Você também pode gostar
- Procedimentos de reparo por deposição de solda em tubulaçõesDocumento29 páginasProcedimentos de reparo por deposição de solda em tubulaçõesengenheiromateriaisAinda não há avaliações
- SOLDA MIG - MAG Curso BasicoDocumento33 páginasSOLDA MIG - MAG Curso Basicodonilvai lima100% (2)
- EPS 40 Soldagem Robotizada Ao CarbonoDocumento22 páginasEPS 40 Soldagem Robotizada Ao CarbonoFelipe MoraesAinda não há avaliações
- Cálculo de custo de soldaDocumento38 páginasCálculo de custo de soldaAugusto PizarroAinda não há avaliações
- Formação e experiência em soldagem e corteDocumento90 páginasFormação e experiência em soldagem e corteDanielle GreenAinda não há avaliações
- GMAW-FCAW IvanilzaDocumento53 páginasGMAW-FCAW IvanilzaBruno OrnellasAinda não há avaliações
- Treinamento GTAW e CladDocumento53 páginasTreinamento GTAW e CladAlex MouttaAinda não há avaliações
- Apresentação TIGDocumento27 páginasApresentação TIGSergio SutilAinda não há avaliações
- Arame MIG sem gás para soldagemDocumento6 páginasArame MIG sem gás para soldagemEdilza Galvão de FreitasAinda não há avaliações
- Soldagem MIG/MAG: Fundamentos e Variáveis do ProcessoDocumento28 páginasSoldagem MIG/MAG: Fundamentos e Variáveis do ProcessoWilliam SilvaAinda não há avaliações
- 4 - Processo Soldagem TIGDocumento90 páginas4 - Processo Soldagem TIGJulio Patino Gasser JuniorAinda não há avaliações
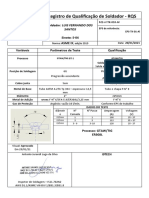
- Registro de Qualificação de Soldador - RQS para Tubo ASTM A 276 Tp 304Documento2 páginasRegistro de Qualificação de Soldador - RQS para Tubo ASTM A 276 Tp 304Sidnei RodriguesAinda não há avaliações
- Soldagem TIG Processo QualidadeDocumento7 páginasSoldagem TIG Processo Qualidaderafael_dutra_1Ainda não há avaliações
- Slides 270816Documento33 páginasSlides 270816Kawan BartrasAinda não há avaliações
- Soldagem MIG (Slides)Documento28 páginasSoldagem MIG (Slides)César Augusto100% (1)
- (20170302130851) Exercícios de GMAW E GTAWDocumento6 páginas(20170302130851) Exercícios de GMAW E GTAWRodolfo Aventino GomesAinda não há avaliações
- Soldadura HíbridaDocumento21 páginasSoldadura HíbridaLuqman KhanAinda não há avaliações
- UntitledDocumento4 páginasUntitledEliel da Silva VieiraAinda não há avaliações
- Resumo da Soldagem a Arco por FusãoDocumento14 páginasResumo da Soldagem a Arco por FusãoYuri SchwanAinda não há avaliações
- Instrutor de Soldagem 2Documento8 páginasInstrutor de Soldagem 2Carlos LucasAinda não há avaliações
- Aula 10 - Soldagem MIG MAGDocumento31 páginasAula 10 - Soldagem MIG MAGLucas MarquesAinda não há avaliações
- Soldagem TigDocumento29 páginasSoldagem TigJosé Vitor PereiraAinda não há avaliações
- Cap 3 SoldagemDocumento19 páginasCap 3 SoldagemVictor Hugo MinhotoAinda não há avaliações
- Soldagem TIGDocumento37 páginasSoldagem TIGSaymon Feliz100% (1)
- Trabalho FeitoDocumento2 páginasTrabalho FeitorolneiAinda não há avaliações
- Eps GmawDocumento2 páginasEps GmawrockfeellerAinda não há avaliações
- PMR 3203 - A08 - Processos de Junção - P2 - 2020-RLSDocumento76 páginasPMR 3203 - A08 - Processos de Junção - P2 - 2020-RLSPatrick D. SantosAinda não há avaliações
- Soldagem GTAW - 2021Documento17 páginasSoldagem GTAW - 2021jeová DantasAinda não há avaliações
- Proj de Soldagem - ClienteDocumento54 páginasProj de Soldagem - Clientejroberto.saad10Ainda não há avaliações
- Apostila Soldagem TIGDocumento74 páginasApostila Soldagem TIGRoberto De Oliveira100% (8)
- Soldagem a Plasma PAW: Funcionamento e EquipamentosDocumento9 páginasSoldagem a Plasma PAW: Funcionamento e EquipamentosAna Julia Bicalho100% (1)
- Processo TIG: descrição e equipamento para soldagem GTAWDocumento22 páginasProcesso TIG: descrição e equipamento para soldagem GTAWDuarte NetoAinda não há avaliações
- Solda: tipos, processos e aplicaçõesDocumento1 páginaSolda: tipos, processos e aplicaçõesBruno Luchmann100% (4)
- Conceitos Fundamentais Dos Processos de SoldagemDocumento24 páginasConceitos Fundamentais Dos Processos de SoldagemdouglaserhartAinda não há avaliações
- Processo de soldadura TIG, plasma e submersoDocumento40 páginasProcesso de soldadura TIG, plasma e submersoClem MaboteAinda não há avaliações
- Modelo de Slides para Apresentação em PowerpointDocumento20 páginasModelo de Slides para Apresentação em PowerpointSuellen CosthaAinda não há avaliações
- História Da Solda MIGDocumento11 páginasHistória Da Solda MIGFabioHenriqueAinda não há avaliações
- Tecnologias de Processos Produtivos (AVA II)Documento4 páginasTecnologias de Processos Produtivos (AVA II)Diego BarbosaAinda não há avaliações
- Soldagem de gasodutos: requisitos para execução e inspeçãoDocumento10 páginasSoldagem de gasodutos: requisitos para execução e inspeçãoBruno Fernandes Matos Santos SantosAinda não há avaliações
- Processos de fabricação e soldagem de vigas metálicasDocumento6 páginasProcessos de fabricação e soldagem de vigas metálicasandréAinda não há avaliações
- ESAB - Cartaz - Solda Mig MagDocumento1 páginaESAB - Cartaz - Solda Mig MagAdilson OliveiraAinda não há avaliações
- Solda TIG: Introdução ao processo de soldagemDocumento13 páginasSolda TIG: Introdução ao processo de soldagemAlex Silveira de CamposAinda não há avaliações
- TREINAMENTO SOLDAGEM-rDocumento25 páginasTREINAMENTO SOLDAGEM-rMarlei LopesAinda não há avaliações
- Lista 3 - Tecnologia Da SoldagemDocumento2 páginasLista 3 - Tecnologia Da SoldagemNathalia Peraça AlaveAinda não há avaliações
- Soldagem A Plasma - PAWDocumento17 páginasSoldagem A Plasma - PAWElieser JúnioAinda não há avaliações
- A1 Soldagem PDFDocumento88 páginasA1 Soldagem PDFRodrigo Pereira Da Silva100% (1)
- Guia completo da solda TIG: técnicas, aplicações e solução de problemasDocumento71 páginasGuia completo da solda TIG: técnicas, aplicações e solução de problemasLeandro BaiocchiAinda não há avaliações
- TS - Aula 04 TIG 2020Documento27 páginasTS - Aula 04 TIG 2020William SilvaAinda não há avaliações
- Especificação de soldagem em tanque de aço inoxidávelDocumento5 páginasEspecificação de soldagem em tanque de aço inoxidávelPaulo CasaesAinda não há avaliações
- GMAW - Soldagem MIG/MAG emDocumento33 páginasGMAW - Soldagem MIG/MAG emHudson XavierAinda não há avaliações
- Normas de Qualificacao e FabricacaoDocumento25 páginasNormas de Qualificacao e FabricacaoHeygleson Henrique de MirandaAinda não há avaliações
- Lista de Exercício III.1 - Soldagem 2023Documento1 páginaLista de Exercício III.1 - Soldagem 2023jefferson santosAinda não há avaliações
- UFPA-ITEC Processo MIG/MAGDocumento60 páginasUFPA-ITEC Processo MIG/MAGThiago CostaAinda não há avaliações
- Abidrive V2 PTDocumento10 páginasAbidrive V2 PTPaulaAinda não há avaliações
- Catálogo de equipamentos para soldagem e corte plasmaDocumento24 páginasCatálogo de equipamentos para soldagem e corte plasmaSergio MauricioAinda não há avaliações
- Processo de Soldagem TIGDocumento22 páginasProcesso de Soldagem TIGjose3527Ainda não há avaliações
- Projetos Em Clp Ladder Baseado No Twidosuite Parte ViiiNo EverandProjetos Em Clp Ladder Baseado No Twidosuite Parte ViiiAinda não há avaliações
- Sensores de proximidade e posiçãoDocumento16 páginasSensores de proximidade e posiçãoKleber AugustoAinda não há avaliações
- Catalogo AluminioDocumento30 páginasCatalogo AluminioKleber AugustoAinda não há avaliações
- Circuitos Integrados: Miniaturização e VantagensDocumento19 páginasCircuitos Integrados: Miniaturização e VantagensMauro DominguesAinda não há avaliações
- Inventor StudioDocumento17 páginasInventor StudioKleber AugustoAinda não há avaliações
- Curso de Robotica MovelDocumento141 páginasCurso de Robotica MovelAnonymous t6qmtiGAinda não há avaliações
- 13 DiagramaDocumento3 páginas13 DiagramaKleber AugustoAinda não há avaliações
- IM563 ConteudoDocumento1 páginaIM563 ConteudoKleber AugustoAinda não há avaliações
- Automação - Simbologia PneumaticaDocumento18 páginasAutomação - Simbologia Pneumaticajuliano_automacaoAinda não há avaliações
- 01 - Introducao A Redes ABBDocumento86 páginas01 - Introducao A Redes ABBKleber AugustoAinda não há avaliações
- 03 Tipos de SubestaçãoDocumento4 páginas03 Tipos de SubestaçãoKleber AugustoAinda não há avaliações
- 12qualidade AmbientalDocumento8 páginas12qualidade AmbientalKleber AugustoAinda não há avaliações
- 06 Instrumentos de MediçãoDocumento1 página06 Instrumentos de MediçãoKleber AugustoAinda não há avaliações
- Conceitos Básicos de Cabine Primária e Segurança em Manutenção ElétricaDocumento3 páginasConceitos Básicos de Cabine Primária e Segurança em Manutenção ElétricaKleber AugustoAinda não há avaliações
- 05 Transformadores para InstrumentosDocumento6 páginas05 Transformadores para InstrumentosKleber AugustoAinda não há avaliações
- Conceitos Básicos de Cabine PrimáriaDocumento5 páginasConceitos Básicos de Cabine PrimáriaKleber AugustoAinda não há avaliações
- Manutenção cabine primáriaDocumento6 páginasManutenção cabine primáriaKleber AugustoAinda não há avaliações
- 04 - Como Ocorre A Comunicação em Um Projeto FF ABBDocumento47 páginas04 - Como Ocorre A Comunicação em Um Projeto FF ABBKleber AugustoAinda não há avaliações
- 1901097rev1 Apostilaeletrodosrevestidos OkDocumento32 páginas1901097rev1 Apostilaeletrodosrevestidos OkAlberto NascimentoAinda não há avaliações
- 01 - Introdução A Redes ABBDocumento31 páginas01 - Introdução A Redes ABBKleber AugustoAinda não há avaliações
- Contatores - Troca de ContatosDocumento2 páginasContatores - Troca de ContatosKleber AugustoAinda não há avaliações
- Seccionadores tetrapolares S31 para manobra sob cargaDocumento9 páginasSeccionadores tetrapolares S31 para manobra sob cargaKleber AugustoAinda não há avaliações
- Interruptores e tomadas Duomo SpazioDocumento8 páginasInterruptores e tomadas Duomo SpazioKleber AugustoAinda não há avaliações
- Motores Elétricos: Teoria e ManutençãoDocumento43 páginasMotores Elétricos: Teoria e ManutençãoKleber AugustoAinda não há avaliações
- Motor de partida: funcionamento e manutençãoDocumento24 páginasMotor de partida: funcionamento e manutençãoRomenes100% (2)
- UFMG sobre terminologia e símbolos de soldagemDocumento10 páginasUFMG sobre terminologia e símbolos de soldagemAline Vasconcelos RochaAinda não há avaliações
- 1901097rev1 Apostilaeletrodosrevestidos OkDocumento32 páginas1901097rev1 Apostilaeletrodosrevestidos OkAlberto NascimentoAinda não há avaliações
- Válvulas termostáticas para veículos Ford e VolkswagenDocumento24 páginasVálvulas termostáticas para veículos Ford e VolkswagenSouza AndersonAinda não há avaliações
- Histórico escolar ensino médio Amanda CristineDocumento1 páginaHistórico escolar ensino médio Amanda CristinejoaoAinda não há avaliações
- E Se..o Homem Fosse Um Animal Voador PDFDocumento4 páginasE Se..o Homem Fosse Um Animal Voador PDFAlexandre ApoloAinda não há avaliações
- Coca Cola É VenenoDocumento5 páginasCoca Cola É Venenobarrosoforte advocaciaAinda não há avaliações
- Monkey crochet patternDocumento17 páginasMonkey crochet patternJuliana Matuchaki Alberton VieiraAinda não há avaliações
- Operações numéricas e fraçõesDocumento211 páginasOperações numéricas e fraçõesMarcela CalandrineAinda não há avaliações
- Biotecnologia PDFDocumento721 páginasBiotecnologia PDFderekAinda não há avaliações
- Anéis Mágicos: Proteção, Ataque e ControleDocumento16 páginasAnéis Mágicos: Proteção, Ataque e ControleedlededAinda não há avaliações
- DPII FeitoDocumento15 páginasDPII FeitoLezito Hortêncio ArmandoAinda não há avaliações
- Monografia e TCC R$ 350,00 Feira de SantanaDocumento5 páginasMonografia e TCC R$ 350,00 Feira de SantanaLucio CavalieriAinda não há avaliações
- Cargos em LojaDocumento9 páginasCargos em Lojasecretaria_396449457100% (1)
- Brochure A25g A30g Stageii Stageiiia PT BR 83 20057743 ADocumento20 páginasBrochure A25g A30g Stageii Stageiiia PT BR 83 20057743 AThiago Scarso ScarsoAinda não há avaliações
- Plano de treinamento semanal de vôleiDocumento7 páginasPlano de treinamento semanal de vôleiUdson RibeiroAinda não há avaliações
- Juiza Criminal Aceita Denuncia BANCOOP E OASDocumento46 páginasJuiza Criminal Aceita Denuncia BANCOOP E OASCaso BancoopAinda não há avaliações
- Art Escavação Manual e MecanizadaDocumento5 páginasArt Escavação Manual e MecanizadaDenilson LobatoAinda não há avaliações
- Decreto 45.085 - 2009Documento11 páginasDecreto 45.085 - 2009Amanda MeiraAinda não há avaliações
- Seminario ChesterDocumento7 páginasSeminario ChesterSuzelly AmbrosioAinda não há avaliações
- Consciência/Alienação: A ideologia no nível individualDocumento1 páginaConsciência/Alienação: A ideologia no nível individualprimarcjiouAinda não há avaliações
- Catalogo Digital IDONIC 2019 20Documento41 páginasCatalogo Digital IDONIC 2019 20asesamo74Ainda não há avaliações
- Circuitos CA simplesDocumento3 páginasCircuitos CA simplesjucamobaAinda não há avaliações
- Slide 7Documento21 páginasSlide 7Andre MauricioAinda não há avaliações
- Formação policial concluídaDocumento2 páginasFormação policial concluídaKeishon José QuialaAinda não há avaliações
- A Escala Bebop: Uma introdução à escala fundamental do jazzDocumento13 páginasA Escala Bebop: Uma introdução à escala fundamental do jazzGustavo RuzAinda não há avaliações
- Trabalho Historia Das Sociedades CompletoDocumento17 páginasTrabalho Historia Das Sociedades CompletoEdilson faria JangeAinda não há avaliações
- Sistemas do Corpo Humano e SentidosDocumento21 páginasSistemas do Corpo Humano e SentidosFelipeAlvesAinda não há avaliações
- Promoção da saúde na UFSMDocumento24 páginasPromoção da saúde na UFSMEstefânia Bisognin CervoAinda não há avaliações
- Registro para Credenciamento AeroportuárioDocumento3 páginasRegistro para Credenciamento AeroportuárioDavi SantosAinda não há avaliações
- Guia Estrias Nunca MaisDocumento84 páginasGuia Estrias Nunca MaisticibulskiAinda não há avaliações
- O Mistério da Mansão DimaisDocumento16 páginasO Mistério da Mansão DimaisEduardoMorenodesouzaAinda não há avaliações
- Tarefa - 3o AnoDocumento1 páginaTarefa - 3o AnoRodrigo OharaAinda não há avaliações