Você também pode gostar
- P BenzoquinonaDocumento6 páginasP BenzoquinonaThiago Lira SousaAinda não há avaliações
- Titânio - ApresentaçãoDocumento62 páginasTitânio - ApresentaçãoRafaela SantosAinda não há avaliações
- Soldagem de Ligas Cobre-NíquelDocumento26 páginasSoldagem de Ligas Cobre-Níquelmaderada100% (2)
- Apresentação Fios Ortodonticos FINALDocumento66 páginasApresentação Fios Ortodonticos FINALBruno SoaresAinda não há avaliações
- UFOP - Seminário Sobre Níquel - Americano Do Brasil - GODocumento44 páginasUFOP - Seminário Sobre Níquel - Americano Do Brasil - GOClarissa100% (1)
- Sistema de DesignaçãoDocumento6 páginasSistema de Designaçãoanderson.silvabrasil8281Ainda não há avaliações
- PQI-760 Aula 7-IntergranularDocumento9 páginasPQI-760 Aula 7-IntergranularMax JuniorAinda não há avaliações
- Processo de Galvanização Por Imersão A Quente - CSN-KruppDocumento50 páginasProcesso de Galvanização Por Imersão A Quente - CSN-KruppPaulo CitrânguloAinda não há avaliações
- TitanioDocumento61 páginasTitanioDimas JuniorAinda não há avaliações
- Titânio e Suas LigasDocumento9 páginasTitânio e Suas Ligasfrancisco.juniorAinda não há avaliações
- A 10 ArtsoldaDocumento5 páginasA 10 ArtsoldaJosila Fagundes - Gama GmailAinda não há avaliações
- Materiais Metalicos Nao Ferrosos 10 11Documento90 páginasMateriais Metalicos Nao Ferrosos 10 11João GuedelhaAinda não há avaliações
- DezincificaçãoDocumento16 páginasDezincificaçãoRomulo PaulichenAinda não há avaliações
- Procedimentos para soldagem de manutençãoDocumento58 páginasProcedimentos para soldagem de manutençãoFrank Gava VitaliAinda não há avaliações
- Porque PintarDocumento5 páginasPorque PintarRoger SchvepperAinda não há avaliações
- Questionário Fundição e SoldagemDocumento4 páginasQuestionário Fundição e SoldagemFantinato88Ainda não há avaliações
- J - Porquepintaracogalvanizado2004Documento6 páginasJ - Porquepintaracogalvanizado2004Fagner FernandesAinda não há avaliações
- Tig Plasma Migmag (1)Documento63 páginasTig Plasma Migmag (1)Itamar FilhoAinda não há avaliações
- Aula 1.5. Materiais Não-FerrososDocumento45 páginasAula 1.5. Materiais Não-FerrososThales89Ainda não há avaliações
- Aula ConsumíveisDocumento19 páginasAula Consumíveisalessandrobenicio100% (1)
- Soldagem TIGDocumento1 páginaSoldagem TIGToninho PorpinoAinda não há avaliações
- Guia do usuário e lista de peças da fonte DPT 350 HD para soldagem TIG e eletrodo revestidoDocumento28 páginasGuia do usuário e lista de peças da fonte DPT 350 HD para soldagem TIG e eletrodo revestidoMarcos Lima0% (1)
- Tecnologia dos Materiais: Aços, Ferros Fundidos e Tratamentos TérmicosDocumento41 páginasTecnologia dos Materiais: Aços, Ferros Fundidos e Tratamentos TérmicosLuiz Felipe Rugeri KurtzAinda não há avaliações
- Pontos Importantes Oxi Acetileno Parte 2Documento1 páginaPontos Importantes Oxi Acetileno Parte 2Yago BomfimAinda não há avaliações
- Soldagem de Ferros FundidosDocumento8 páginasSoldagem de Ferros FundidosPedro Polastri PatriotaAinda não há avaliações
- Aços ao Carbono - Propriedades e AplicaçõesDocumento4 páginasAços ao Carbono - Propriedades e Aplicaçõespaoliello88Ainda não há avaliações
- Seminário de TitânioDocumento29 páginasSeminário de TitânioFellipe Lima100% (1)
- Soldagem GTAW - 2021Documento17 páginasSoldagem GTAW - 2021jeová DantasAinda não há avaliações
- 4 - IV G B - A Familia Do Titanio-1Documento11 páginas4 - IV G B - A Familia Do Titanio-1Fáusia Paulo ChirindzaAinda não há avaliações
- Ox Negra ProcessoDocumento2 páginasOx Negra ProcessoRodrigo KawamuraAinda não há avaliações
- 10 - Relatório Processo de Corte Oxi-GásDocumento12 páginas10 - Relatório Processo de Corte Oxi-GásAlmir SktAinda não há avaliações
- Parte II 1.3.d - Zinco e Suas LigasDocumento12 páginasParte II 1.3.d - Zinco e Suas LigasBruna Migliorini Muniz100% (1)
- AluminioDocumento6 páginasAluminioLuis Carlos Mayer PereiraAinda não há avaliações
- Procedimento de Soldagem de Tubo de Aço Inox-20220827Documento16 páginasProcedimento de Soldagem de Tubo de Aço Inox-20220827john-ed-mir3557Ainda não há avaliações
- Apresentação TIGDocumento27 páginasApresentação TIGSergio SutilAinda não há avaliações
- Metalurgia Extrativa Ti ZRDocumento10 páginasMetalurgia Extrativa Ti ZRMike100% (1)
- Aços para NitretaçãoDocumento10 páginasAços para NitretaçãoFabio TolentinoAinda não há avaliações
- Processo de Solda TIG ou GTAW: Detalhes e AplicaçõesDocumento4 páginasProcesso de Solda TIG ou GTAW: Detalhes e AplicaçõesLeonardoOliveiraAinda não há avaliações
- Eletrodos TIGDocumento1 páginaEletrodos TIGHelenaReisAinda não há avaliações
- Cap 6 Seleção de Materiais para MoldesDocumento5 páginasCap 6 Seleção de Materiais para MoldesMarcos CarvalhoAinda não há avaliações
- 2 16 Aços InoxidaveisDocumento44 páginas2 16 Aços InoxidaveisDiogo CunhaAinda não há avaliações
- Aço Inoxidável AusteníticoDocumento2 páginasAço Inoxidável AusteníticoRodolpho Roque VieiraAinda não há avaliações
- Aços Inox MartensiticosDocumento69 páginasAços Inox MartensiticoswpsssamsungAinda não há avaliações
- Curso Básico SoldagemDocumento84 páginasCurso Básico SoldagemMike LealAinda não há avaliações
- Processos de fabricação mecânica: materiais e formatos de ferramentasDocumento66 páginasProcessos de fabricação mecânica: materiais e formatos de ferramentasBarbosaSantoAinda não há avaliações
- 006-Todos Os Métodos de Combate À CorrosãoDocumento289 páginas006-Todos Os Métodos de Combate À CorrosãoLuis BarboAinda não há avaliações
- Parâmetros de Soldagem para Processo TIGDocumento15 páginasParâmetros de Soldagem para Processo TIGIsaque IntxainAinda não há avaliações
- Seleção Processo SoldagemDocumento13 páginasSeleção Processo SoldagemPaula FantiniAinda não há avaliações
- PrataDocumento14 páginasPratadflopesAinda não há avaliações
- Apostila Soldador TIG (Dimensional)Documento85 páginasApostila Soldador TIG (Dimensional)engenheiromateriaisAinda não há avaliações
- Questionário de SoldaDocumento5 páginasQuestionário de SoldaSoulFalconAinda não há avaliações
- Corrosão por dezincificação em latõesDocumento1 páginaCorrosão por dezincificação em latõesCléo SilvaAinda não há avaliações
- Aluminio e Ligas de Aluminio IIDocumento113 páginasAluminio e Ligas de Aluminio IIAna Rangel100% (1)
- Manual Preparação Superfícies PinturaDocumento24 páginasManual Preparação Superfícies Pinturalulapa100% (2)
- Trat Su SNDocumento25 páginasTrat Su SNREINALDOAinda não há avaliações
- Revisao SimuladoDocumento2 páginasRevisao SimuladovalimjosineiAinda não há avaliações
- Aços Inoxidáveis: Propriedades e SoldagemDocumento15 páginasAços Inoxidáveis: Propriedades e SoldagemmarceloAinda não há avaliações
- Aço Inoxidável Austenítico V310: Composição QuímicaDocumento2 páginasAço Inoxidável Austenítico V310: Composição QuímicajailsonnenemAinda não há avaliações
- Aços Inoxidáveis - Corrosão E Métodos Para DetecçãoNo EverandAços Inoxidáveis - Corrosão E Métodos Para DetecçãoAinda não há avaliações
- 14 Oleo Maionese MolhosDocumento24 páginas14 Oleo Maionese MolhosDanielAinda não há avaliações
- Sais e ÓxidosDocumento12 páginasSais e ÓxidosPatricia LindenAinda não há avaliações
- Anp 104 - 2002Documento8 páginasAnp 104 - 2002Itamar GiliAinda não há avaliações
- Tintas e VernizesDocumento9 páginasTintas e VernizesFlamengo BdcAinda não há avaliações
- Roteiro de estudo de Química sobre soluções, coloides e suspensõesDocumento3 páginasRoteiro de estudo de Química sobre soluções, coloides e suspensõesGianne PaivaAinda não há avaliações
- Peres PDFDocumento3 páginasPeres PDFIgor PalagiAinda não há avaliações
- Livro Unico - PDF QoDocumento209 páginasLivro Unico - PDF QoAngelica Sousa100% (2)
- Aula 08 - Química - Processos de Separação de MisturaDocumento12 páginasAula 08 - Química - Processos de Separação de MisturaAyrtonNascimentoAinda não há avaliações
- Revisão Uepa/ufpaDocumento2 páginasRevisão Uepa/ufpaEWERTON AFONSO100% (1)
- ROTEIRO DE ESTUDO PARA AVALIAÇÃO DE RECUPERAÇÃO FINAL - 2º AnoDocumento4 páginasROTEIRO DE ESTUDO PARA AVALIAÇÃO DE RECUPERAÇÃO FINAL - 2º AnocassiolivesAinda não há avaliações
- Recristalização da aspirinaDocumento6 páginasRecristalização da aspirinaEstéphane AmilarAinda não há avaliações
- Determinaçao Gravimétrica Do Níquel em AçoDocumento5 páginasDeterminaçao Gravimétrica Do Níquel em AçoYasmin CastelliAinda não há avaliações
- En1504 PDFDocumento52 páginasEn1504 PDFEduardo FreitasAinda não há avaliações
- Lista 03: Balanceamento e Cálculos estequiométricosDocumento7 páginasLista 03: Balanceamento e Cálculos estequiométricosJoão NetoAinda não há avaliações
- 1 - Mat. Ctr. Mec. 1 Aula 17.1Documento60 páginas1 - Mat. Ctr. Mec. 1 Aula 17.1gaborinAinda não há avaliações
- CarbonatitoDocumento26 páginasCarbonatitoSofia OmarAinda não há avaliações
- SANTO ANGELODocumento14 páginasSANTO ANGELOSchetino 44Ainda não há avaliações
- Capitulo 1 Processos Unitários Orgânicos IntroduçãoDocumento52 páginasCapitulo 1 Processos Unitários Orgânicos IntroduçãoEveline BuenoAinda não há avaliações
- Materiais Construção Aumento ResistênciaDocumento38 páginasMateriais Construção Aumento ResistênciaFabricio VigolloAinda não há avaliações
- Relatorio Quimica Experimental 6 PDFDocumento8 páginasRelatorio Quimica Experimental 6 PDFReinaldo RodriguesAinda não há avaliações
- Prova de Química do Ensino Médio sobre IsomeriaDocumento2 páginasProva de Química do Ensino Médio sobre IsomeriaKaio Públio AlvesAinda não há avaliações
- Metalurgia Do PóDocumento15 páginasMetalurgia Do PóamandabraunAinda não há avaliações
- Apostila de Bioquímica - PráticaDocumento18 páginasApostila de Bioquímica - PráticaRayssa LamaniereAinda não há avaliações
- Catalogo Rodi Domestico 2013 PT EgoDocumento84 páginasCatalogo Rodi Domestico 2013 PT EgoEGO - Artigos Sanitários, LdaAinda não há avaliações
- Relatório03 - QE2Documento6 páginasRelatório03 - QE2Pedro WalaxAinda não há avaliações
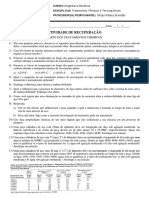
- Atividade 1 Recuperação TTTDocumento3 páginasAtividade 1 Recuperação TTTRaphael LopesAinda não há avaliações
- Produção de sabão a partir de óleo usadoDocumento7 páginasProdução de sabão a partir de óleo usadoNathan Rodrigues100% (1)