Você também pode gostar
- Controle de Processos Industriais: Modelagem e Simulação com ScilabNo EverandControle de Processos Industriais: Modelagem e Simulação com ScilabNota: 5 de 5 estrelas5/5 (1)
- 24.03-3-0228.C Romi 2006 - Controle de Atividades No Desenvolvimento de ProjetosDocumento7 páginas24.03-3-0228.C Romi 2006 - Controle de Atividades No Desenvolvimento de ProjetosBruno RafaelAinda não há avaliações
- 22.08!3!0257.c - Romi 2003 - Desenvolvimento de ItemDocumento8 páginas22.08!3!0257.c - Romi 2003 - Desenvolvimento de ItemBruno RafaelAinda não há avaliações
- 24.05-3-0047.e Romi 2006 - Estruturação Do ProdutoDocumento7 páginas24.05-3-0047.e Romi 2006 - Estruturação Do ProdutoBruno RafaelAinda não há avaliações
- 24.06-3-0052.e Romi 2003 - Providências Após Modificação de EngenhariaDocumento6 páginas24.06-3-0052.e Romi 2003 - Providências Após Modificação de EngenhariaBruno RafaelAinda não há avaliações
- 20.01!3!0358.a - Romi 2006 - Programa de ProduçãoDocumento6 páginas20.01!3!0358.a - Romi 2006 - Programa de ProduçãoBruno RafaelAinda não há avaliações
- 16.16!3!0395.a - Romi 2008 - Controle de Documentos de Clientes - Fundidos e UsinagemDocumento8 páginas16.16!3!0395.a - Romi 2008 - Controle de Documentos de Clientes - Fundidos e UsinagemBruno RafaelAinda não há avaliações
- 20.02!3!0103.b - Romi 1997 - Controle de ProduçãoDocumento5 páginas20.02!3!0103.b - Romi 1997 - Controle de ProduçãoBruno RafaelAinda não há avaliações
- 22.99!3!0102.f - Romi 2003 - Processo ProdutivoDocumento7 páginas22.99!3!0102.f - Romi 2003 - Processo ProdutivoBruno RafaelAinda não há avaliações
- 24.02!3!0074.m - Romi 2006 - Folha de Caracterísitcas Dos ProdutosDocumento9 páginas24.02!3!0074.m - Romi 2006 - Folha de Caracterísitcas Dos ProdutosBruno RafaelAinda não há avaliações
- 22.01!3!0146.c - Romi 1998 - Controle de Programas CNDocumento12 páginas22.01!3!0146.c - Romi 1998 - Controle de Programas CNBruno RafaelAinda não há avaliações
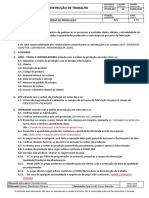
- Instrução Trabalho ProduçãoDocumento8 páginasInstrução Trabalho ProduçãoCleuderson OliveiraAinda não há avaliações
- 16.16!3!0143.d - Romi 2003 - Controle de Desenhos de Clientes - Fundidos e UsinagemDocumento8 páginas16.16!3!0143.d - Romi 2003 - Controle de Desenhos de Clientes - Fundidos e UsinagemBruno RafaelAinda não há avaliações
- 24.05!3!0046.e - Romi 2006 - Criação e Alteração de ItensDocumento8 páginas24.05!3!0046.e - Romi 2006 - Criação e Alteração de ItensBruno RafaelAinda não há avaliações
- 16.15!3!0348.c - Romi 2007 - Try-Out em Máquinas RomiDocumento6 páginas16.15!3!0348.c - Romi 2007 - Try-Out em Máquinas RomiBruno RafaelAinda não há avaliações
- POP-OPE-001-00 - Planejamento e Etapas de ProduçãoDocumento6 páginasPOP-OPE-001-00 - Planejamento e Etapas de ProduçãoGiCursino67% (3)
- 22.99!3!0173.b - Romi 2001 - Emissão de Proposta de Modificação de ProcessoDocumento5 páginas22.99!3!0173.b - Romi 2001 - Emissão de Proposta de Modificação de ProcessoBruno RafaelAinda não há avaliações
- Procedimento Controle de ProjetosDocumento3 páginasProcedimento Controle de ProjetosErnani Zimmermann100% (1)
- Certificação de Operadores de Sistema e InstalaçõesDocumento29 páginasCertificação de Operadores de Sistema e InstalaçõesRoberto BokinhaAinda não há avaliações
- Cont-Plataforma - Mar-Se-Po.024 Gestao de Manutençao, Inspeçao e Calibracao de PSV Na Uo-SealDocumento5 páginasCont-Plataforma - Mar-Se-Po.024 Gestao de Manutençao, Inspeçao e Calibracao de PSV Na Uo-SealPaulo SantanaAinda não há avaliações
- Instrução Manutenção 2Documento13 páginasInstrução Manutenção 2Junior MaiaAinda não há avaliações
- Treinamento Analista SAP ECCDocumento98 páginasTreinamento Analista SAP ECCLuiz costaAinda não há avaliações
- modulo_09.8_-_diretrizes_para_projetos_-_fluxograma_de_processo_e_de_engenhariaDocumento25 páginasmodulo_09.8_-_diretrizes_para_projetos_-_fluxograma_de_processo_e_de_engenhariaGeisonAinda não há avaliações
- 22.01!3!0064.d - Romi 1997 - Instrução Complementar de Fabricação e Inspeção (Icfi)Documento11 páginas22.01!3!0064.d - Romi 1997 - Instrução Complementar de Fabricação e Inspeção (Icfi)Bruno RafaelAinda não há avaliações
- Norma PRODUÇÃO DE PEDIDO - MERCADO INTERNO - FitasaDocumento9 páginasNorma PRODUÇÃO DE PEDIDO - MERCADO INTERNO - FitasaDouglas CristianoAinda não há avaliações
- Controle de informação documentadaDocumento7 páginasControle de informação documentadaPaulaAinda não há avaliações
- Procedimento de comissionamentoDocumento19 páginasProcedimento de comissionamentolima_nivel3Ainda não há avaliações
- Descritivo - Manutenção PreventivaDocumento9 páginasDescritivo - Manutenção Preventivaedfoliveira34Ainda não há avaliações
- 24.07!3!0045.d - Romi 2005 - Desenvolvimento de Projetos de Execução EspecialDocumento6 páginas24.07!3!0045.d - Romi 2005 - Desenvolvimento de Projetos de Execução EspecialBruno RafaelAinda não há avaliações
- PG02 Procedimento Do Setor de Injeção Plástica Rev.01Documento6 páginasPG02 Procedimento Do Setor de Injeção Plástica Rev.01Sidney Sousa100% (1)
- O que é, para que serve e quem faz o comissionamento de projetos industriaisDocumento9 páginasO que é, para que serve e quem faz o comissionamento de projetos industriaisRodolfo TorresAinda não há avaliações
- Comando motores trifásicosDocumento10 páginasComando motores trifásicosmarcel. OliveiraAinda não há avaliações
- T GED 1018E 000 RT0001 Sistema ElétricoDocumento60 páginasT GED 1018E 000 RT0001 Sistema ElétricoAnderson SiqueiraAinda não há avaliações
- .04 - Certificação de 1 Parte de Operadores de Sistema e de InstalaçDocumento29 páginas.04 - Certificação de 1 Parte de Operadores de Sistema e de InstalaçRotieri FontanariAinda não há avaliações
- Elaboração Relatório Análise OcorrênciaDocumento10 páginasElaboração Relatório Análise OcorrênciaMatheus VarelaAinda não há avaliações
- Implementação do Esquema Padrão e Rodados de forma gráficaDocumento6 páginasImplementação do Esquema Padrão e Rodados de forma gráficaMarcelo SantanaAinda não há avaliações
- Norma Petrobras 2595Documento107 páginasNorma Petrobras 2595Giorgia F. CortinovisAinda não há avaliações
- Planejamento qualidade obraDocumento2 páginasPlanejamento qualidade obratiagofcoutinhoAinda não há avaliações
- Aula 2_EXEC.2023Documento14 páginasAula 2_EXEC.2023Edmilson SchirmerAinda não há avaliações
- Guia Referência Rápida PMDocumento16 páginasGuia Referência Rápida PMLuan Pablo FariasAinda não há avaliações
- Gestão de Comissionamento de InstalaçõesDocumento20 páginasGestão de Comissionamento de Instalaçõesalxcesar1100% (1)
- Comissionamento do Projeto SaloboDocumento55 páginasComissionamento do Projeto SaloboMauro Vales de Souza75% (4)
- Supervisório IndustrialDocumento68 páginasSupervisório IndustrialDavid Wilson100% (2)
- Sistema de controle de contaminação para indústria farmacêuticaDocumento4 páginasSistema de controle de contaminação para indústria farmacêuticaAdilson GabuAinda não há avaliações
- Sequenciamento da Programação da ProduçãoDocumento62 páginasSequenciamento da Programação da ProduçãoAriela Stelmach BealAinda não há avaliações
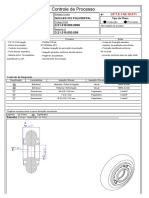
- CP 7.5.1!02!10.011 NÚCLEO 310 Policristal OkDocumento4 páginasCP 7.5.1!02!10.011 NÚCLEO 310 Policristal OkLex CunhaAinda não há avaliações
- Práticas de Engenharia de Condicionamento e ComissionamentoDocumento11 páginasPráticas de Engenharia de Condicionamento e ComissionamentorenatakllAinda não há avaliações
- NN102 - Características Significativas Do Produto-20 09 96..Documento7 páginasNN102 - Características Significativas Do Produto-20 09 96..Gabriel MesquitaAinda não há avaliações
- Elaboração de Procedimentos - Instruções para Produção e ManutençãoDocumento5 páginasElaboração de Procedimentos - Instruções para Produção e ManutençãoRobson MauroAinda não há avaliações
- Ibp1808 12Documento7 páginasIbp1808 12Marcelo Varejão CasarinAinda não há avaliações
- Circular 176-2005 - Modificação Das Instruções para A Verificação Do PPHO e Aplicação 175Documento12 páginasCircular 176-2005 - Modificação Das Instruções para A Verificação Do PPHO e Aplicação 175andreamokadaAinda não há avaliações
- Portfólio_Matheus_Borelli_Pedroso_249022021Documento9 páginasPortfólio_Matheus_Borelli_Pedroso_249022021Matheus BorelliAinda não há avaliações
- Gestão da manutenção na oficina mecânicaDocumento14 páginasGestão da manutenção na oficina mecânicaFelipe Eduardo Guedes da SilvaAinda não há avaliações
- Manutenção e operação de ar condicionado na Fatec ItaqueraDocumento14 páginasManutenção e operação de ar condicionado na Fatec ItaqueraRafael FurtadoAinda não há avaliações
- IPR-004 - Instrução de Calibração Medidores de Tensão Alternada e ContinuaDocumento6 páginasIPR-004 - Instrução de Calibração Medidores de Tensão Alternada e ContinuaCalibratec BahiaAinda não há avaliações
- IT-E-SMS-006 - Gestão de PCMAT - Rev05Documento8 páginasIT-E-SMS-006 - Gestão de PCMAT - Rev05Larisse GomesAinda não há avaliações
- Introdução ao Controle e AutomaçãoDocumento67 páginasIntrodução ao Controle e AutomaçãoWillian Richelle FreitasAinda não há avaliações
- Planejamento racional de montagem emDocumento20 páginasPlanejamento racional de montagem emJéssica Orlando MacanzeAinda não há avaliações
- Atualização SIGAORG adiciona campos datas vigênciaDocumento6 páginasAtualização SIGAORG adiciona campos datas vigênciaAlineAinda não há avaliações
- 24.02!3!0074.m - Romi 2006 - Folha de Caracterísitcas Dos ProdutosDocumento9 páginas24.02!3!0074.m - Romi 2006 - Folha de Caracterísitcas Dos ProdutosBruno RafaelAinda não há avaliações
- 22.01!3!0146.c - Romi 1998 - Controle de Programas CNDocumento12 páginas22.01!3!0146.c - Romi 1998 - Controle de Programas CNBruno RafaelAinda não há avaliações
- 16.16!3!0143.d - Romi 2003 - Controle de Desenhos de Clientes - Fundidos e UsinagemDocumento8 páginas16.16!3!0143.d - Romi 2003 - Controle de Desenhos de Clientes - Fundidos e UsinagemBruno RafaelAinda não há avaliações
- Romi - Proposta de Modificação de EngenhariaDocumento2 páginasRomi - Proposta de Modificação de EngenhariaBruno RafaelAinda não há avaliações
- 24.02!3!0074.m - Romi 2006 - Folha de Caracterísitcas Dos ProdutosDocumento9 páginas24.02!3!0074.m - Romi 2006 - Folha de Caracterísitcas Dos ProdutosBruno RafaelAinda não há avaliações
- COMO CHEGAR A ACORDOS SEM CONCESSÕESDocumento25 páginasCOMO CHEGAR A ACORDOS SEM CONCESSÕESGuta BiazzettoAinda não há avaliações
- 30 Palavras em Espanhol Que Enganam Os Brasileiros!Documento14 páginas30 Palavras em Espanhol Que Enganam Os Brasileiros!Elone Izata SampaioAinda não há avaliações
- Karl MarxDocumento13 páginasKarl MarxMarcos V GarciaAinda não há avaliações
- Doubleway 3F 380 Dwtt10a2 - Dwtt80a2Documento78 páginasDoubleway 3F 380 Dwtt10a2 - Dwtt80a2Janaína da Silva dos Santos100% (1)
- Receitas de caldos e carnes na graduação em NutriçãoDocumento8 páginasReceitas de caldos e carnes na graduação em NutriçãoDyego SeixasAinda não há avaliações
- Monografia - Desafios Da Gestão Escolar Nas Escolas Públicas.Documento36 páginasMonografia - Desafios Da Gestão Escolar Nas Escolas Públicas.Alê Wenderson Brum100% (1)
- Exercícios de mecânica dos fluidos e hidráulicaDocumento3 páginasExercícios de mecânica dos fluidos e hidráulicaMatheusGrieblerAinda não há avaliações
- Clip 18042014Documento61 páginasClip 18042014Ronnie TurriniAinda não há avaliações
- Apostila Fabricacao de Acucar 2012 2Documento9 páginasApostila Fabricacao de Acucar 2012 2Roberto Corazza DolciAinda não há avaliações
- UltimoDocumento1 páginaUltimoJorge Rafael AbreuAinda não há avaliações
- Relatório de Medição de Espessura Por Ultra-SomDocumento1 páginaRelatório de Medição de Espessura Por Ultra-SomI9Educação Projeto100% (1)
- Pasta 1Documento14 páginasPasta 1Rosi DutraAinda não há avaliações
- 7/8" Cellflex Premium - Atenuação de Baixa Perda - Cabo Coaxial - PE ExpansoDocumento1 página7/8" Cellflex Premium - Atenuação de Baixa Perda - Cabo Coaxial - PE ExpansoRaphael PioAinda não há avaliações
- Contrato cessão direitos imóvelDocumento3 páginasContrato cessão direitos imóvelPablo RuanAinda não há avaliações
- Infocus In2x Userguide PTDocumento8 páginasInfocus In2x Userguide PTGeorge TenorioAinda não há avaliações
- Cálculo estrutural linha de vida industrialDocumento12 páginasCálculo estrutural linha de vida industrialPaulo VenutoAinda não há avaliações
- Modelo Capm e Teorias AlternativasDocumento20 páginasModelo Capm e Teorias AlternativasAnderson SousaAinda não há avaliações
- Camila Silva - Costa - 70000000108944Documento4 páginasCamila Silva - Costa - 70000000108944CAMILAAinda não há avaliações
- Classificação das contas contábeisDocumento3 páginasClassificação das contas contábeisWELLINGTON MARQUESAinda não há avaliações
- Simulado 3-CompletoDocumento12 páginasSimulado 3-CompletoSAILAVELLOSOAinda não há avaliações
- Laboratório Java OODocumento155 páginasLaboratório Java OOJanerson DouglasAinda não há avaliações
- Folder Da Engenharia CivilDocumento2 páginasFolder Da Engenharia CivilMarcelo PerettiAinda não há avaliações
- Ligas Ferrosas: Aços e seus Elementos de LigaDocumento86 páginasLigas Ferrosas: Aços e seus Elementos de LigaEltonAinda não há avaliações
- 3 - Aspectos Tecnológicos Da Usinagem A Seco e Com Mínima Quantidade de Fluido Na Furação Com Broca Helicoidal - MestradoDocumento208 páginas3 - Aspectos Tecnológicos Da Usinagem A Seco e Com Mínima Quantidade de Fluido Na Furação Com Broca Helicoidal - MestradoAmanda Dela JustinaAinda não há avaliações
- PEX.004.01 - Chave Seccionadora Unipolar PDFDocumento14 páginasPEX.004.01 - Chave Seccionadora Unipolar PDFMario Cesar PestanaAinda não há avaliações
- NAMITECDocumento2 páginasNAMITECAlexandre KennedyAinda não há avaliações
- Prova de Matemática do 6o ano do CMBDocumento24 páginasProva de Matemática do 6o ano do CMBOsmayr SousaAinda não há avaliações
- Avaliação de Gestão de Qualidade e ProdutividadeDocumento3 páginasAvaliação de Gestão de Qualidade e ProdutividadeRegina MarquesAinda não há avaliações
- AP3 Met Est I 2022-2 - GABARITODocumento5 páginasAP3 Met Est I 2022-2 - GABARITOcintiaAinda não há avaliações
- EC380D L Volvo valve specificationsDocumento2 páginasEC380D L Volvo valve specificationspaulo100% (1)