Você também pode gostar
- Gestão de Produção - CronoanáliseDocumento13 páginasGestão de Produção - CronoanálisegeovanisilvaAinda não há avaliações
- Aula 15 - CCQDocumento31 páginasAula 15 - CCQRafaela PereiraAinda não há avaliações
- Calor - Relatório TécnicoDocumento9 páginasCalor - Relatório TécnicoAnonymous FZRMlqrp7Ainda não há avaliações
- CURSO 8 Melhoria ContínuaDocumento64 páginasCURSO 8 Melhoria ContínuaGabriela QueirozAinda não há avaliações
- Ferramentas Da Qualidade CompletoDocumento135 páginasFerramentas Da Qualidade CompletoFranciscoRicardoAinda não há avaliações
- Ferramentas Masp - 2021Documento69 páginasFerramentas Masp - 2021Andrea GuedesAinda não há avaliações
- Apostila - Takt Time e Balanceamento de LinhaDocumento9 páginasApostila - Takt Time e Balanceamento de LinhaRogerio SantosAinda não há avaliações
- Livro - 5S - A Base Do TPMDocumento98 páginasLivro - 5S - A Base Do TPMSidnei BarretoAinda não há avaliações
- Gestão Pessoal de ProjetosDocumento46 páginasGestão Pessoal de ProjetosDIOGO LANSANAAinda não há avaliações
- Pontos Por FunçãoDocumento54 páginasPontos Por FunçãoFlávio Félix100% (1)
- CRONOANÁLISEDocumento3 páginasCRONOANÁLISEonemorepersonAinda não há avaliações
- PRONACI Manual Métodos e TemposDocumento50 páginasPRONACI Manual Métodos e TemposAnonymous CoGUaJ100% (1)
- Filosofia LeanDocumento73 páginasFilosofia LeanCarolina Antunes Amadeu100% (1)
- Formacao AuditoresDocumento70 páginasFormacao Auditoresfr_peresAinda não há avaliações
- Balanceamento de LinhaDocumento6 páginasBalanceamento de Linhaerisson_cAinda não há avaliações
- Seguranca Das Informacoes As Pessoas Sao o Elo Mais FracoDocumento107 páginasSeguranca Das Informacoes As Pessoas Sao o Elo Mais FracoRafael RochaAinda não há avaliações
- 06 Estudo de Tempos e A CronoanáliseDocumento7 páginas06 Estudo de Tempos e A CronoanáliseQuero SuculentasAinda não há avaliações
- Check List NR 12Documento6 páginasCheck List NR 12Monica Santos100% (1)
- Aula 20 - 9º LP - Entrevista. Construção Composicional. Coesão TextualDocumento9 páginasAula 20 - 9º LP - Entrevista. Construção Composicional. Coesão TextualJeane SilvaAinda não há avaliações
- Apostila CronoanaliseDocumento41 páginasApostila CronoanaliseMadknight GameplayAinda não há avaliações
- CronoanaliseDocumento49 páginasCronoanaliseRafael Goulart100% (2)
- Como Estruturar Um Pmo Ágil Combinando Pmbok E ScrumNo EverandComo Estruturar Um Pmo Ágil Combinando Pmbok E ScrumAinda não há avaliações
- Guia de Implementação 5S + Check ListDocumento21 páginasGuia de Implementação 5S + Check ListQualidade Beretta SC100% (1)
- Checklist para Gestao de FacilitiesDocumento8 páginasChecklist para Gestao de FacilitiesNickson GuerreiroAinda não há avaliações
- Aula 5 - Diagrama de IshikawaDocumento17 páginasAula 5 - Diagrama de IshikawaLayzza Tardin da Silva SoffnerAinda não há avaliações
- Aula 03 - MPS - Plano Mestre de ProduçãoDocumento17 páginasAula 03 - MPS - Plano Mestre de ProduçãoJeanAinda não há avaliações
- Técnicas em Dinâmica de GrupoDocumento89 páginasTécnicas em Dinâmica de GrupoStephanie PiresAinda não há avaliações
- Apostila Tempos e Metodos-RevisarDocumento17 páginasApostila Tempos e Metodos-RevisarAndre SeijiAinda não há avaliações
- (FM2S) Apostila - Fundamentos Da Gestão Da Produção IndustrialDocumento58 páginas(FM2S) Apostila - Fundamentos Da Gestão Da Produção IndustrialBruno SilvaAinda não há avaliações
- Melhoria de Processos OrganizaçionaisDocumento32 páginasMelhoria de Processos OrganizaçionaisCarlos TrindadeAinda não há avaliações
- Aula 6 - Diagrama de ParetoDocumento46 páginasAula 6 - Diagrama de ParetoRafaela PereiraAinda não há avaliações
- Implantação Da ISO 9001 Um Estudo de Caso Na Empresa de Tratamento de Água e Esgoto Do Município de São Gabriel-RSDocumento56 páginasImplantação Da ISO 9001 Um Estudo de Caso Na Empresa de Tratamento de Água e Esgoto Do Município de São Gabriel-RSMunique Holanda AlvesAinda não há avaliações
- 5S SebraeDocumento33 páginas5S SebraejoseegnaldoAinda não há avaliações
- Mapeamento Do Fluxo de Valor - 2018 - 2°SDocumento75 páginasMapeamento Do Fluxo de Valor - 2018 - 2°SFelipe PedrosoAinda não há avaliações
- Aula - Estudo de Tempos - Cronoanálise 01Documento49 páginasAula - Estudo de Tempos - Cronoanálise 01fernanda CruzAinda não há avaliações
- Aula Indicadores de Produção e DesempenhoDocumento40 páginasAula Indicadores de Produção e DesempenhoEdenício JúniorAinda não há avaliações
- Gestao Da QualidadeDocumento112 páginasGestao Da QualidadeRicardo Massao Takaoka100% (1)
- Como Mapear Processos e Atender Os Requisitos Da ISO 9001Documento5 páginasComo Mapear Processos e Atender Os Requisitos Da ISO 9001Kelly AlmeidaAinda não há avaliações
- Poka YokeDocumento22 páginasPoka YokefbraysAinda não há avaliações
- Modelo Plano de AçãoDocumento2 páginasModelo Plano de AçãoHAROLDO LAGE VIEIRAAinda não há avaliações
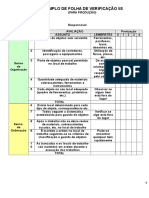
- Exemplo de Folha de Verificação para A ProduçãoDocumento3 páginasExemplo de Folha de Verificação para A ProduçãoMarcos100% (2)
- Introdução A Vida IntelectualDocumento14 páginasIntrodução A Vida IntelectualAdriano NetoAinda não há avaliações
- Psicopedagogia Institucional - ApostilaDocumento143 páginasPsicopedagogia Institucional - ApostilawillianwcaAinda não há avaliações
- CERFLOR - Relatorio de Auditoria BVDocumento35 páginasCERFLOR - Relatorio de Auditoria BVLuis AlvesAinda não há avaliações
- Livro CronoanaliseDocumento121 páginasLivro CronoanaliseFábio Izeppe100% (2)
- Experiencia TemposDocumento5 páginasExperiencia TemposDouglas EscoutoAinda não há avaliações
- Manual Linguagem e Comunicacao Formando PDFDocumento95 páginasManual Linguagem e Comunicacao Formando PDFcmarinamatinsAinda não há avaliações
- Fichamento BibliográficoDocumento18 páginasFichamento BibliográficoMarcus Vinicius Moraes100% (1)
- 5'S - Vilson RauchDocumento100 páginas5'S - Vilson Rauchvilson rauch100% (1)
- Os 16 Grandes Tipos de PerdasDocumento5 páginasOs 16 Grandes Tipos de PerdasTiago OliveiraAinda não há avaliações
- NFPA 14-2019 TraduzidoDocumento71 páginasNFPA 14-2019 TraduzidoRóger F. e Silva100% (1)
- Seleção e Qualificação de FornecedoresDocumento19 páginasSeleção e Qualificação de FornecedoresSidnaldo Da Silva AlexandrinoAinda não há avaliações
- PPCPDocumento2 páginasPPCPVinicius CaldiniAinda não há avaliações
- APQP ImplantaçãoDocumento88 páginasAPQP ImplantaçãosandroaptAinda não há avaliações
- ISO 10015 - O Que Todo Gestor Tem Que SaberDocumento4 páginasISO 10015 - O Que Todo Gestor Tem Que SaberfadacelesteproducoesAinda não há avaliações
- B - Curso PDCA, FCQ, FPQ, AMP, MASP PDFDocumento389 páginasB - Curso PDCA, FCQ, FPQ, AMP, MASP PDFAnderson SousaAinda não há avaliações
- A Reunião de Análise Crítica Pela Direção Na ISO 9001Documento1 páginaA Reunião de Análise Crítica Pela Direção Na ISO 9001Geise100% (1)
- PlanoDocumento102 páginasPlanoter greAinda não há avaliações
- OEE Calculator Model A PTDocumento6 páginasOEE Calculator Model A PTJosé Pedro Rodrigues Silva100% (2)
- Tempos e MetodosDocumento42 páginasTempos e Metodosgislayne1484Ainda não há avaliações
- Apostila APQP MeirellesDocumento21 páginasApostila APQP Meirellesvvvv06Ainda não há avaliações
- 5SDocumento72 páginas5SLuis Gomes100% (1)
- 50 ExercicioDocumento1 página50 ExercicioJandir NevesAinda não há avaliações
- Metodo 5SDocumento16 páginasMetodo 5SfandouAinda não há avaliações
- Modelo Ciclo Pdca EtapasDocumento2 páginasModelo Ciclo Pdca EtapasedersonAinda não há avaliações
- APOSTILA+CRONOANÁLISE+ +aula+05+ +Cronoanálise+Aplicada+Em+BPM+e+Lean+ThinkingDocumento22 páginasAPOSTILA+CRONOANÁLISE+ +aula+05+ +Cronoanálise+Aplicada+Em+BPM+e+Lean+ThinkingedersonAinda não há avaliações
- "O Risco - Na ISO 9001 - 2015 - Como É Tratada A Gestão de Risco Na Nova Versão - Fatos e DadosDocumento4 páginas"O Risco - Na ISO 9001 - 2015 - Como É Tratada A Gestão de Risco Na Nova Versão - Fatos e DadosmarisaAinda não há avaliações
- Katia Sousa - Treinamento Comitê 5SDocumento20 páginasKatia Sousa - Treinamento Comitê 5Srenata damascenoAinda não há avaliações
- Auditor Interno - Gestão IntegradaDocumento2 páginasAuditor Interno - Gestão IntegradaAço SalgueiroAinda não há avaliações
- Aula 2 - A Evolução Histórica Da QualidadeDocumento32 páginasAula 2 - A Evolução Histórica Da QualidadeSérgio Augusto SobrinhoAinda não há avaliações
- R$C: Responsabilidade $ocioambiental Compartilhada no BrasilNo EverandR$C: Responsabilidade $ocioambiental Compartilhada no BrasilAinda não há avaliações
- APOSTILA 04 - Dissertação Retrospectiva HistóricaDocumento2 páginasAPOSTILA 04 - Dissertação Retrospectiva HistóricajheldersilvaAinda não há avaliações
- Audiodescrição Como Tecnologia de Acessibilidade para Histórias em Quadrinhos HipermidiáticasDocumento12 páginasAudiodescrição Como Tecnologia de Acessibilidade para Histórias em Quadrinhos HipermidiáticasElton Vergara-NunesAinda não há avaliações
- Observacao em Psicologia ClinicaDocumento9 páginasObservacao em Psicologia ClinicaDahnael BridAinda não há avaliações
- 84427Documento169 páginas84427Thatty AnnaAinda não há avaliações
- Ascensao Jose PROPRIEDADE INTELECTUAL E INTERNET PDFDocumento25 páginasAscensao Jose PROPRIEDADE INTELECTUAL E INTERNET PDFrodrigoAinda não há avaliações
- Transcricao - Aula 01 LIDODocumento19 páginasTranscricao - Aula 01 LIDOFernando RochaAinda não há avaliações
- Cummins Isb SeçãoFDocumento38 páginasCummins Isb SeçãoFsaulomachado8262Ainda não há avaliações
- Texto 5 - Introdução A EstatísticaDocumento81 páginasTexto 5 - Introdução A EstatísticaZilah CalleiaAinda não há avaliações
- Sebenta Contabilidade Geral 1Documento59 páginasSebenta Contabilidade Geral 1Josemar PascoalAinda não há avaliações
- Os Sete Princípios Do Desenho UniversalDocumento12 páginasOs Sete Princípios Do Desenho UniversalWanessa FernandesAinda não há avaliações
- Teoria Da Comunicacao PDFDocumento23 páginasTeoria Da Comunicacao PDFEdiene RibeiroAinda não há avaliações
- Metodo Custeio PlenoDocumento18 páginasMetodo Custeio PlenoTheЯam - ଏକ ଦୂତAinda não há avaliações
- MALUF, Sonia. Mitos Coletivos, Narrativas PessoaisDocumento30 páginasMALUF, Sonia. Mitos Coletivos, Narrativas PessoaissegataufrnAinda não há avaliações
- Integrando MediaWiki Com LDAP - ImastersDocumento11 páginasIntegrando MediaWiki Com LDAP - ImastersLeandro Arantes TavaresAinda não há avaliações
- Ebook FAPESP Vol 3 Com Substituições 04 de Março de 2015Documento471 páginasEbook FAPESP Vol 3 Com Substituições 04 de Março de 2015eduardogurgelAinda não há avaliações
- Caracteristicas Dos Sensores IndustriaisDocumento8 páginasCaracteristicas Dos Sensores IndustriaisRoseli DefassioAinda não há avaliações
- Guia EPI WebDocumento36 páginasGuia EPI WebFlávio AraújoAinda não há avaliações