Você também pode gostar
- Rtos Para Medição De Decibelímetro Com Base No Rtos Osa, Mikroc Pro E Pic18f4620No EverandRtos Para Medição De Decibelímetro Com Base No Rtos Osa, Mikroc Pro E Pic18f4620Ainda não há avaliações
- Cabo Mackflex Solar Tech SN 1,8kvccDocumento1 páginaCabo Mackflex Solar Tech SN 1,8kvccDouglas Tri MonteiroAinda não há avaliações
- Acoplamentos - VulkanDocumento6 páginasAcoplamentos - VulkanSamuel SouzaAinda não há avaliações
- Portaria Do INMETRO Nº 178-2006Documento17 páginasPortaria Do INMETRO Nº 178-2006cleitonAinda não há avaliações
- Planilha - Exercício de KTS - 2sem - 2022Documento6 páginasPlanilha - Exercício de KTS - 2sem - 2022Diogo AlmeidaAinda não há avaliações
- 08 Tol - DimensionalDocumento54 páginas08 Tol - Dimensionalhugod1982Ainda não há avaliações
- Vibrações Mecânicas - Revisão 1 AvaliaçãoDocumento28 páginasVibrações Mecânicas - Revisão 1 AvaliaçãoAdeilson PantojaAinda não há avaliações
- Trafo 1 - Quadro CargasDocumento16 páginasTrafo 1 - Quadro Cargasaraken.omieAinda não há avaliações
- Modelo Planilha de Quadro Cargas - Exempo 2Documento11 páginasModelo Planilha de Quadro Cargas - Exempo 2araken.omieAinda não há avaliações
- Diagrama de Interacao FNCDocumento46 páginasDiagrama de Interacao FNCCléudes RodriguesAinda não há avaliações
- ANÁLISE DA RUGOSIDADE Ra NO TORNEAMENTO DO AÇO INOXIDÁVEL SUPER DUPLEDocumento6 páginasANÁLISE DA RUGOSIDADE Ra NO TORNEAMENTO DO AÇO INOXIDÁVEL SUPER DUPLEJê MachadoAinda não há avaliações
- Trafo 2 - Quadro CargasDocumento14 páginasTrafo 2 - Quadro CargasPEDRO EDUARDO OLIVEIRAAinda não há avaliações
- Apresenta Fabio CamporaDocumento53 páginasApresenta Fabio CamporaJose Eduardo GranatoAinda não há avaliações
- PROVA DE TF 2022 - AtualDocumento17 páginasPROVA DE TF 2022 - AtualMendeleyev SantosAinda não há avaliações
- Estudo PucDocumento9 páginasEstudo PucNada AzulAinda não há avaliações
- Manual-Aços-Especiais MAR 2023Documento104 páginasManual-Aços-Especiais MAR 2023José Hélio Ferreira Souza100% (1)
- Indicador - TFCA 1Documento8 páginasIndicador - TFCA 1alvaro gomesAinda não há avaliações
- Desenho TécnicoDocumento44 páginasDesenho TécnicoGustavo Silva De Paiva PereiraAinda não há avaliações
- Certificado de Calibração TrenaDocumento1 páginaCertificado de Calibração TrenaundreadAinda não há avaliações
- CALCULO de Incerteza 17025 ValidaçãoDocumento27 páginasCALCULO de Incerteza 17025 ValidaçãoMário Lopes DuarteAinda não há avaliações
- Capítulo 4 - Dimensionamento de MoinhosDocumento37 páginasCapítulo 4 - Dimensionamento de MoinhosEricson BenicioAinda não há avaliações
- UntitledDocumento16 páginasUntitledAmanda Furlin RenostoAinda não há avaliações
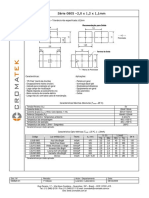
- Led SMD 0805Documento3 páginasLed SMD 0805Kleber FreitasAinda não há avaliações
- Engemass Medidor de Vazao e Densidade Tipo Coriolis PDFDocumento7 páginasEngemass Medidor de Vazao e Densidade Tipo Coriolis PDFdiegosantosbAinda não há avaliações
- Tolerancia para ChapasDocumento4 páginasTolerancia para Chapasjean vieiraAinda não há avaliações
- Data-Book - Ponte Rolante Transfer 3.2 - Benteler AutomotiveDocumento88 páginasData-Book - Ponte Rolante Transfer 3.2 - Benteler AutomotiveCristiano OliveiraAinda não há avaliações
- Queda de TensãoDocumento9 páginasQueda de TensãoTiago TrevizanAinda não há avaliações
- HP HP HP/Q HP/QDocumento1 páginaHP HP HP/Q HP/QisraelbrizolasAinda não há avaliações
- Data Sheet Disjuntor TramontinaDocumento3 páginasData Sheet Disjuntor TramontinafernandoAinda não há avaliações
- Tabela de Ensaios de Óleos - LUMEDocumento11 páginasTabela de Ensaios de Óleos - LUMERodolfo MendesAinda não há avaliações
- Prática 2 - 4.0Documento5 páginasPrática 2 - 4.0Rodrigo RamosAinda não há avaliações
- HM-1000A V2 ManualDocumento32 páginasHM-1000A V2 ManualEdivaldo FerreiraAinda não há avaliações
- NBR 7823 (Propriedades Mecânicas)Documento48 páginasNBR 7823 (Propriedades Mecânicas)Tobias BertoldiAinda não há avaliações
- Exemplos de AplicaçãoDocumento26 páginasExemplos de AplicaçãoLeonam FariasAinda não há avaliações
- 2020 - 10 - 30 Apresentação Sensor HAL9000 - Spectro de FrequenciaDocumento9 páginas2020 - 10 - 30 Apresentação Sensor HAL9000 - Spectro de FrequenciaPaulo SoaresAinda não há avaliações
- EPI - Estágio 2Documento26 páginasEPI - Estágio 2Gabriel FialhoAinda não há avaliações
- TT TiDocumento50 páginasTT TimmhmanuAinda não há avaliações
- CM 03 PT 01 CTP Apl-Xdsl (8,5mhz)Documento5 páginasCM 03 PT 01 CTP Apl-Xdsl (8,5mhz)Eduarda PortellaAinda não há avaliações
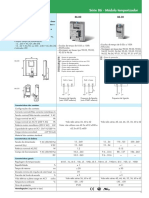
- S86 PTFinder Serie 86Documento12 páginasS86 PTFinder Serie 86dmi_dgAinda não há avaliações
- Cabo Auto Flr9y-A t3 300vDocumento1 páginaCabo Auto Flr9y-A t3 300vClaDom CladomAinda não há avaliações
- Aula 2Documento116 páginasAula 2Matheus CelestinoAinda não há avaliações
- Processos EstocásticosDocumento21 páginasProcessos EstocásticosJoel ManuelAinda não há avaliações
- Catálogo APIDocumento2 páginasCatálogo APIfabiocatitaAinda não há avaliações
- CM - 04 - PT - 01 - CTP-APL-xDSL (40MHz)Documento5 páginasCM - 04 - PT - 01 - CTP-APL-xDSL (40MHz)Eduarda PortellaAinda não há avaliações
- Casae - KTS - 1sem - 2022Documento4 páginasCasae - KTS - 1sem - 2022César De SantanaAinda não há avaliações
- Ficha Técnica - Painel em Poliestireno Expandido D.20Documento1 páginaFicha Técnica - Painel em Poliestireno Expandido D.20ArmandoAinda não há avaliações
- Manual de Instruções: 1:1 Man. (E) de Instruções Torre Elétrica Hor. de 8 PosiçõesDocumento60 páginasManual de Instruções: 1:1 Man. (E) de Instruções Torre Elétrica Hor. de 8 PosiçõesGuiAinda não há avaliações
- Aparelho de UltrassomDocumento5 páginasAparelho de UltrassomEng_EgleAinda não há avaliações
- Esi PWDocumento3 páginasEsi PWedvaldo o de almeida oliveiraAinda não há avaliações
- AREIADocumento4 páginasAREIAKemel LoiolaAinda não há avaliações
- Pré-Dimensionamento MicroTurbina Eólica IMTDocumento10 páginasPré-Dimensionamento MicroTurbina Eólica IMTYuri GranadaAinda não há avaliações
- Cordeiro Cabos - Cortox e HeprocordDocumento4 páginasCordeiro Cabos - Cortox e HeprocordMichel Augusto VillaAinda não há avaliações
- Bobinas de Plancha NBR 6656Documento3 páginasBobinas de Plancha NBR 6656GRADOS LEON CARLOS JESUSAinda não há avaliações
- SIMEC - Catalogo 2023 - RevJ - SITE - CompressedDocumento24 páginasSIMEC - Catalogo 2023 - RevJ - SITE - CompressedLuis Felipe RamosAinda não há avaliações
- Fip 001Documento2 páginasFip 001pedro emanuel de FreitasAinda não há avaliações
- NBR 7823 - Chapas de Alumínio e Suas LigasDocumento48 páginasNBR 7823 - Chapas de Alumínio e Suas Ligas0uverneyAinda não há avaliações
- Prática 2Documento5 páginasPrática 2Rodrigo RamosAinda não há avaliações
- Lista Exercícios SensoresDocumento3 páginasLista Exercícios SensoresPedro Henrique DurianAinda não há avaliações
- Datasheet DynaLogger TcA 1Documento2 páginasDatasheet DynaLogger TcA 1Sérgio SoaresAinda não há avaliações
- Armco MP100Documento12 páginasArmco MP100MiuipiuiAinda não há avaliações
- Manual de Estilo Academico 6ed RI PDFDocumento164 páginasManual de Estilo Academico 6ed RI PDFSérgio CostaAinda não há avaliações
- 4254 14365 1 PB PDFDocumento12 páginas4254 14365 1 PB PDFAlisson MartinsAinda não há avaliações
- 23.11.2023 Lean ManufacturingDocumento19 páginas23.11.2023 Lean ManufacturingIgor SouzaAinda não há avaliações
- Estudo de CasoDocumento6 páginasEstudo de CasoIgor SouzaAinda não há avaliações
- TCC TopicosDocumento4 páginasTCC TopicosIgor SouzaAinda não há avaliações
- 22.11.2023 Manutenção 4.0Documento12 páginas22.11.2023 Manutenção 4.0Igor SouzaAinda não há avaliações
- Modelagem Matemática para Planejamento deDocumento5 páginasModelagem Matemática para Planejamento deIgor SouzaAinda não há avaliações
- Modelagem Matemática Aplicada Na Gestão deDocumento68 páginasModelagem Matemática Aplicada Na Gestão deIgor SouzaAinda não há avaliações
- TCC TopicosDocumento4 páginasTCC TopicosIgor SouzaAinda não há avaliações
- Scientia, Gerente Da Revista, B ARTIGO 4320 - 2020-08-18Documento8 páginasScientia, Gerente Da Revista, B ARTIGO 4320 - 2020-08-18Igor SouzaAinda não há avaliações
- Saulo Estevão Da Silva Passos - Relatório de Estágio Eng. Mecânica CCT 1979Documento37 páginasSaulo Estevão Da Silva Passos - Relatório de Estágio Eng. Mecânica CCT 1979Igor SouzaAinda não há avaliações
- Parte IIC - 2 - Lubrificação - AplicaçõesDocumento38 páginasParte IIC - 2 - Lubrificação - AplicaçõesIgor SouzaAinda não há avaliações
- Saulo Estevão Da Silva Passos - Relatório de Estágio Eng. Mecânica CCT 1979Documento37 páginasSaulo Estevão Da Silva Passos - Relatório de Estágio Eng. Mecânica CCT 1979Igor SouzaAinda não há avaliações
- Planeamento Da Manutenção Preventiva Usando Algoritmos GenéticosDocumento10 páginasPlaneamento Da Manutenção Preventiva Usando Algoritmos GenéticosIgor SouzaAinda não há avaliações
- ApresetaçãoDocumento10 páginasApresetaçãoIgor SouzaAinda não há avaliações
- Análise Da Produtividade Do Trator de Esteira D11Documento52 páginasAnálise Da Produtividade Do Trator de Esteira D11Igor SouzaAinda não há avaliações
- Estudos de OtimizaçDocumento9 páginasEstudos de OtimizaçIgor SouzaAinda não há avaliações
- ObjetivosDocumento2 páginasObjetivosIgor SouzaAinda não há avaliações
- Aplicação de Ferramentas de Qualidade Na Elaboração de Um Plano de Manutenção Preventiva para Uma Microcervejaria No ParanáDocumento87 páginasAplicação de Ferramentas de Qualidade Na Elaboração de Um Plano de Manutenção Preventiva para Uma Microcervejaria No ParanáIgor SouzaAinda não há avaliações
- Gestão Da Manutenção Implementação em UmaDocumento94 páginasGestão Da Manutenção Implementação em UmaIgor SouzaAinda não há avaliações
- STP - Sistema Toyota de ProduçãoDocumento11 páginasSTP - Sistema Toyota de ProduçãoIgor SouzaAinda não há avaliações
- PMP Bomba Centrifuga (Manutenção2023.2) Danilo-IgorDocumento22 páginasPMP Bomba Centrifuga (Manutenção2023.2) Danilo-IgorIgor SouzaAinda não há avaliações
- What Makes ALeaderDocumento12 páginasWhat Makes ALeaderIgor SouzaAinda não há avaliações
- UntitledDocumento104 páginasUntitledBruno SouzaAinda não há avaliações
- MetodoDocumento2 páginasMetodoIgor SouzaAinda não há avaliações
- PARTE IIA - Manutenção PlanejadaDocumento23 páginasPARTE IIA - Manutenção PlanejadaIgor SouzaAinda não há avaliações
- PARTE I A - Manutenção - Introdução - AtividadesDocumento21 páginasPARTE I A - Manutenção - Introdução - AtividadesIgor SouzaAinda não há avaliações
- PARTE I E - Indicadores - 5SDocumento31 páginasPARTE I E - Indicadores - 5SIgor SouzaAinda não há avaliações
- Parte IIC 1 - Lubrificação ConceitosDocumento30 páginasParte IIC 1 - Lubrificação ConceitosIgor SouzaAinda não há avaliações
- PARTE I D - Diagramas Complementariedade - BanheiraDocumento12 páginasPARTE I D - Diagramas Complementariedade - BanheiraIgor SouzaAinda não há avaliações
- Manual Analisador Energia ANL6000Documento108 páginasManual Analisador Energia ANL6000Lourivaldo NetoAinda não há avaliações
- Apostila CE2 2021Documento148 páginasApostila CE2 2021André OliveiraAinda não há avaliações
- Anatel - Ato #458, de 24 de Janeiro de 2019 - Calculos Relatório de Conformidade RNIDocumento24 páginasAnatel - Ato #458, de 24 de Janeiro de 2019 - Calculos Relatório de Conformidade RNIViníciusAinda não há avaliações
- DBL 6000Documento26 páginasDBL 6000Elio B. GerhardtAinda não há avaliações
- CircII - 1 Tensao e Corrente AltenadasDocumento28 páginasCircII - 1 Tensao e Corrente AltenadasÍtalo GomesAinda não há avaliações
- Avaliacao de Ruido e Vibracao - Santos - Sp. 2012Documento32 páginasAvaliacao de Ruido e Vibracao - Santos - Sp. 2012Gabriela GabyAinda não há avaliações
- Eletricidade CA Polar RL RLCDocumento128 páginasEletricidade CA Polar RL RLCdesportista_luisAinda não há avaliações
- Apostila EHO-102 - ALUNO - 2020Documento176 páginasApostila EHO-102 - ALUNO - 2020Maiara CostaAinda não há avaliações
- Arte Eletricidade CADocumento128 páginasArte Eletricidade CAjcegnunesAinda não há avaliações
- Apostila Processos Eletroeletronicos 2009Documento118 páginasApostila Processos Eletroeletronicos 2009nestoragostini100% (1)
- NBR 6251 Cabos de Potencia Com Isolação Extrudada de 1kv A 34,5kvDocumento32 páginasNBR 6251 Cabos de Potencia Com Isolação Extrudada de 1kv A 34,5kvMauricioKircheschFilhoAinda não há avaliações
- Digital Multimeter ET-2082B: Instructions ManualDocumento32 páginasDigital Multimeter ET-2082B: Instructions ManualRádio Técnica AuroraAinda não há avaliações
- PQ1 2021 Unip PQDocumento166 páginasPQ1 2021 Unip PQHugo OsvaldoAinda não há avaliações
- Rot 19Documento4 páginasRot 19EDUARDO MIRANDAAinda não há avaliações
- Aula 2 - O Sistema Elétrico - Geração, Transmissão e Distribuição - Eletromagnetismo 1Documento49 páginasAula 2 - O Sistema Elétrico - Geração, Transmissão e Distribuição - Eletromagnetismo 1Manoel HenriqueAinda não há avaliações
- ESTA002-17 Laboratorio 1Documento11 páginasESTA002-17 Laboratorio 1IAMAinda não há avaliações
- Exercicios Resolvidos EPO I Prova 3Documento63 páginasExercicios Resolvidos EPO I Prova 3Jennifer EllisAinda não há avaliações
- Elielton Matias Da Silva - TCC2 - Engenharia Eletrica - Universidade Federal Do ParanáDocumento106 páginasElielton Matias Da Silva - TCC2 - Engenharia Eletrica - Universidade Federal Do ParanáElieltonSilvaAinda não há avaliações
- Apostila - Numero - Complexo AcDocumento17 páginasApostila - Numero - Complexo AcTharcilo AlmeidaAinda não há avaliações
- Prática Detecção de Defeitos em Motores de Indução Pela Análise Do Sinal de CorrenteDocumento3 páginasPrática Detecção de Defeitos em Motores de Indução Pela Análise Do Sinal de CorrentePaulo HenriqueAinda não há avaliações
- Multímetro Digital ET-2030A: Manual de InstruçõesDocumento24 páginasMultímetro Digital ET-2030A: Manual de InstruçõesPaulo Rodrigo MiyazakiAinda não há avaliações
- Aula 01 - Eletricidade CADocumento19 páginasAula 01 - Eletricidade CAMarden MatiasAinda não há avaliações
- PQ 700Documento3 páginasPQ 700Kenner MartinsAinda não há avaliações
- Apostila eHO-102 - ALUNO - 2021Documento176 páginasApostila eHO-102 - ALUNO - 2021Priscila SantanaAinda não há avaliações
- Valor Médio e EficazDocumento7 páginasValor Médio e EficazNaydson Lima100% (1)
- Eletrotécnica: Exercícios Medição ResolvidosDocumento3 páginasEletrotécnica: Exercícios Medição ResolvidosLaura LauraAinda não há avaliações
- TCIRC - Cap1 - Grandezas Alternadas SinusoidaisDocumento23 páginasTCIRC - Cap1 - Grandezas Alternadas Sinusoidaisbercianaa berAinda não há avaliações
- Desenvolvimento de Eletrodos e Ferramenta para Processamento de Sinais Eletromigráficos de SuperfícieDocumento55 páginasDesenvolvimento de Eletrodos e Ferramenta para Processamento de Sinais Eletromigráficos de SuperfícieEngenharia de Computação 2017Ainda não há avaliações
- Faça o tempo trabalhar para você: e alcance resultados extraordináriosNo EverandFaça o tempo trabalhar para você: e alcance resultados extraordináriosNota: 5 de 5 estrelas5/5 (2)
- Águas no deserto: Encontrando Refrigério para os sedentosNo EverandÁguas no deserto: Encontrando Refrigério para os sedentosNota: 5 de 5 estrelas5/5 (1)
- Teleios - O homem completo: O projeto de Deus para a vida masculinaNo EverandTeleios - O homem completo: O projeto de Deus para a vida masculinaNota: 5 de 5 estrelas5/5 (2)
- Gestão Do Tempo : 10 Passos Simples Para Aumentar A Produtividade: Gestão do TempoNo EverandGestão Do Tempo : 10 Passos Simples Para Aumentar A Produtividade: Gestão do TempoNota: 1 de 5 estrelas1/5 (1)
- Neurociência aplicada a técnicas de estudos: Técnicas práticas para estudar de forma eficienteNo EverandNeurociência aplicada a técnicas de estudos: Técnicas práticas para estudar de forma eficienteNota: 4.5 de 5 estrelas4.5/5 (15)
- Atraídas (Um Mistério de Riley Paige – Livro#4)No EverandAtraídas (Um Mistério de Riley Paige – Livro#4)Nota: 4.5 de 5 estrelas4.5/5 (3)
- Assistentes Virtuais Inteligentes e Chatbots: Um guia prático e teórico sobre como criar experiências e recordações encantadoras para os clientes da sua empresaNo EverandAssistentes Virtuais Inteligentes e Chatbots: Um guia prático e teórico sobre como criar experiências e recordações encantadoras para os clientes da sua empresaNota: 4 de 5 estrelas4/5 (1)
- ESTOU PROFESSOR. E AGORA?: Um profissional e sujeito da açãoNo EverandESTOU PROFESSOR. E AGORA?: Um profissional e sujeito da açãoAinda não há avaliações
- Mulheres poderosas não esperam pela sorte: Saiba como encontrar o homem certo e fazer ele se apaixonar por vocêNo EverandMulheres poderosas não esperam pela sorte: Saiba como encontrar o homem certo e fazer ele se apaixonar por vocêNota: 4 de 5 estrelas4/5 (6)
- Emagrecer: Perda de Peso: Livro de Receitas Diet para Vigilantes de Peso (Para Aqueles Que Gostam De Dietas)No EverandEmagrecer: Perda de Peso: Livro de Receitas Diet para Vigilantes de Peso (Para Aqueles Que Gostam De Dietas)Ainda não há avaliações
- Memória cármica emocional: o dna espiritual ocultoNo EverandMemória cármica emocional: o dna espiritual ocultoNota: 5 de 5 estrelas5/5 (4)
- Mecânica dos fluidos: Noções e aplicaçõesNo EverandMecânica dos fluidos: Noções e aplicaçõesNota: 3.5 de 5 estrelas3.5/5 (3)
- Série Didática para o Apoio a Formação de Professores de Química: Volume 2: MoléculasNo EverandSérie Didática para o Apoio a Formação de Professores de Química: Volume 2: MoléculasNota: 5 de 5 estrelas5/5 (1)
- Cadeia De Hábitos: Descubra 97 Hábitos Simples Que Podem Mudar Sua VidaNo EverandCadeia De Hábitos: Descubra 97 Hábitos Simples Que Podem Mudar Sua VidaNota: 3.5 de 5 estrelas3.5/5 (10)
- Hábitos: Uma Maneira Mais Fácil De Simplificar A Sua Vida, Organizar O Seu E Fazer O ( habits)No EverandHábitos: Uma Maneira Mais Fácil De Simplificar A Sua Vida, Organizar O Seu E Fazer O ( habits)Ainda não há avaliações