Você também pode gostar
- Aula Fundição SENAI 1Documento48 páginasAula Fundição SENAI 1thiago48100% (5)
- Manual 9640Documento35 páginasManual 9640Luísa Maia Márcia Teixeira100% (1)
- VIII Encontro Sobre AbelhasDocumento812 páginasVIII Encontro Sobre AbelhasDanilson Dinalson100% (1)
- 5°ano Língua PortuguesaDocumento13 páginas5°ano Língua Portuguesaivinhasilva07100% (1)
- Higiene pessoal e boas práticas alimentaresDocumento30 páginasHigiene pessoal e boas práticas alimentaresJosélia Fátima Carnielo Dias100% (1)
- Fundição Por CoquilhamentoDocumento24 páginasFundição Por CoquilhamentoheliopadilhaAinda não há avaliações
- Conformação ForjamentoDocumento47 páginasConformação ForjamentojoseAinda não há avaliações
- 1 PROBLEMAS de TRINCAS em FUNDICAO PDFDocumento73 páginas1 PROBLEMAS de TRINCAS em FUNDICAO PDFgarciarodrigoAinda não há avaliações
- Identificação e correção de trincas em fundição de açoDocumento73 páginasIdentificação e correção de trincas em fundição de açoBruno Entringer100% (2)
- ConformaçãoDocumento49 páginasConformaçãoAlex MouttaAinda não há avaliações
- LAMINAÇÃO: reduzindo seções de metais através de cilindrosDocumento4 páginasLAMINAÇÃO: reduzindo seções de metais através de cilindrosCleber de JesusAinda não há avaliações
- Rechupe Ou Marcas de ChupagemDocumento6 páginasRechupe Ou Marcas de ChupagemAquiles OliverAinda não há avaliações
- Soldagem de Ferros FundidosDocumento8 páginasSoldagem de Ferros FundidosPedro Polastri PatriotaAinda não há avaliações
- Aula FundiçãoDocumento130 páginasAula FundiçãoThawan LealAinda não há avaliações
- PROCESSOS DE FABRICAÇÃO - mai 09Documento77 páginasPROCESSOS DE FABRICAÇÃO - mai 09Gustavo GonzalezAinda não há avaliações
- Aula de Metalurgia Da SoldagemDocumento22 páginasAula de Metalurgia Da SoldagemDiego AraújoAinda não há avaliações
- Laminação quenteDocumento7 páginasLaminação quenteAlexsandro AndradeAinda não há avaliações
- Aula 10 - Metalurgia Da SoldagemDocumento73 páginasAula 10 - Metalurgia Da SoldagemBrick FacilAinda não há avaliações
- Processo de forjamento e estampagem emDocumento20 páginasProcesso de forjamento e estampagem emBruno OliveiraAinda não há avaliações
- Soldagem - Aula 05 - Unidade 2 - Seção 2.2Documento44 páginasSoldagem - Aula 05 - Unidade 2 - Seção 2.2rokayw1Ainda não há avaliações
- 18-estudo-extrusc3a3o-e-trefilac3a7c3a3oDocumento11 páginas18-estudo-extrusc3a3o-e-trefilac3a7c3a3oWashington EmmanuelAinda não há avaliações
- Curso Técnico MetalurgiaDocumento25 páginasCurso Técnico MetalurgiaTalita BatistaAinda não há avaliações
- Processos mecânicosDocumento19 páginasProcessos mecânicosPaulo Sergio FaleirosAinda não há avaliações
- Aula 11 - ExtrusãoDocumento37 páginasAula 11 - ExtrusãoSaulo AmorimAinda não há avaliações
- Processos de fabricação por fundiçãoDocumento74 páginasProcessos de fabricação por fundiçãolndpiAinda não há avaliações
- P3Documento13 páginasP3gustavoAinda não há avaliações
- Extrusão: tipos, processos, vantagens e desvantagensDocumento49 páginasExtrusão: tipos, processos, vantagens e desvantagensDonovan Gibbs100% (1)
- Lista Tecnologia MetalúrgicaDocumento2 páginasLista Tecnologia MetalúrgicaRafaella EduardaAinda não há avaliações
- Fundição II: Lingotamento convencional e mudança de estruturaDocumento63 páginasFundição II: Lingotamento convencional e mudança de estruturaAndré Luis Moreira MoraisAinda não há avaliações
- Aula 5 - Turma 1Documento44 páginasAula 5 - Turma 1Non MelloAinda não há avaliações
- Processo de Fabricação - Vol, 01 - Cap. 08Documento17 páginasProcesso de Fabricação - Vol, 01 - Cap. 08Roberto De OliveiraAinda não há avaliações
- Processo de fundiçãoDocumento70 páginasProcesso de fundiçãoThiago O PontesAinda não há avaliações
- PF 2Documento59 páginasPF 2Marcelo GalardoAinda não há avaliações
- Processo de Laminação: Deformação Plastica por Esmagamento entre RolsDocumento5 páginasProcesso de Laminação: Deformação Plastica por Esmagamento entre RolsHugo CarvalhoAinda não há avaliações
- Fundição - PCM COMENTADODocumento45 páginasFundição - PCM COMENTADORodrigo AndradeAinda não há avaliações
- PreparatórioDocumento30 páginasPreparatórioromulomedeiroscaruaruAinda não há avaliações
- Fundição GravidadeDocumento4 páginasFundição Gravidadekeke51Ainda não há avaliações
- Processos Metalúrgicos de Conformação - Fernando Penteado - BomDocumento27 páginasProcessos Metalúrgicos de Conformação - Fernando Penteado - BomsidneizAinda não há avaliações
- Trincas em SoldagemDocumento25 páginasTrincas em SoldagemMoises De Jesus MachadoAinda não há avaliações
- ResumoDocumento5 páginasResumoBrunoAinda não há avaliações
- Resposta Lista 01Documento2 páginasResposta Lista 01CAIO ALVESAinda não há avaliações
- Fundição: Processo e AplicaçõesDocumento13 páginasFundição: Processo e AplicaçõesJosé C. RochaAinda não há avaliações
- Soldagem - Aula 04 - Unidade 2 - Seção 2.1Documento34 páginasSoldagem - Aula 04 - Unidade 2 - Seção 2.1rokayw1Ainda não há avaliações
- Processos Conformação LaminaçãoDocumento90 páginasProcessos Conformação LaminaçãojoseAinda não há avaliações
- Extrusão de metaisDocumento12 páginasExtrusão de metaisRenata Tersi JardimAinda não há avaliações
- Trincas de Liquação e Defeitos em Peças ForjadasDocumento5 páginasTrincas de Liquação e Defeitos em Peças ForjadasFernando AsthAinda não há avaliações
- Conformação Dos Metais 1Documento23 páginasConformação Dos Metais 1barataaaaAinda não há avaliações
- Estudo Dos MateriaisDocumento39 páginasEstudo Dos MateriaisReginaldo AlvesAinda não há avaliações
- Lingotamento Contínuo: Solidificação e DefeitosDocumento13 páginasLingotamento Contínuo: Solidificação e DefeitosSara GomesAinda não há avaliações
- Re Fri AdoresDocumento15 páginasRe Fri AdoresarnusobsAinda não há avaliações
- Aula 3 - Processos de SolidificaçãoDocumento150 páginasAula 3 - Processos de SolidificaçãoDALILAAinda não há avaliações
- Forjamento: definição, tipos e defeitosDocumento10 páginasForjamento: definição, tipos e defeitosCarlos KuhnAinda não há avaliações
- Encruamento e propriedades dos metais deformados plasticamenteDocumento17 páginasEncruamento e propriedades dos metais deformados plasticamenteNayra NobreAinda não há avaliações
- Danielle Moura LaminaçãoDocumento10 páginasDanielle Moura LaminaçãoDanielle BorgesAinda não há avaliações
- Aula-Defeitos em SoldasDocumento92 páginasAula-Defeitos em SoldasDiego Sousa Silva100% (1)
- Considerações Sobre A Vida Útil de Moldes para Fundição de AlumínioDocumento13 páginasConsiderações Sobre A Vida Útil de Moldes para Fundição de AlumínioAurélio TorquatoAinda não há avaliações
- Descontinuidades em Peças ForjadasDocumento2 páginasDescontinuidades em Peças ForjadasFernando AsthAinda não há avaliações
- Conformação e Estampo - APOSTILA 2Documento60 páginasConformação e Estampo - APOSTILA 2LaerteBessaMatias1Ainda não há avaliações
- Aços Inoxidáveis - Corrosão E Métodos Para DetecçãoNo EverandAços Inoxidáveis - Corrosão E Métodos Para DetecçãoAinda não há avaliações
- Soldagem Para Iniciantes Os Segredos Para Soldar, Cortar E Moldar Metal Como Um Verdadeiro Profissional | Aprenda A Trabalhar Com Qualquer Metal E Obtenha Habilidades De Trabalho ExtraordináriasNo EverandSoldagem Para Iniciantes Os Segredos Para Soldar, Cortar E Moldar Metal Como Um Verdadeiro Profissional | Aprenda A Trabalhar Com Qualquer Metal E Obtenha Habilidades De Trabalho ExtraordináriasAinda não há avaliações
- Aplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoNo EverandAplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoAinda não há avaliações
- tccDocumento5 páginastccotavio stiehlerAinda não há avaliações
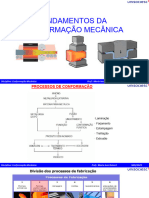
- Fundamentos Da Conf Mec_2020_2SDocumento71 páginasFundamentos Da Conf Mec_2020_2Sotavio stiehlerAinda não há avaliações
- Equipamentos Do Sistema de Areia A Verde FinalDocumento64 páginasEquipamentos Do Sistema de Areia A Verde Finalotavio stiehlerAinda não há avaliações
- tccDocumento5 páginastccotavio stiehlerAinda não há avaliações
- Nocoes Basicas de Fundicao - Fevereiro de 2023Documento71 páginasNocoes Basicas de Fundicao - Fevereiro de 2023otavio stiehlerAinda não há avaliações
- Guilherme Paulus PowerDocumento11 páginasGuilherme Paulus Powerotavio stiehlerAinda não há avaliações
- Seis SigmaDocumento10 páginasSeis Sigmaotavio stiehlerAinda não há avaliações
- APOSTILADEQUIMICAGERALDocumento58 páginasAPOSTILADEQUIMICAGERALBarbara Mariane Maduro (Inconfidentes)Ainda não há avaliações
- E-Mail de Grupo Singel - UruguaianaDocumento3 páginasE-Mail de Grupo Singel - UruguaianaJonathan RodriguesAinda não há avaliações
- Helena Hunting - 03 - A Secret For A Secret (Rev)Documento358 páginasHelena Hunting - 03 - A Secret For A Secret (Rev)Fernanda MariaAinda não há avaliações
- AH Vortex Seleção RelatórioDocumento5 páginasAH Vortex Seleção RelatórioWilliam OliveiraAinda não há avaliações
- PW e o CosmodramaDocumento63 páginasPW e o CosmodramaManoel SimaoAinda não há avaliações
- Produção de etanol a partir de açúcarDocumento1 páginaProdução de etanol a partir de açúcarAndré LuvezutiAinda não há avaliações
- Test. Conhecimento 1Documento1 páginaTest. Conhecimento 1Glivia JanuárioAinda não há avaliações
- Formação e fatores que influenciam biofilmesDocumento30 páginasFormação e fatores que influenciam biofilmeslucianamarques_ceAinda não há avaliações
- Enquadramento Comando de VálvulasDocumento4 páginasEnquadramento Comando de VálvulasRafael Canizares ChiarandiAinda não há avaliações
- Sinais vitais: temperatura, pulso, respiração e pressão arterialDocumento53 páginasSinais vitais: temperatura, pulso, respiração e pressão arterialTereza Cristina SilvaAinda não há avaliações
- Prova Enfermagem 3Documento4 páginasProva Enfermagem 3Carol DaemonAinda não há avaliações
- Ervas e Temperos: Propriedades FuncionaisDocumento3 páginasErvas e Temperos: Propriedades FuncionaisnutricaoeterapiacomplementarAinda não há avaliações
- Dos Vaqueros para ChristieDocumento12 páginasDos Vaqueros para ChristieLaura ValeriaAinda não há avaliações
- Primer de ferro para estruturas e equipamentosDocumento2 páginasPrimer de ferro para estruturas e equipamentosRoger SchvepperAinda não há avaliações
- Segurança em Operações Com MotosserrasDocumento60 páginasSegurança em Operações Com MotosserrasAdriano Moura100% (1)
- Aula OsteologiaDocumento39 páginasAula OsteologiaJéssica TavaresAinda não há avaliações
- Origem da Vida: Abiogênese vs BiogêneseDocumento1 páginaOrigem da Vida: Abiogênese vs BiogêneseRodolfo AchaAinda não há avaliações
- Organizando - As Aulas - Treinos - Março - 2021Documento18 páginasOrganizando - As Aulas - Treinos - Março - 2021Adriana EssabbaAinda não há avaliações
- O Uso Da Toxina Botulínica No Tratamento de Acidente Vascular CerebralDocumento12 páginasO Uso Da Toxina Botulínica No Tratamento de Acidente Vascular CerebralAna LíviaAinda não há avaliações
- Captulodolivro ClnicaMdicaDocumento21 páginasCaptulodolivro ClnicaMdicaandrade2janeAinda não há avaliações
- Vantagens E Desvantagens Da Automedicação: Princípios GeraisDocumento6 páginasVantagens E Desvantagens Da Automedicação: Princípios GeraisAdão Bila IdalécioAinda não há avaliações
- Manual Operacional Sistema Slim V851Documento37 páginasManual Operacional Sistema Slim V851Moah RibeiroAinda não há avaliações
- Penicilinas: classificação, mecanismo de ação e indicaçõesDocumento58 páginasPenicilinas: classificação, mecanismo de ação e indicaçõesMArceloAragaoAinda não há avaliações
- Introdução Histologia Oral e FacialDocumento7 páginasIntrodução Histologia Oral e FacialLeticia SilvaAinda não há avaliações
- Avaliação do nível de satisfação em áreas da vidaDocumento8 páginasAvaliação do nível de satisfação em áreas da vidaMarcelo Gomes PoindksterAinda não há avaliações
- Eletrólitos: Soluções que permitem a passagem dos elétronsDocumento2 páginasEletrólitos: Soluções que permitem a passagem dos elétronsGaspar BragaAinda não há avaliações