = mmHg bar 350 350 350 350
Vácuo trabalho3 = mmHg bar 350 350 350 350
Área Filtro de Bancada = 0,0201 179-01 179-02 179-03 24Hs 179-03 48Hs
Rocha 100% Cajati Blend 100% Bayovar 100% Bayovar
Massa de gesso seco g 543,3 524,0 408,8 517,9
Fator = 0,07164
TAXA de FILTRAÇÃO t gesso/m².dia 62,2 45,8 36,1 43,4
Tempo1 s 12,6 20,3 23,7 21,4
Tempo 1 corr s 14,1 22,7 26,6 24,1
Tempo2 s 12,7 14,5 10,1 13,5
Tempo 2 corr s 14,8 17,0 11,8 15,8
Tempo3 s 7,6 8,4 9,2 10,2
Tempo 3 corr s 8,6 9,4 10,3 11,5
TOTAL (Ciclo Efetivo)
s 37,5 49,2 48,7 51,3
min 0,63 0,82 0,81 0,86
Fator Industrial F III 1,022 1,170 1,164 1,196
TAXA de FILTRAÇÃO
Esperada Industrial F III
t gesso/m².dia 64 54 42 52
Produção de P2O5 (t/dia) 800 800 800 800
Produção de Gesso HH (t/d) 3152 2776 3080 3080
Área para FILTRO III (m²) 50 52 73 59
Tabela 9: Taxas de filtrações do gessos HH
80
73
70
60
59
50
52
50
40
30
20
10
0
100% Cajati Blend 100% Bayovar 100% Bayovar
Gráfico 8: Área para Filtro III - HH (m²)
Coordenação Químico Industrial Sergio Guidolin 23/46
70
64
60
54
50
52
40
42
30
20
10
0
100% Cajati Blend 100% Bayovar 100% Bayovar
Gráfico 7: T gesso/m 2.dia
As áreas de filtrações necessárias para efetuar a separação do gesso HH da lama
fosfática para a projeção de 800 tpd P2O5 encontram-se próximas do limite do filtro III –
reação HH, no caso da utilização das rochas de Cajati e Blend, atendendo esta
necessidade de produção, com folga de 13% na área filtrante.
Como se pode observar as taxas de filtração para os gessos HH de Cajati e Blend
foram muito próximos, o que era esperado por ser a rocha de Cajati a de maior
composição do Blend, mas mesmo esta participação pequena de rocha Bayovar já faz
sentir uma dificuldade maior na filtração do gesso HH.
Comparando com Bayovar, no teste 179-03 24Hs, verifica-se que a área do filtro deve
ser 46% maior e para o teste 179-03 48Hs a área deve ser 18% maior, mostrando que
neste caso um direcionamento maior de P2O5 paras a área de Re-Hidratação operando
com rocha 100% Bayovar.
Rassaltando que para obter estas condições de ciclo estável de filtração durante os
testes a carga da planta piloto foi reduzida para o volume especifico de 3,11 m 3/T
P2O5/dia no teste 179-03 24Hs e 2,39 m3/T P2O5/dia no teste 179-03 48Hs.
Coordenação Químico Industrial Sergio Guidolin 24/46
Coloração dos Ácidos Produzidos
A seguir temos as fotos dos ácidos obtidos nos testes: 179-02 - Blend de rochas e 179-
03 - 100% Bayovar, em comparação do teste 179-01 – Cajati, pode-se verificar uma
coloração extremamente escura nos ácidos produzidos com rocha Bayovar em sua
composição, ocasionada pelo alto teor de matéria orgânica presente na rocha fosfática.
Ácido fraco – 100% Cajati Ácido fraco – Blend de rochas Ácido fraco – 100% Bayovar
Viscosidade dos Ácidos Fracos Produzidos
Com relação à viscosidade dos ácidos obtidos, não se verificam grandes diferenças
entre os mesmos, com excessão do teste 179-03 24 Hs, que apresentou aumento de
viscosidade na ordem de 2 vezes maior que o valor obtido para o ácido de Cajati, este
fato esta relacionado à quantidade de espuma gerada durante esta campanha que nas
anteriores e na posterior, fato este promovido pelo desconhecimento do
comportamento da reação que se iniciou com grande geração de espuma, sendo
necessária a intervenção imediata pelo aumento da dosagem de antiespumante, que
chegou a ser 2 vezes maior que a praticada com rocha de Cajati, sendo posteriormente
reduzida até obter-se um dosagem mínima que garantia pouca formação de espuma.
Abaixo no gráfico 9 temos os valores obtidos para cada ácido fraco produzido.
14
12
12
10
6
6
0
Cajati Blend Bayovar Bayovar
179-01 179-02 179-03 24Hs 179-03 48Hs
Viscosidade 60ºC
Gráfico 9: Viscosidades dos ácidos fracos obtidos
Coordenação Químico Industrial Sergio Guidolin 25/46
Rehidratação – DH
Nas tabelas abaixo serão apresentados os valores médios dos controles estabelecidos
para os testes realizados na Planta Piloto de Rehidratação DH.
Código do teste 179-01 179-02 179-03 24Hs 179-03 48Hs
Composição da rocha 100% Cajati Blend 100% Bayovar 100% Bayovar
Parametro de controle Ref Média Ref Média Ref Média Ref Média
Massa Gesso HH - g/5 min 1.312 1.499 1.275 2.097 1.282 1.678 1.282 1.804
Rehidratação DH
Vazão água (retorno) - g/min 800,0 589,7 800,0 703,8 800,0 535,4 800,0 577,8
Vazão H2SO4 - g/min 18,0 35,9 18,0 24,3 18,0 22,2 18,0 18,7
Dens. água (retorno) - g/cm³ 1,025 1,029 1,025 1,029 1,025 1,019 1,025 1,021
Temperatura - ºC 60 ºC 56 ºC 60 ºC 64 ºC 60 ºC 64 ºC 60 ºC 64 ºC
Teor de Sólidos - % 30,0% 24,3% 30,0% 28,2% 30,0% 25,9% 30,0% 32,1%
SO4 - % 2,00% 1,07% 2,00% 2,36% 2,00% 2,15% 2,00% 2,27%
Tabela 10: Comparativo entre os parâmetros de controle e os valores médios obtidos no controle
Parâmetros de controle
Analisando os parâmetros de controle em cada teste, a variável que apresentou
diferença significava entre o valor de referencia e a média, foi a vazão de ácido
sulfúrico no 1° teste. Este fato está relacionado à variação da massa e da qualidade do
gesso HH no caso de 100% Cajati, este consumo maior foi ocasionado pelo alto teor de
P2O5 UR do gesso HH.
Eficiência da Rehidratação
A seguir temos os gráficos da eficiência da rehidratação e quantificação das perdas de
P2O5
1,20
1,13
1,00
0,92
0,80
0,70
0,60
0,56
0,47
0,45
0,40
0,40
0,37
0,30
0,20
0,20
0,10
0,02
0,06
0,01
0,03
0,02
0,00
100% Cajati Blend rochas 100% Bayovar 100% Bayovar
179-01 179-02 179-03 24Hs 179-03 48Hs
P2O5 Total P2O5 Lattice P2O5 UR P2O5 água
Gráfico 11: Distribuição das perdas de P2O5 nos gesso HH
Coordenação Químico Industrial Sergio Guidolin 26/46
100,0%
98,4%
98,3%
98,0%
98,0%
96,3%
96,2%
95,0%
95,2%
94,7%
90,0%
85,0%
100% Cajati Blend rochas 100% Bayovar 100% Bayovar
179-01 179-02 179-03 24Hs 179-03 48Hs
Eficiência Química Eficiência Total
Gráfico 12: Eficiências químicas e total da rehidratação DH
Em todos os testes realizados obtiveram-se boas eficiências químicas e totais,
indicando boa conversão do gesso HH para gesso DH e os testes com rocha 100%
Bayovar foram os de melhores resultados. Sendo a perda de P 2O5 Lattice a de maior
impacto, que é proveniente da reação de formação do gesso HH e não da
rehidratação.
100,00%
97,72%
94,00%
93,14%
90,00%
91,05%
80,00%
75,00%
70,00%
60,00%
50,00%
50,00%
40,00%
33,33%
30,00%
20,00%
9,62%
10,00%
0,00%
100% Cajati Blend rochas 100% Bayovar 100% Bayovar
179-01 179-02 179-03 24Hs 179-03 48Hs
P2O5 Lattice P2O5 UR
Gráfico 10: Percentual de recuperação de P2O5 UR e Lattice na Rehidratação
Como se pode notar, no gráfico 10, a unidade de rehidratação do gesso HH tem
grande importância no rendimento da planta, sendo responsável pela recuperação do
P2O5 UR e Lattice, presentes no gesso HH. Através dela é possível corrigir alguma
Coordenação Químico Industrial Sergio Guidolin 27/46
ineficiência na reação da rocha no reator multicompartimento, efetuando o ataque da
rocha não reagida, que é convertida em ácido fosfórico, sendo posteriormente
separado do gesso DH, seguindo o seu filtrado para a segunda lavagem do gesso HH
no filtro III. Através do gráfico verifica-se uma recuperação do P2O5 UR na ordem de
94% para a rocha de Bayovar e acima de 93% para a rocha Cajati, mesmo com os
problemas ocorridos na reação HH do teste 179-01 – 100% Cajati.
Fatores Técnicos dos Testes:
Abaixo temos os fatores técnicos obtidos para cada uma das campanhas trabalhadas
para rochas de Cajati, Blend e Bayovar.
Teste Rocha t/tP2O5 H2SO4 t/tP2O5
179-01 - 100 % Cajati 2,96 2,94
179-02 - Blend 3,04 2,93
179-03 - 100% Bayovar 3,40 2,83
Caracterização Físicas dos Gessos DH
Com relação às características físicas do gesso DH, abaixo teremos os gráficos
comparativos das principais variáveis de controle do gesso.
60,0
50,0
50,7
40,0
30,0
30,6
29,0
27,9
20,0
10,0
0,0
100% Cajati Blend 100% Bayovar 100% Bayovar
179-01 179-02 179-03 24 Hs 179-03 48 Hs
Ø médio
Gráfico 13: Diâmetro médio de partícula - gessos DH
Coordenação Químico Industrial Sergio Guidolin 28/46
40
37,1
35
30
25
20
15
13,3
12,3
10
9,6
5
0
100% Cajati Blend 100% Bayovar 100% Bayovar
179-01 179-02 179-03 24 Hs 179-03 48 Hs
Permabilidade
Gráfico 14: Permeabilidade dos gessos DH
0,800
0,756
0,700
0,703
0,654
0,600
0,614
0,500
0,400
0,300
0,200
0,100
0,000
100% Cajati Blend 100% Bayovar 100% Bayovar
179-01 179-02 179-03 24 Hs 179-03 48 Hs
Porosidade
Gráfico 15: Porosidade – gessos DH
Coordenação Químico Industrial Sergio Guidolin 29/46
4000
3737
3500
3000
2500
2655
2457
2000
1980
1500
1000
500
0
100% Cajati Blend 100% Bayovar 100% Bayovar
179-01 179-02 179-03 24 Hs 179-03 48 Hs
SSA
Gráfico 16: SSA – gessos DH
Apesar de em todos os testes terem ocorrido boas rehidratações dos gessos, verifica-
se que os cristais dos testes com rocha de 100% Bayovar foram os de menores
diâmetros, como ocorreu também em seu gesso HH. Fica desta maneira um alerta para
problemas de filtração deste gesso. Um estudo mais aprofundado da etapa de
rehidratação poderá trazer alternativas para contornar esta formação deficiente dos
cristais e promover seu crescimento, proporcionando melhor desempenho na
separação destes sólidos através da filtração a vácuo. Com relação ao SSA do Blend
estar alto não tivemos indicações técnicas que justifica-se este resultado, devendo o
mesmo ser melhor investigado para esclarecer este valor inesperado.
Fotos dos gessos DH produzidos
A seguir temos as fotos ampliadas dos gessos DH.
Gesso DH 179-01 – Cajati Gesso DH 179-02 - Blend
Coordenação Químico Industrial Sergio Guidolin 30/46
Gesso DH 179-03 24Hs – Bayovar Gesso DH 179-03 48Hs - Bayovar
Outro fato que se deve tomar atenção, esta relacionada à cor do gesso DH produzido
(ver fotos abaixo) com rocha Bayovar em sua composição, que apresentam colorações
muito escuras, que inviabiliza sua comercialização na forma como este se apresenta.
Gesso DH – 100% Cajati Gesso DH – Blend de rochas Gesso DH – 100% Bayovar
Coordenação Químico Industrial Sergio Guidolin 31/46
Teste de Filtração dos Gesso DH
Testes de Filtração
Filtro 2
Área = 30
Ciclo efetivo = 60
Vácuo máx = mmHg bar 400 400 400 400
Vácuo trabalho1 = mmHg bar 350 350 350 350
Vácuo trabalho2 = mmHg bar 350 350 350 350
Vácuo trabalho3 = mmHg bar 350 350 350 350
Área Filtro de Bancada = 0,0201 179-01 179-02 179-03 24Hs 179-03 48Hs
Rocha 100% Cajati Blend 100% Bayovar 100% Bayovar
Massa de gesso seco g 441,7 399,8 391,7 433,2
Fator = 0,07164
TAXA de FILTRAÇÃO t gesso/m².dia 233,3 65,1 66,4 63,6
Tempo1 s 3,1 3,5 3,7 4,8
Tempo 1 corr s 3,5 3,9 4,2 5,4
Tempo2 s 2,2 9,2 7,06 7,97
Tempo 2 corr s 2,6 10,7 8,3 9,3
Tempo3 s 1,9 10,5 11,5 13,0
Tempo 3 corr s 2,1 11,8 12,9 14,6
TOTAL (Ciclo Efetivo)
s 8,1 26,4 25,4 29,3
min 0,14 0,44 0,42 0,49
Fator Industrial F III 0,368 0,729 0,715 0,769
TAXA de FILTRAÇÃO
Esperada Industrial F II
t gesso/m².dia 86 48 47 49
Produção de P2O5 (t/dia) 800 800 800 800
Produção de Gesso HH (t/d) 3744 3296 3648 3648
Área para FILTRO II (m²) 44 69 77 75
Tabela 11: Taxas de filtrações do gessos HH
100
90
86
80
70
60
50
49
48
47
40
30
20
10
0
100% Cajati Blend 100% Bayovar 100% Bayovar
Gráfico 17: T gesso/m2.dia
Coordenação Químico Industrial Sergio Guidolin 32/46
90
80
77
75
70
69
60
50
44
40
30
20
10
0
100% Cajati Blend 100% Bayovar 100% Bayovar
Gráfico 18: Área para Filtro II - DH (m²)
Como se pode observar no gráfico 18, a área de filtração atual do filtro II- DH, esta
subdimencionada, não atendendo as necessidades de filtração para um produção de
800 T P2O5/dia em Cajati.
Como também se verifica que para atender a este objetivo produtivo, a área mínima
que garantirá a operação com rocha 100% Bayovar no reator multicompartimento
deverá ser de 90 m2, admitindo uma margem de 15% maior da área para atender a
variabilidade no processo.
Coordenação Químico Industrial Sergio Guidolin 33/46
Produção de Fosfato Bicalcico em Bancada
Com a finalidade de avaliar qual os efeitos que poderão ocorrer na produção do fosfato
bicalcico, elaborou-se uma série de testes em bancada, utilizando os ácidos produzidos
com rocha Cajati, Blend de rochas e rocha Bayovar. Os itens a serem verificados, são
os aspectos físicos dos produtos e os teores de contaminantes.
Desfluorização dos Ácidos Produzidos
Com o intuito de simular o processo de remoção do Flúor dos ácidos produzidos por via
térmica e posteriormente realizar uma comparação entre estes ácidos, foi realizada em
escala piloto por batelada, uma simulação do processo remoção de flúor por arraste
com ar comprimido.
Caracterização Básica dos Ácidos para Cálculos
Na tabela 12 temos os parâmetros utilizados para calcular a massa necessária de fonte
de sílica, que garanta a formação do tetrafluoreto de silício (SiF 4 ) que será evolado do
ácido e proporcionar a redução do teor de Flúor dos ácidos obtidos nos testes.
Teste 179-01 179-02 179-03 24Hs 179-03 48Hs
Rocha Cajati Blend Bayovar Bayovar
P2O5 36,80% 39,01% 40,71% 41,65%
SO4 3,75% 2,59% 2,27% 2,37%
Flúor 0,28% 0,31% 0,19% 0,27%
Dens. 1,449 1,454 1,462 1,486
Relação P/F 57,4 54,9 93,5 67,3
Rel. Si/F (+18%) 0,436 0,436 0,436 0,436
% de Si na Diatomita 42% 42% 42% 42%
Relação P/F desejada >= 120 >= 120 >= 120 >= 120
Temperatura DF 90 ºC 90 ºC 90 ºC 90 ºC
Tabela 12: Resultados analíticos e relações de desfluorização
Coordenação Químico Industrial Sergio Guidolin 34/46
Descrição da Desfluorização
O processo de remoção de flúor via térmica por arraste com ar comprimido, consiste
em promover a adição de uma fonte de sílica (Diatomita ou Caulim) de acordo com a
relação Si/F calculada, que consiste na estequimetrica da reação entre o Si e o F para
gerar SiF4, acrescido de aproximadamente 18% da massa necessária (valor prático
utilizado para garantir uma boa remoção do flúor). O teste é realizado através do uso
de um reator sob constante agitação, aonde se aquece o ácido fosfórico até a
temperatura desejada com o auxilio de resistência elétrica. Injeta-se ar comprimido na
base do reator através de um sparger e posteriormente é efetuada a dosagem da fonte
de sílica em forma de polpa bombeável, com teor de sólidos ao redor de 20%. Durante
todo o teste é controlado a temperatura do sistema, mantendo-a estável, a densidade
do ácido e o teor de flúor remanecente, para confecção da curva de desfluorização dos
ácidos. Na figura 5 temos representado o esquema montado para realização dos
testes.
Resistência
Ar Comprimido Elétrica
Figura 5: Sistema de desfluorização térmica por arraste com ar comprimido
Parâmetros utilizados nos testes:
Massa de ácido = 20 kg
Intervalo das coletas amostras = 20 minutos
Duração do teste = 6 a 7 horas
Coordenação Químico Industrial Sergio Guidolin 35/46
Fotos do sistema de desfluorização piloto em batelada
Reator de desfluorização Desfluorização do ácido
Discussão dos Resultados
No gráfico 19 temos representadas as curvas de desfluorização dos ácidos obtidos em
escala piloto, relacionando o percentual de flúor remanescente no ácido ao longo do
tempo de desfluorização.
0,40%
0,35%
0,30%
0,25%
% Flúor
0,20%
0,15%
0,10%
0,05%
0,00%
80 min
100 min
120 min
140 min
160 min
180 min
200 min
220 min
240 min
260 min
280 min
300 min
320 min
340 min
360 min
380 min
400 min
Tempo de reação
Rocha Cajati Blend Rochas Rocha Bayovar 24Hs Rocha Bayovar 48Hs
Gráfico 19: Curvas de desfluorização dos ácidos
Coordenação Químico Industrial Sergio Guidolin 36/46
Nas curvas obtidas para cada ácido testado, observam-se as setas indicativas dos
tempos necessários para que a relação P/F desejada seja atingida, considerando o teor
mínimo de P2O5 de 51% e de Flúor ao redor de 0,18%
Avaliando os resultados, verifica-se que o perfil das curvas do ácido de Cajati com o
Blend de rochas foram similares, diferenciando entre si pelo teor inicial de Flúor no
ácido Blend que foi maior. Este fato promove a necessidade de um maior tempo de
retenção do ácido no processo de desfluorização de aproximadamente 1,6 vezes, até
se obter o valor máximo de flúor que proporcione atingir a relação P/F desejada.
Analisando a curva da rocha Bayovar, verifica-se um perfil diferente, com inclinação
menos acentuada do teor de flúor residual no ácido, o que denota um tempo maior que
a de Cajati em aproximadamente 1,7 vezes mesmo tendo os dois ácido apresentado
um teor de flúor de partida muito próximos. Outro fato a observar é relacionado a teor
de flúor de partida no ácido Bayovar, que deverá ser o menor possível, ou seja deve-se
garantir a maior remoção do flúor na reação, pois do contrário a indícios que teremos
problemas de desfluorização do ácido, como se observa na curva do ácido Bayovar
48Hs onde o tempo de residência necessário para atingir o P/F desejado será superior
a 7 horas de operação.
Coordenação Químico Industrial Sergio Guidolin 37/46
Dessulfatação dos Ácidos Produzidos
Para atender o teor de sulfato nos ácidos estabelecido em 0,8%, foi realizada a
simulada da dessulfatação em escala piloto por batelada, utilizando o mesmo reator da
desfluorização, adequando-o através da remoção do sparger de ar comprimido.
Descrição da Dessulfatação
A redução do teor de sulfato nos ácidos consiste na adição de massa previamente
calculada estequiometricamente de concentrado apatitico, levando em consideração o
acréscimo de P2O5 e Flúor proveniente da rocha fosfática. O teste é realizado através
do aquecimento do ácido fosfórico até a temperatura estabelecida com auxilio de
resistência elétrica, sob constante agitação, atingindo a temperatura, adiciona-se a
rocha fosfática na forma de polpa bombeavel com aproximadamente 50% de sólidos.
Após a adição da rocha fosfática efetua-se o controle da reação através de medições
horárias do teor de SO4 e da densidade do ácido. Durante todo o teste é controlado a
temperatura do sistema, mantendo-a estável. Na figura 6 temos representado o
sistema montado para realização do ensaio piloto.
Resistência
Elétrica
Figura 6: Sistema de dessulfatação em batelada
Parâmetros utilizados em todos os testes:
Massa de total do ácido desfluorizado
Intervalo das coletas amostras = 60 minutos
Duração do teste = 2 horas
Temperatura de operação = 60ºC
Teor de SO4 desejado <= 0,8%
Coordenação Químico Industrial Sergio Guidolin 38/46
Exemplo da Planilha de Calculo da Dessulfatação
Apatita(bs) H3PO4 Produto
Apatita requerida 0,784 kg CaO 0,42 kg 40,71% P2O5
53,6% CaO Ca 0,30 kg 2,27% SO4
35,2% P2O5 F 1,18%
50% Sólidos
H3PO4
9,4 L
15,7 kg
52% P2O5
2,90% SO4
0,49% CaO
Ks 1E-04
1,02 Tanque de
1,67 g/cm³ Dessulf.
0,18% F
125 PF
M/P2O5 0,055
Ácido Dessulfatado
10,5 L
17,3 kg
50,4% P2O5 0,23% F
Sulfato requerido 0,80% SO4 97 PF
1,78% CaO 1,01
3,7% Sólidos 1,62
1,64 g/cm³
Caracterização dos ácidos após Desfluorização e Dessulfatação
Na tabela abaixo temos a caracterização de cada ácido produzido, que foram utilizados
nas produções em bancada dos Fosfatos Bicalcicos P-18.
179-01 179-02 179-03 24Hs 179-03 48Hs
Acidos DF/DS
Cajati Blend Bayovar Bayovar
P2O5 % Espect. 55,0 51,3 54,2 52,7
MgO % AA 2,8 2,2 1,5 1,2
CaO % AA 0,7 0,4 0 0,5
Fe2O3 % AA 0,6 0,7 0,6 0,7
Al2O3 % AA 0,5 0,5 0,6 0,7
SiO2 % AA 0 0 0 0
SO4 % Titulom. 0,74 0,89 1,09 0,71
Fluor % Potenc. 0,23 0,13 0,13 0,11
Rel P/F Calculo 104,36 172,35 182,02 209,20
Tabela 13: Caracterização química dos ácidos DF/DS
Coordenação Químico Industrial Sergio Guidolin 39/46
Com relação à viscosidade dos ácidos obtidos após sua desfluorização e
dessulfatação, não se verificaram diferenças significativas entre os ácidos produzidos
com rocha de Bayovar na forma de Blend e Cajati, com relação aos ácidos produzidos
com 100% rocha Bayovar a diferença de viscosidade foi aproximadamente 15% maior
que a do ácido de Cajati, com se pode verificar no gráfico abaixo.
70
60
60
55
50
53
49
40
30
20
19
18
16
15
10
0
Cajati Blend Bayovar Bayovar
179-01 179-02 179-03 24Hs 179-03 48Hs
Viscosidade 25°C Viscosidade 60°C
Gráfico 20: Viscosidade dos ácidos concentrados DF/DS
Preparação do Fosfato Bicalcico em Bancada
A preparação do fosfato bicalcio micro granulado consiste na preparação de material
de reciclo que segue a mesma metodologia de preparação do produto que será
avaliado e posterior preparo do FBC utilizando o reciclo na granulação.
Descrição do Preparo de FBC
Aquecer o ácido fosfórico e a água de diluição até obter a temperatura desejada. Pesar
a massa calculada de calcareo, de acordo com a relação Ca/P estabelecida para o
teste. Adicionar esta massa em uma batedeira tipo planetária, pesar a massa de ácido
previamente aquecido e diluído de acordo com a mesma relação Ca/P. Com a
batedeira em funcionamento adicionar o ácido e deixar bater a massa por 30 seg,
desligando a batedeira ao atingir este tempo. Aguardar por 5 minutos e transferir a
massa obtida para o recipiente de cura, aguardando 24 horas para efetuar a
granulação em prato giratório. A Granulação foi realizada utilizando a relação de 2:1 de
reciclo, com adição de água e vapor.
Coordenação Químico Industrial Sergio Guidolin 40/46
Parâmetros utilizados para preparação dos FBC
Abaixo temos a tabela com os cálculos realizados para produção dos fosfatos
bicálcicos. A avaliação ocorreu utilizando a faixa de relação Ca/P de 1,28 até 1,32.
Neste relatório abordaremos somente a relação da estequiometria de Ca/P = 1,29.
Teste 179-01 179-02 179-03 24Hs 179-03 48Hs
Rocha Cajati Blend Bayovar Bayovar
Materia primas
P2O5 54,97% 51,31% 54,19% 52,70%
SO4 0,74% 0,89% 1,09% 0,71%
Flúor 0,23% 0,13% 0,13% 0,11%
CaO - CaCO3 49,63% 49,63% 49,63% 49,63%
Relação P/F 104,3 172,3 182,0 209,2
Massa Base de Cálculo 500,00 g 500,00 g 500,00 g 500,00 g
Teor P desejado 18,00% 18,00% 18,00% 18,00%
FBC
P2O5 - H3PO4 45,00% 45,00% 45,00% 45,00%
Umidade final 3,00% 3,00% 3,00% 3,00%
Massa P 90,00 90,00 90,00 90,00
Relação Ca/P 1,29 1,29 1,29 1,29
Ca/P - 1,29
Massa H3PO4 (Concentrado) 375,00 g 401,75 g 380,40 g 391,15 g
Massa H2O p/ dil H3PO4 83,08 g 56,33 g 77,69 g 66,93 g
Massa CaCO3 327,50 g 327,50 g 327,50 g 327,50 g
Temperatura - H3PO4 60 ºC 60 ºC 60 ºC 60 ºC
Tabela 14: Base de cálculos para produção dos FBC
Coordenação Químico Industrial Sergio Guidolin 41/46
Discussão dos Resultados
Na tabela 15 abaixo temos os resultados obtidos para os fosfatos bicalcicos gerados na
relação Ca/P 1,29. Como poderemos observar não há diferenças significativas entre os
parâmetros avaliados que indiquem a impossibilidade de utilização do ácido produzido
com a rocha de Bayovar para produção do FBC.
Teste 179-01 179-02 179-03 24Hs 179-03 48Hs
Rocha Cajati Blend Bayovar Bayovar
P total % 13,61% 13,70% 14,46% 13,61%
Instantâneo
P sol H2O % 1,88% 1,80% 3,74% 2,42%
Solubilidade em H2O % 13,81% 13,14% 25,86% 17,78%
Acidez % 0,63% 0,19% 2,45% 0,43%
Umidade % 19,00% 18,90% 22,30% 21,00%
P total (3% H2O) % 16,30% 16,39% 18,05% 16,71%
P total % 13,45% 14,68% 13,95% 13,69%
Cura 24h
P sol H2O % 0,96% 2,55% 1,10% 1,18%
Solubilidade em H2O % 7,14% 17,37% 7,89% 8,62%
Acidez % 0,13% 0,60% 0,00% 0,11%
Umidade % 18,60% 22,30% 18,10% 20,40%
P total % 17,07% 17,79% 17,28% 17,59%
P sol Citrico % 16,64% 17,24% 16,93% 17,14%
Solubilidade em Citrico % 97,48% 96,91% 97,97% 97,44%
Produto Granulado e Seco
P sol H2O % 1,28% 1,49% 1,14% 1,22%
Solubilidade em H2O % 7,50% 8,38% 6,60% 6,94%
Acidez % 0,10% 0,03% 0,03% 0,10%
Umidade % 0,90% 1,10% 1,10% 1,00%
Fluor % 0,11% 0,14% 0,12% 0,12%
CaO % 34,10% 33,50% 31,00% 32,30%
MgO % 4,10% 3,90% 3,60% 3,40%
Fe2O3 % 1,00% 1,10% 1,10% 1,20%
Al2O3 % 0,10% 0,30% 0,40% 0,50%
Relação Ca/P 1,43 1,35 1,28 1,31
Relação P/F 155,18 127,07 144,00 146,58
Tabela 15: Resultados analíticos dos FBC na relação Ca/P 1,29
Coordenação Químico Industrial Sergio Guidolin 42/46
Teste 179-01 179-02 179-03 24Hs 179-03 48Hs
Rocha Cajati Blend Bayovar Bayovar
Granulometria
+#9 2,69% 5,00% 3,13% 7,67%
+ # 20 17,11% 27,47% 18,45% 18,72%
+ # 32 8,09% 9,07% 7,28% 7,51%
+ # 48 23,45% 15,97% 20,10% 21,61%
+ # 100 25,35% 22,21% 26,62% 20,94%
- # 100 23,32% 20,27% 24,42% 23,55%
Tabela 16: Perfil granulométrico dos FBC produzidos
O perfil granulométrico dos produtos indica boa formação de grão dentro da faixa de
especificação do produto com pouca geração de grossos e finos, para todos os testes
realizados, sem necessidade de alteração de alguma variável da etapa de granulação
seja tempo ou temperatura. Abaixo temos as fotos dos produtos obtidos no testes.
FBC 179-01 – Cajati Ca/P 1,29 FBC 179-02 – Blend Ca/P 1,29
FBC 179-03 24Hs – Bayovar Ca/P 1,29 FBC 179-03 48Hs – Bayovar Ca/P 1,29
Coordenação Químico Industrial Sergio Guidolin 43/46
Com relação à coloração do produto, observa-se tonalidade mais escura nos produtos
gerados com o Blend e 100% Bayovar, ficando levemente acinzentado.
Para contornar este problema poderiam ser estudadas as soluções como o tratamento
do ácido fosfórico através da adsorção da matéria orgânica presente no mesmo com
carvão ativo, ou oxidação desta matéria orgânica com adição de oxidante forte em alta
temperatura.
Testes 179-01 179-02 179-03 24Hs 179-03 48Hs
Rochas Cajati Blend Bayovar Bayovar
Ba ppm 0,71 0,47 0,06 0,33
Cd ppm 0,03 0,59 0,98 1,4
Cr ppm 26 8,7 119 170
Cu ppm 0,50 0,44 0,21 0,96
Mn ppm 281 20 193 132
Mo ppm 0,09 0,12 0,03 0,05
Ni ppm 18 1,3 1,7 13
Pb ppm 0,14 0,17 0,17 0,07
Ti ppm 227 105 322 291
V ppm 22 65 54 68
Zn ppm 11 13 47 60
Tabela 17: Estimativa de contaminantes para o FBC
Percebe-se na tabela 17 que os contaminantes aos quais devemos ficar atentos nos
fosfatos bicálcicos produzidos com rocha de Bayovar serão o Cádmio, Cromo e Titânio,
os demais elementos contaminantes terão baixa influência na contaminação do
produto.
Coordenação Químico Industrial Sergio Guidolin 44/46
Conclusões
- Verifica-se ao longo das etapas de produção do ácido fosfórico até a obtenção do
fosfato bicalcico, que os ácidos produzidos utilizando 100% de rocha Bayovar em
sua composição, introduziram uma maior dificuldade no sistema de produção
principalmente no que diz respeito ao processo de filtração.
- Durante os testes as áreas de filtração necessárias para 800 TP 2O5/ dia para
produção com o Blend de rochas foram de: 52 m 2 para o gesso HH e 69 m2 para o
gesso DH; e para a produção com 100% Bayovar 48 HS as áreas foram de: 59 m 2
para o gesso HH e 75 a 77 m2 para o gesso DH
- No caso da unidade de Cajati o aspecto de qualidade física, especificamente na
cor do Fosfato Bicalcico ficou fora do padrão, sendo necessário realizar novos
estudos para melhorar a cor tanto do ácido quanto do fosfato bicalcico produzido.
- O consumo de antiespumante para as campanhas de blend de rochas 179-02, foi
aproximandamente 50% a mais que a utilizada com rocha de Cajati e para a rocha
de Bayovar este consumo foi de 100% a mais no inicio da operação, sendo
reduzido até a faixa de 50% após 48 horas de teste.
- Ao fatores de produção para os testes são:
o 100% Cajati - Rocha = 2,95 t/t P2O5 e H2SO4 = 2,94 t/t P2O5;
o Blend - Rocha = 3,04 t/t P2O5 e H2SO4 = 2,93 t/t P2O5;
o 100% Bayovar - Rocha = 3,40 t/t P2O5 e H2SO4 = 2,83 t/t P2O5.
- Com relação à contaminação por metais pesados Ba, Pb, V Cd e As, o elemento
Cd inviabiliza a utilização do ácido produzido com rocha Bayovar a 100%, pois o
grau de transferência deste elemento da rocha para o ácido e muito superior ao
de Cajati, chegando a 2,5 vezes maior.
- Também se verificou que a produção do ácido fosfórico utilizando rocha de 100%
Bayovar necessita de um volume especifico maior no processo hemidrato, que
deve ser no mínimo de 2,4 m3/T P2O5/dia, isto requer uma redução de
aproximadamente 33% da produção, não sendo possível atingir a projeção de 800
T P2O5/dia. Esta redução é justificada pelas características físicas do gesso HH
obtido na reação, que necessita de maior tempo de reação para que não ocorram
perdas de P2O5 e dificuldades na filtração do gesso HH. Outro item é a limitação
Coordenação Químico Industrial Sergio Guidolin 45/46
do filtro II - DH que não atende as necessidades de separação sólido líquido da
polpa gerada na rehidratação.
- A área do filtro de rehidratação estimada para atender a produção projetada deve
ser ao redor de 90 m2, ou seja 3 vezes maior que a atual.
- Para outras unidades produtivas que utilizem o mesmo processo HH/DH, a rocha
de Bayovar se qualifica para produção de ácido fosfórico, desde que sejam
atendidos os volumes específicos e área de filtração necessária para sua
operação. Devemos ressaltar ainda que a rocha Bayovar apresenta
características bem diferentes das rochas de origem nacional, que são
predominantemente de origem ígnea e a de Bayovar de origem sedimentar. Esta
característica merece atenção na produção de ácido fosfórico, devido à alta
formação de espuma nas primeiras horas de operação, que tende a diminuir com
a planta sendo posta em marcha normal de operação, também se verificou o
bloqueio imediato de reação para os trabalhos com teor de sulfato acima de 2,5%,
que prejudica a manutenção da zona de reação de sulfato baixo, devendo esta
região do reator ser bem controlada, para melhor formação dos cristais de gesso
HH. Também se devem analisar os requisitos de contaminantes presentes no
ácido obtido de acordo com a especificação padrão exigida para o ácido conforme
sua aplicação.
- Na rehidratação o gesso HH da rocha Bayovar apresentou boa performance,
tendo conversão em torno de 98%, contudo os cristais formados foram muito
pequenos, o que demandará maior área de filtração, quando comparado com o
gesso DH produzido com rocha de Cajati. O gesso DH produzido com rocha 100%
Bayovar apresentou coloração fortemente escura, o que poderá inviabilizar sua
comercialização tal qual é retirado do processo, necessitando de estudos para
melhorar seu aspecto físico.
Recomendações :
- Estudar aditivos de filtração para melhorar o ponto mais fraco da rocha Bayovar,
que é a baixa taxa de filtração no processo HH/DH.
Coordenação Químico Industrial Sergio Guidolin 46/46
Você também pode gostar
- Ensaio de Lixiviação Dinâmica - Grupo1Documento11 páginasEnsaio de Lixiviação Dinâmica - Grupo1isabel fagundesAinda não há avaliações
- Preparação e Ensaios Físicos de Amostras de FERROVANÁDIODocumento4 páginasPreparação e Ensaios Físicos de Amostras de FERROVANÁDIOwemersontavaresAinda não há avaliações
- Relatório Final Pibiti - VictorDocumento16 páginasRelatório Final Pibiti - VictorVictor AraújoAinda não há avaliações
- Sintese Do IodoformioDocumento6 páginasSintese Do IodoformioJackson Luiz Martins Godinho0% (3)
- Metodologia Sólidos Totais, Fixo e VoláteisDocumento12 páginasMetodologia Sólidos Totais, Fixo e VoláteisAdauto AguiarAinda não há avaliações
- Dimensionamento de Espessadores ConvenciDocumento123 páginasDimensionamento de Espessadores ConvenciRafael Nunes100% (1)
- ACFrOgCRaiPkx4Jm36hEJvIqKI6ckjIZ ZmYipFuQKCuE8oFFzNY534FT6aDt22 Yv0GbOA2N77TIt3oBN6NTyli2c2jH46PR7ncRvi7BxMvnBs YZX47CultfRweKGPdjk28nMI Sopv20hFogaDocumento10 páginasACFrOgCRaiPkx4Jm36hEJvIqKI6ckjIZ ZmYipFuQKCuE8oFFzNY534FT6aDt22 Yv0GbOA2N77TIt3oBN6NTyli2c2jH46PR7ncRvi7BxMvnBs YZX47CultfRweKGPdjk28nMI Sopv20hFogaYam Da NóbregaAinda não há avaliações
- POP-LAB-009 Proc. Analítico - Umid. e Mat. Volátil - Placa QuenteDocumento2 páginasPOP-LAB-009 Proc. Analítico - Umid. e Mat. Volátil - Placa QuenteVictor GabrielAinda não há avaliações
- Prática 02 Experimento de Determinação de CinzasDocumento12 páginasPrática 02 Experimento de Determinação de CinzasFabiana XavierAinda não há avaliações
- Relatório Ab2 Lab SolosDocumento10 páginasRelatório Ab2 Lab SolosGiulia CorreiaAinda não há avaliações
- Relatório G10Documento33 páginasRelatório G10Cris OliveiraAinda não há avaliações
- Clarificação Do ÓleoDocumento157 páginasClarificação Do Óleofqueiroz75Ainda não há avaliações
- Pop g0003 Tampâo AmoniacDocumento3 páginasPop g0003 Tampâo AmoniacEdnei Ferreira GonçalvesAinda não há avaliações
- Relatório Org. Exp. Prática 1 - Recristalização Do Naftaleno e Do Ácido BenzóicoDocumento17 páginasRelatório Org. Exp. Prática 1 - Recristalização Do Naftaleno e Do Ácido BenzóicoEduardo João CoutinhoAinda não há avaliações
- Beneficiamento Da DiatomitaDocumento50 páginasBeneficiamento Da DiatomitaCristyan Maraiza RibeiroAinda não há avaliações
- POP-LAB-008 Proc. Analítico - Umid. e Mat. Volátil - EstufaDocumento1 páginaPOP-LAB-008 Proc. Analítico - Umid. e Mat. Volátil - EstufaVictor GabrielAinda não há avaliações
- Relatório de Estagio Sup IDocumento13 páginasRelatório de Estagio Sup IJhenyffer PaulaAinda não há avaliações
- Relatório Da Aula Prática de BioquímicaDocumento7 páginasRelatório Da Aula Prática de BioquímicaBreno OliveiraAinda não há avaliações
- Relatório AbsorçãoDocumento28 páginasRelatório AbsorçãoAna Carolina Dal MoroAinda não há avaliações
- Relatório III - Método de MohrDocumento16 páginasRelatório III - Método de MohrWendell GomesAinda não há avaliações
- Relatório Aula Prática 2 Verificação Do PHDocumento13 páginasRelatório Aula Prática 2 Verificação Do PHLarissa NeposianoAinda não há avaliações
- Relatório VinhaçaDocumento33 páginasRelatório VinhaçaHemyle RochaAinda não há avaliações
- FFM Men 3437 TM-01 C PDFDocumento135 páginasFFM Men 3437 TM-01 C PDFJoão MeloAinda não há avaliações
- It 169-00 - Ensaio de Medição de Umidade Do Solo Através Do SpeedyDocumento4 páginasIt 169-00 - Ensaio de Medição de Umidade Do Solo Através Do SpeedyTalmomTacianoAinda não há avaliações
- Relatorio Separação de Substancias DFDocumento10 páginasRelatorio Separação de Substancias DFMaria ZzzAinda não há avaliações
- Reação de SaponificaçãoDocumento4 páginasReação de SaponificaçãoAna Ruth MoraisAinda não há avaliações
- PEQB-Etilbenzeno-Grupo 5Documento183 páginasPEQB-Etilbenzeno-Grupo 5Andreia BrandãoAinda não há avaliações
- Projeto de Refrigeração de Um SupermercadoDocumento16 páginasProjeto de Refrigeração de Um SupermercadomatheusAinda não há avaliações
- ETEP - Produção de Oleo de AmendoimDocumento13 páginasETEP - Produção de Oleo de AmendoimNEIAAinda não há avaliações
- PROCESSO DE PELOTIZAÇÃO 2003 - Luciano Martins Da Silva PDFDocumento76 páginasPROCESSO DE PELOTIZAÇÃO 2003 - Luciano Martins Da Silva PDFkassiak13Ainda não há avaliações
- Relatório Final Torre de ResfriamentoDocumento72 páginasRelatório Final Torre de ResfriamentoWesly VolpiAinda não há avaliações
- Concentracao Bario ElementosDocumento43 páginasConcentracao Bario ElementosJazz BateraAinda não há avaliações
- DISSERTACAO Final JoelDocumento79 páginasDISSERTACAO Final JoelVavania MAinda não há avaliações
- Relatório Teor de UmidadeDocumento18 páginasRelatório Teor de UmidadeMatheus JardimAinda não há avaliações
- NBR 6457-2016 Amostras de Solo - Preparação para Ensaios de CompactaçãoDocumento14 páginasNBR 6457-2016 Amostras de Solo - Preparação para Ensaios de CompactaçãoGabriel Neto100% (2)
- Relatorio Trocador de CalorDocumento6 páginasRelatorio Trocador de CalorRafaAinda não há avaliações
- Tratamento Biológico - Protargal Bio-45 - Tecnologia e Suas Aplicações - Rev 01Documento18 páginasTratamento Biológico - Protargal Bio-45 - Tecnologia e Suas Aplicações - Rev 01flaviompimentelAinda não há avaliações
- JoseniltonDocumento4 páginasJoseniltonRicardo MartinsAinda não há avaliações
- Relatório 01 - Síntese Do Anidrido FtálicoDocumento15 páginasRelatório 01 - Síntese Do Anidrido FtálicoThaisa ContarAinda não há avaliações
- Cetesb Norma p4230Documento32 páginasCetesb Norma p4230Pedro HenriqueAinda não há avaliações
- Relatório de QuímicaDocumento7 páginasRelatório de QuímicaLuma MikellyAinda não há avaliações
- 021 CEMP Determinação Do Tempo de Vida Util Pelo Metodo Da Moldabilidade Da Mistrura Padrão para Resina Caixa Quente para FundiçãoDocumento3 páginas021 CEMP Determinação Do Tempo de Vida Util Pelo Metodo Da Moldabilidade Da Mistrura Padrão para Resina Caixa Quente para FundiçãoSidnei RodriguesAinda não há avaliações
- Estudo Da Pirólise Do Bagaço de Malte para A Obtenção Do Bio Oléo e CarvãoDocumento9 páginasEstudo Da Pirólise Do Bagaço de Malte para A Obtenção Do Bio Oléo e Carvãolfilipe2010Ainda não há avaliações
- Pré ProjetoDocumento7 páginasPré ProjetoALEX GABRIEL OLIVEIRA RUIVOAinda não há avaliações
- Relatorio FinalDocumento23 páginasRelatorio FinalmusicaparaacalmarAinda não há avaliações
- ClaudioNevesBorgesCorr16 PDFDocumento198 páginasClaudioNevesBorgesCorr16 PDFAndré TelesAinda não há avaliações
- Relatório AnaliticoDocumento33 páginasRelatório AnaliticoRAFAELA MARIA BARBOSA ALVESAinda não há avaliações
- Relatorio GranuladosDocumento7 páginasRelatorio GranuladosInês TaynaraAinda não há avaliações
- BromatologiaDocumento12 páginasBromatologiaPatriciaLimaAinda não há avaliações
- Cronograma HMP's X Pós RegistrosDocumento35 páginasCronograma HMP's X Pós RegistrosJosé Bosco FariasAinda não há avaliações
- Rci Purificacao Do Sal 12 2020Documento8 páginasRci Purificacao Do Sal 12 2020clayton souzaAinda não há avaliações
- RELATÓRIO - MACO I - Det. Massa Específica Agregado Miúdo - AMANDA BERNARDESDocumento11 páginasRELATÓRIO - MACO I - Det. Massa Específica Agregado Miúdo - AMANDA BERNARDESDanielleAinda não há avaliações
- Apostila Quantitativa FINAL 2011 WaldomiroDocumento41 páginasApostila Quantitativa FINAL 2011 WaldomiroBetuchoAinda não há avaliações
- Protocolos 2 Série de Trabalhos LabDocumento7 páginasProtocolos 2 Série de Trabalhos Labritasa1234marianaAinda não há avaliações
- Relatório - Hidrociclones - Talita Vitoria Luis GustavoDocumento8 páginasRelatório - Hidrociclones - Talita Vitoria Luis GustavoTalita FerzzaAinda não há avaliações
- Relatório BromatologiaDocumento31 páginasRelatório BromatologiaJoão Antônio DM0% (1)
- TCC I Laís - REVISADODocumento42 páginasTCC I Laís - REVISADOLaís GonçalvesAinda não há avaliações
- Apostila Lab de Química 3 FaseDocumento37 páginasApostila Lab de Química 3 FaseventiladoramoebaAinda não há avaliações
- Projeto Ambiental de Licenciamento de Unidade de Armazenagem de GrãosDocumento72 páginasProjeto Ambiental de Licenciamento de Unidade de Armazenagem de GrãosFrancismar100% (1)
- Apostila Completa de MetrologiaDocumento94 páginasApostila Completa de Metrologiaaguiark510100% (7)
- Aula - 1 - Introducao A Química AnalíticaDocumento32 páginasAula - 1 - Introducao A Química AnalíticaPatrícia VieiraAinda não há avaliações
- Rochas Ígneas Ou Magmáticas SlideDocumento21 páginasRochas Ígneas Ou Magmáticas SlideEmerson da GJAinda não há avaliações
- Volume MolarDocumento1 páginaVolume MolarDarlan SilvaAinda não há avaliações
- Manual Materias+Técnicas Tradicionais Assentamento AzulejosDocumento38 páginasManual Materias+Técnicas Tradicionais Assentamento AzulejosvitorcscostaAinda não há avaliações
- Dalton Eletricidade 03 PDFDocumento9 páginasDalton Eletricidade 03 PDFArtur MartinsAinda não há avaliações
- Ligas MetálicasDocumento34 páginasLigas MetálicasSillvano PiresAinda não há avaliações
- Refrigeração DomesticaDocumento2 páginasRefrigeração DomesticaBruno GenteluciAinda não há avaliações
- STT507-Canal de Escoamento HidráulicoDocumento27 páginasSTT507-Canal de Escoamento HidráulicoPaulo Henrique MoreiraAinda não há avaliações
- Química 10º AnoDocumento5 páginasQuímica 10º AnoMatildeAinda não há avaliações
- C NBR 6971 - Defensas Metálicas - Projeto e ImplantaçaoDocumento44 páginasC NBR 6971 - Defensas Metálicas - Projeto e ImplantaçaopaullovictorAinda não há avaliações
- Relatório-Granulometria - Juliana SilmaraDocumento11 páginasRelatório-Granulometria - Juliana Silmaramatheus costa cabralAinda não há avaliações
- Clube Do Concreto - Ensaio de Inchamento Da Areia (NBR 6467 - 2006)Documento4 páginasClube Do Concreto - Ensaio de Inchamento Da Areia (NBR 6467 - 2006)Everton TanisAinda não há avaliações
- Edital PPGQ 2020Documento10 páginasEdital PPGQ 2020Marina PiresAinda não há avaliações
- Lista 5 - Atomistica - CEFAJ - e Exercícios 9º Ano PDFDocumento5 páginasLista 5 - Atomistica - CEFAJ - e Exercícios 9º Ano PDFCarlos Junior BarrosAinda não há avaliações
- ForjamentoDocumento61 páginasForjamentoWilliam CastroAinda não há avaliações
- Resumo FotoquímicaDocumento8 páginasResumo FotoquímicaGeorge LuisAinda não há avaliações
- Estudo Do Fabrico e Da Degradação de Azulejos Portugueses HistóricosDocumento252 páginasEstudo Do Fabrico e Da Degradação de Azulejos Portugueses HistóricosCesarAinda não há avaliações
- A Origem Dos Nomes e Símbolos Dos Elementos QuímicosDocumento3 páginasA Origem Dos Nomes e Símbolos Dos Elementos QuímicosLourival FariasAinda não há avaliações
- Lei de HessDocumento3 páginasLei de HessAdriano NogueiraAinda não há avaliações
- RelatorioLNEC PrevençaoDocumento63 páginasRelatorioLNEC PrevençaoXZ LabAinda não há avaliações
- 2019-05 Bula PDFDocumento12 páginas2019-05 Bula PDFThiago CostaAinda não há avaliações
- Ensaio DPL PDFDocumento5 páginasEnsaio DPL PDFJoão LuzAinda não há avaliações
- 15.FISPQ FORTH Gel para Plantio PDFDocumento4 páginas15.FISPQ FORTH Gel para Plantio PDFJunior DE ZezitoAinda não há avaliações
- Leos Essenciais - Wintergreen - Wintergreen - 15ml - 60203932Documento1 páginaLeos Essenciais - Wintergreen - Wintergreen - 15ml - 60203932Brina EstecaAinda não há avaliações
- Prod 739Documento2 páginasProd 739AlejandroAvilaAinda não há avaliações
- Aula 1Documento31 páginasAula 1Bruno OliveiraAinda não há avaliações
- Dnit139 2010 EsDocumento8 páginasDnit139 2010 EsAlysson SantosAinda não há avaliações
- Trocadores de CalorDocumento17 páginasTrocadores de CalorDouglas RamosAinda não há avaliações
- Minas Da PanasqueiraDocumento14 páginasMinas Da PanasqueiraJoao PiteiraAinda não há avaliações