Você também pode gostar
- EstudoDocumento15 páginasEstudoBruno FerreiraAinda não há avaliações
- Da Qualidade Nuclear Para Os Sistemas AutogeridosNo EverandDa Qualidade Nuclear Para Os Sistemas AutogeridosAinda não há avaliações
- 24.07!3!0045.d - Romi 2005 - Desenvolvimento de Projetos de Execução EspecialDocumento6 páginas24.07!3!0045.d - Romi 2005 - Desenvolvimento de Projetos de Execução EspecialBruno RafaelAinda não há avaliações
- 24.05!3!0046.e - Romi 2006 - Criação e Alteração de ItensDocumento8 páginas24.05!3!0046.e - Romi 2006 - Criação e Alteração de ItensBruno RafaelAinda não há avaliações
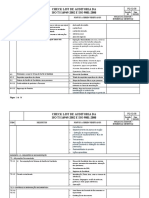
- Check list de auditoria da ISO TS 16949 e ISO 9001Documento56 páginasCheck list de auditoria da ISO TS 16949 e ISO 9001Rosane Marques da Rosa100% (1)
- 01 Analise RAM Planta PetroquimicaDocumento10 páginas01 Analise RAM Planta PetroquimicaVinicius UcelliAinda não há avaliações
- Inspeção Drive In AlmoxarifadoDocumento8 páginasInspeção Drive In AlmoxarifadoMarcio PerroniAinda não há avaliações
- Norma PRODUÇÃO DE PEDIDO - MERCADO INTERNO - FitasaDocumento9 páginasNorma PRODUÇÃO DE PEDIDO - MERCADO INTERNO - FitasaDouglas CristianoAinda não há avaliações
- Estratégia Da Manutenção 4.0Documento23 páginasEstratégia Da Manutenção 4.0Danyelle MesquitaAinda não há avaliações
- 22.01!3!0146.c - Romi 1998 - Controle de Programas CNDocumento12 páginas22.01!3!0146.c - Romi 1998 - Controle de Programas CNBruno RafaelAinda não há avaliações
- Manutenção bomba concretoDocumento9 páginasManutenção bomba concretoRonilson Mendes dos Santos83% (6)
- Ilmenite A & B 2016-09-4 PDFDocumento15 páginasIlmenite A & B 2016-09-4 PDFAdolfo MuquinoAinda não há avaliações
- 26.02!3!0371.b - Romi 2007 - Desenvolvimento de Comprados (DC)Documento7 páginas26.02!3!0371.b - Romi 2007 - Desenvolvimento de Comprados (DC)Bruno RafaelAinda não há avaliações
- PR-09 ProduçãoDocumento5 páginasPR-09 ProduçãoSid NeiAinda não há avaliações
- POP 011_Elaborar laudo do clienteDocumento1 páginaPOP 011_Elaborar laudo do clienteQualidade KallpaAinda não há avaliações
- IT-550-001 - Instruções Gerais de QualidadeDocumento12 páginasIT-550-001 - Instruções Gerais de QualidadeALEXAinda não há avaliações
- NC 34-2020 AE Meio Ambiente - ConcluidaDocumento3 páginasNC 34-2020 AE Meio Ambiente - ConcluidaCristianeAinda não há avaliações
- Certificação Paredes DivisóriasDocumento12 páginasCertificação Paredes DivisóriasAline100% (1)
- Abnt - NBR 12966 - Avaliacao Tecnica de Fornecedores PDFDocumento6 páginasAbnt - NBR 12966 - Avaliacao Tecnica de Fornecedores PDFDeco DluxeAinda não há avaliações
- CÓDIGO: PO - PR.002 Revisao: 00 EMISSÃO: 10/02/15 PÁGINA: 1 de 4Documento4 páginasCÓDIGO: PO - PR.002 Revisao: 00 EMISSÃO: 10/02/15 PÁGINA: 1 de 4Ana SilvaAinda não há avaliações
- 24.06-3-0052.e Romi 2003 - Providências Após Modificação de EngenhariaDocumento6 páginas24.06-3-0052.e Romi 2003 - Providências Após Modificação de EngenhariaBruno RafaelAinda não há avaliações
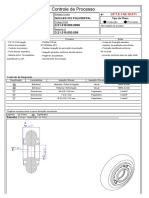
- CP 7.5.1!02!10.011 NÚCLEO 310 Policristal OkDocumento4 páginasCP 7.5.1!02!10.011 NÚCLEO 310 Policristal OkLex CunhaAinda não há avaliações
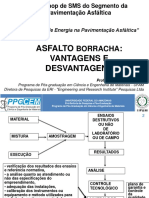
- Asfalto Borracha: Vantagens e DesvantagensDocumento37 páginasAsfalto Borracha: Vantagens e DesvantagensLuizAinda não há avaliações
- Gestão da Qualidade para Empreiteiros e FornecedoresDocumento21 páginasGestão da Qualidade para Empreiteiros e FornecedoresLuiz AlvesAinda não há avaliações
- IT-SMS-032 - B - Verificação de Conformidade - VCPDocumento7 páginasIT-SMS-032 - B - Verificação de Conformidade - VCPTiago Machado LorençãoAinda não há avaliações
- PMQ - Mapeamento Térmico-Rev01 15.02.2022Documento8 páginasPMQ - Mapeamento Térmico-Rev01 15.02.2022cheyzaferreiradesousarodriguesAinda não há avaliações
- Gerenciamento de produtos químicosDocumento7 páginasGerenciamento de produtos químicosSidnei RodriguesAinda não há avaliações
- 5 passos para estruturação de plano manutenção industrialDocumento3 páginas5 passos para estruturação de plano manutenção industrialDo FredAinda não há avaliações
- 22.99!3!0173.b - Romi 2001 - Emissão de Proposta de Modificação de ProcessoDocumento5 páginas22.99!3!0173.b - Romi 2001 - Emissão de Proposta de Modificação de ProcessoBruno RafaelAinda não há avaliações
- Relatório Setorial PBQP-H - EsquadriasDocumento61 páginasRelatório Setorial PBQP-H - EsquadriasPedro AguiarAinda não há avaliações
- IPR-004 - Instrução de Calibração Medidores de Tensão Alternada e ContinuaDocumento6 páginasIPR-004 - Instrução de Calibração Medidores de Tensão Alternada e ContinuaCalibratec BahiaAinda não há avaliações
- Civil - Escavação, Aterro, Reaterro e CompactaçãoDocumento8 páginasCivil - Escavação, Aterro, Reaterro e CompactaçãoJúnior CapelaAinda não há avaliações
- Controle de Qualidade: Conceitos e TécnicasDocumento75 páginasControle de Qualidade: Conceitos e TécnicasElieberth DuarteAinda não há avaliações
- 24.02!3!0074.m - Romi 2006 - Folha de Caracterísitcas Dos ProdutosDocumento9 páginas24.02!3!0074.m - Romi 2006 - Folha de Caracterísitcas Dos ProdutosBruno RafaelAinda não há avaliações
- GPR Qua 003 PT Auditoria Da QualidadeDocumento13 páginasGPR Qua 003 PT Auditoria Da QualidadeIvanice MouraAinda não há avaliações
- PL 577 09 Plano de Pré ComissionamentoDocumento301 páginasPL 577 09 Plano de Pré Comissionamentorafael castor100% (1)
- Ades 95 00001p RTHP HasteDocumento8 páginasAdes 95 00001p RTHP HastePriscila MartinsAinda não há avaliações
- NBR 05427Documento26 páginasNBR 05427Helton LeonamAinda não há avaliações
- NBR 5427 - 1985 - Guia para utilização da norma NBR 5426Documento26 páginasNBR 5427 - 1985 - Guia para utilização da norma NBR 5426luis .werleAinda não há avaliações
- IESAE - Controle InicialDocumento38 páginasIESAE - Controle InicialcalimannikolasAinda não há avaliações
- Avaliação conformidade produtosDocumento21 páginasAvaliação conformidade produtosMichael Alberto Ferreira da ConceiçãoAinda não há avaliações
- Casamento Blindado - Renato e Cristiane CardosoDocumento25 páginasCasamento Blindado - Renato e Cristiane CardosoRival CoelhoAinda não há avaliações
- FTPP - Rebarbação - Lixadeiras de CintaDocumento3 páginasFTPP - Rebarbação - Lixadeiras de Cintaimelb.ltdaAinda não há avaliações
- 1º Exemplo de Procedimento para Desenvolvimento de Novos ProdutosDocumento2 páginas1º Exemplo de Procedimento para Desenvolvimento de Novos ProdutosGuilherme RomboliAinda não há avaliações
- Atribuições técnico PPODocumento3 páginasAtribuições técnico PPOMAGALI MURROAinda não há avaliações
- 22.01!3!0104.i - Romi 2006 - Elaboração e Manutenção de Dados de FabricaçãoDocumento12 páginas22.01!3!0104.i - Romi 2006 - Elaboração e Manutenção de Dados de FabricaçãoBruno RafaelAinda não há avaliações
- 16.16!3!0395.a - Romi 2008 - Controle de Documentos de Clientes - Fundidos e UsinagemDocumento8 páginas16.16!3!0395.a - Romi 2008 - Controle de Documentos de Clientes - Fundidos e UsinagemBruno RafaelAinda não há avaliações
- Treinamento Modulo PCPDocumento6 páginasTreinamento Modulo PCPNayro RodriguesAinda não há avaliações
- Data Book-RoteiroDocumento3 páginasData Book-RoteiroEdson AlvesAinda não há avaliações
- Aula de Confiabilidade 2 Prof. Ricardo 2021Documento117 páginasAula de Confiabilidade 2 Prof. Ricardo 2021Cory KasemodelAinda não há avaliações
- POP Revisão Qualidade ProdutoDocumento5 páginasPOP Revisão Qualidade ProdutoMaike Reuwsaat100% (2)
- Mandatorio - Diretrizes para Elaboração e Revisao Dos Planos Da Qualidade Nas Fabrica de CimentoDocumento5 páginasMandatorio - Diretrizes para Elaboração e Revisao Dos Planos Da Qualidade Nas Fabrica de CimentonaldsonAinda não há avaliações
- Certificação de cofres e salas-cofreDocumento16 páginasCertificação de cofres e salas-cofreAlineMeirelesAinda não há avaliações
- Cliente: Folha de Programa: Área: TítuloDocumento8 páginasCliente: Folha de Programa: Área: TítuloThiago Ribeiro da SilvaAinda não há avaliações
- 02.CQL.004 - Check List - Auditoria de ProdutoDocumento15 páginas02.CQL.004 - Check List - Auditoria de ProdutoLarissa NavesAinda não há avaliações
- Seladora contínua automáticaDocumento13 páginasSeladora contínua automáticaDEFAULT -XAinda não há avaliações
- 05 Relatorio Inspecao - NR-13-TERRANA COMPRESSOR 2Documento3 páginas05 Relatorio Inspecao - NR-13-TERRANA COMPRESSOR 2Marcio PerroniAinda não há avaliações
- 34 - IT ANEXO - Ordem de FabricaçãoDocumento1 página34 - IT ANEXO - Ordem de FabricaçãoThalita Fernanda FreitasAinda não há avaliações
- Apostila Eng Confiabilidade - PythonDocumento73 páginasApostila Eng Confiabilidade - PythonMateus CiprianoAinda não há avaliações
- Tradução Trecho 3Documento1 páginaTradução Trecho 3Gabriel MesquitaAinda não há avaliações
- MeteroloDocumento131 páginasMeteroloKarolina RegaladoAinda não há avaliações
- Croma GemDocumento3 páginasCroma GemScarduelliAinda não há avaliações
- NNT-002 - Tubo de Aço Com Costura - Tubo de Pressão...Documento3 páginasNNT-002 - Tubo de Aço Com Costura - Tubo de Pressão...Gabriel MesquitaAinda não há avaliações
- Componentes Curriculares - ArtesDocumento20 páginasComponentes Curriculares - ArtesAndré Santos100% (1)
- Pisos de aço em estruturas LSFDocumento29 páginasPisos de aço em estruturas LSFRafael ScalabrinAinda não há avaliações
- Yury Rodrigues Shelkvosky - Comparativo RISC e CISCDocumento4 páginasYury Rodrigues Shelkvosky - Comparativo RISC e CISCYury ShelkovskyAinda não há avaliações
- Catálogo de Treinamentos - V6 FLUIG PDFDocumento17 páginasCatálogo de Treinamentos - V6 FLUIG PDFErick LandaverdeAinda não há avaliações
- Vivo - Box ZTE MF253L Manual Do Usuário PDFDocumento13 páginasVivo - Box ZTE MF253L Manual Do Usuário PDFOlivan B. RibeiroAinda não há avaliações
- Arquitetura ARMDocumento75 páginasArquitetura ARMFernando 44Ainda não há avaliações
- Propulsã - o Azipodâ® - Aversa - HermannDocumento62 páginasPropulsã - o Azipodâ® - Aversa - HermannGabriel100% (1)
- Check List MunckDocumento1 páginaCheck List MunckKeila MirandaAinda não há avaliações
- ITIL 3 - Information Technology Infrastructure LibraryDocumento17 páginasITIL 3 - Information Technology Infrastructure LibraryCleber MitchellAinda não há avaliações
- WEG CFW900 Catalogo 50116501 PtDocumento28 páginasWEG CFW900 Catalogo 50116501 PtLucas Eduardo OliveiraAinda não há avaliações
- Trabalho IHMDocumento3 páginasTrabalho IHMElton FabrícioAinda não há avaliações
- Furukawa Cabos Opticos para FTTHDocumento37 páginasFurukawa Cabos Opticos para FTTHthenioAinda não há avaliações
- 05 Continuacao Cap15 Planejamento e Controle JITDocumento20 páginas05 Continuacao Cap15 Planejamento e Controle JITJoão VictorAinda não há avaliações
- Cálcular Preço de ProjetoDocumento6 páginasCálcular Preço de ProjetoWilsonAinda não há avaliações
- COMPUTACAO GRaficaDocumento12 páginasCOMPUTACAO GRaficaOrisvaldo PontaziaAinda não há avaliações
- Cha Tecnica Messer Terrablade 4.0: Sobre 260.000.000 Resultados DataDocumento3 páginasCha Tecnica Messer Terrablade 4.0: Sobre 260.000.000 Resultados DataDiomar GonçalvesAinda não há avaliações
- Manual de Utilização - SascarDocumento9 páginasManual de Utilização - SascarSalvatore DuarteAinda não há avaliações
- Questões de Internet (CESPE)Documento23 páginasQuestões de Internet (CESPE)jsd200100% (1)
- Portfólio Individual Projeto de Extensão I - Engenharia Civil 2024 - Programa de Contexto À ComunidadeDocumento1 páginaPortfólio Individual Projeto de Extensão I - Engenharia Civil 2024 - Programa de Contexto À ComunidadeAlex NascimentoAinda não há avaliações
- Proposta de Laudo Técnico PatológicoDocumento6 páginasProposta de Laudo Técnico PatológicoFabio SobralAinda não há avaliações
- Encoder Incremental e Contagem RápidaDocumento19 páginasEncoder Incremental e Contagem RápidaRgerFbianAinda não há avaliações
- Comunicação institucional UFCDDocumento2 páginasComunicação institucional UFCDjoanapereirax100% (1)
- Atividade 4Documento2 páginasAtividade 4widerla.Ainda não há avaliações
- Fatores que afetam produtividadeDocumento51 páginasFatores que afetam produtividadeAlair FreireAinda não há avaliações
- Datasheet BV Monta Carga Jetflex - Elevadores-Carga Portugues 1027885Documento2 páginasDatasheet BV Monta Carga Jetflex - Elevadores-Carga Portugues 1027885Renata DiasAinda não há avaliações
- Teorias de Localização Alojamentos Geográfica.Documento141 páginasTeorias de Localização Alojamentos Geográfica.Naiss Almeida SantosAinda não há avaliações
- PSI - Aula 06Documento47 páginasPSI - Aula 06alice ramalhoAinda não há avaliações
- Códigos de falha e seus significadosDocumento8 páginasCódigos de falha e seus significadosLucas Breno100% (1)
- Controle AmbientalDocumento144 páginasControle AmbientalMarcelo PalharesAinda não há avaliações
- Manual Do Operador SS HY-TECH 11000 - 12000 - 13000 - 2005 - Rev 04Documento45 páginasManual Do Operador SS HY-TECH 11000 - 12000 - 13000 - 2005 - Rev 04Renan Carlos KraemerAinda não há avaliações
- Introdução a Data Science: Algoritmos de Machine Learning e métodos de análiseNo EverandIntrodução a Data Science: Algoritmos de Machine Learning e métodos de análiseAinda não há avaliações
- Inteligência artificial: O guia completo para iniciantes sobre o futuro da IANo EverandInteligência artificial: O guia completo para iniciantes sobre o futuro da IANota: 5 de 5 estrelas5/5 (6)
- Eletricista Residencial E PredialNo EverandEletricista Residencial E PredialNota: 3 de 5 estrelas3/5 (1)
- Inteligência artificial: Como aprendizado de máquina, robótica e automação moldaram nossa sociedadeNo EverandInteligência artificial: Como aprendizado de máquina, robótica e automação moldaram nossa sociedadeNota: 5 de 5 estrelas5/5 (3)
- Análise técnica de uma forma simples: Como construir e interpretar gráficos de análise técnica para melhorar a sua actividade comercial onlineNo EverandAnálise técnica de uma forma simples: Como construir e interpretar gráficos de análise técnica para melhorar a sua actividade comercial onlineNota: 4 de 5 estrelas4/5 (4)
- Motores automotivos: evolução, manutenção e tendênciasNo EverandMotores automotivos: evolução, manutenção e tendênciasNota: 5 de 5 estrelas5/5 (1)
- Quero ser empreendedor, e agora?: Guia prático para criar sua primeira startupNo EverandQuero ser empreendedor, e agora?: Guia prático para criar sua primeira startupNota: 5 de 5 estrelas5/5 (25)
- Análise do Comportamento Aplicada ao Transtorno do Espectro AutistaNo EverandAnálise do Comportamento Aplicada ao Transtorno do Espectro AutistaNota: 4.5 de 5 estrelas4.5/5 (13)
- Dimensionamento e Planejamento de Máquinas e Implementos AgrícolasNo EverandDimensionamento e Planejamento de Máquinas e Implementos AgrícolasNota: 1 de 5 estrelas1/5 (2)
- Introdução a Sociologia: Marx, Durkheim e Weber, referências fundamentaisNo EverandIntrodução a Sociologia: Marx, Durkheim e Weber, referências fundamentaisNota: 5 de 5 estrelas5/5 (3)
- Python e mercado financeiro: Programação para estudantes, investidores e analistasNo EverandPython e mercado financeiro: Programação para estudantes, investidores e analistasNota: 5 de 5 estrelas5/5 (3)
- O Que Todo Atirador Precisa Saber Sobre BalísticaNo EverandO Que Todo Atirador Precisa Saber Sobre BalísticaNota: 5 de 5 estrelas5/5 (1)
- Metodologia da pesquisa: Abordagem teórico-práticaNo EverandMetodologia da pesquisa: Abordagem teórico-práticaNota: 5 de 5 estrelas5/5 (2)
- Conformismo e resistência: Escritos de Marilena Chaui, vol. 4No EverandConformismo e resistência: Escritos de Marilena Chaui, vol. 4Nota: 5 de 5 estrelas5/5 (1)
- Manual Do Proprietário - Para Operação, Uso E Manutenção Das Edificações Residenciais.No EverandManual Do Proprietário - Para Operação, Uso E Manutenção Das Edificações Residenciais.Nota: 5 de 5 estrelas5/5 (1)
- Jogo e civilização: História, cultura e educaçãoNo EverandJogo e civilização: História, cultura e educaçãoAinda não há avaliações
- Inteligência artificial: Análise de dados e inovação para iniciantesNo EverandInteligência artificial: Análise de dados e inovação para iniciantesAinda não há avaliações