Você também pode gostar
- 27 - Branqueamento Pastas Alto RendimentoDocumento38 páginas27 - Branqueamento Pastas Alto RendimentoSidney Toshiaki MatsudaAinda não há avaliações
- Solkane 365 - 277 Gases de Expansão PuDocumento34 páginasSolkane 365 - 277 Gases de Expansão PuPaulo Ricardo AlmeidaAinda não há avaliações
- Velocidade de um avião calculada por um garotoDocumento4 páginasVelocidade de um avião calculada por um garotoMaria LuisaAinda não há avaliações
- Peças automotivas para ordem de clienteDocumento2 páginasPeças automotivas para ordem de clienteALINHA LASERAinda não há avaliações
- Folder - Aeradores - 2015 - DS 153 - REV 00 - 07 07 2015 - A4Documento8 páginasFolder - Aeradores - 2015 - DS 153 - REV 00 - 07 07 2015 - A4douglas.matosAinda não há avaliações
- NR 13 Selecao Do Tipo de Tanques ArmazenamentoDocumento24 páginasNR 13 Selecao Do Tipo de Tanques ArmazenamentoCPSSTAinda não há avaliações
- Catálise homogênea peróxido dicromatoDocumento8 páginasCatálise homogênea peróxido dicromatoLILIAN GLECIA DE SOUZA SILVAAinda não há avaliações
- Análise CromatografiaDocumento4 páginasAnálise CromatografiaBrunoAinda não há avaliações
- 1113 - MB 3344 atDocumento1 página1113 - MB 3344 atIago TeixeiraAinda não há avaliações
- Relatório de Análise de Óleo Isolante de ComutadorDocumento3 páginasRelatório de Análise de Óleo Isolante de ComutadorDouglas VasconcelosAinda não há avaliações
- Absorção e stripping de gases: transferência de massa líquido-gásDocumento3 páginasAbsorção e stripping de gases: transferência de massa líquido-gásTatá Reali100% (1)
- Soluções para acionamentos industriaisDocumento11 páginasSoluções para acionamentos industriaisDênis DáyolAinda não há avaliações
- RecipientesTranportaveis de GLPDocumento13 páginasRecipientesTranportaveis de GLPAnderson SousaAinda não há avaliações
- A Lei de Raoult e a formação de azeótroposDocumento17 páginasA Lei de Raoult e a formação de azeótroposMariana GonçalvesAinda não há avaliações
- 2 - CombustãoDocumento53 páginas2 - CombustãoJosé Luiz dos SantosAinda não há avaliações
- Análise Do Petroléo CruDocumento9 páginasAnálise Do Petroléo CruEvellynn MelloAinda não há avaliações
- Informativo sobre tempo de overhaul de compressores parafusos HitachiDocumento14 páginasInformativo sobre tempo de overhaul de compressores parafusos HitachiEdinaldo RibeiroAinda não há avaliações
- Tanque combustível radiador filtroDocumento37 páginasTanque combustível radiador filtrowanderAinda não há avaliações
- Redução de emissões e aumento da eficiência em empilhadeiras a GLPDocumento13 páginasRedução de emissões e aumento da eficiência em empilhadeiras a GLPvitor rodriguesAinda não há avaliações
- Introdução ao refino do petróleoDocumento21 páginasIntrodução ao refino do petróleoHebert PenelucAinda não há avaliações
- Determinação da cinética de reação do violeta cristalDocumento2 páginasDeterminação da cinética de reação do violeta cristalmattheus nascimentoAinda não há avaliações
- 6 Aula FQexp 2022Documento2 páginas6 Aula FQexp 2022mattheus nascimentoAinda não há avaliações
- Kolliwax-Hco Technical InformationDocumento9 páginasKolliwax-Hco Technical Informationsosal salvadosAinda não há avaliações
- Evaporação Do Licor Negro Na Indústria de CeluloseDocumento129 páginasEvaporação Do Licor Negro Na Indústria de CeluloseFrancisco de Assis Bertini Moraes100% (14)
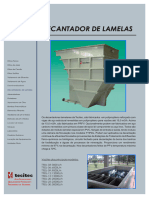
- Decantador Lamelar Tecitec CatalogoDocumento2 páginasDecantador Lamelar Tecitec CatalogoJoão Guilherme Martins SilvaAinda não há avaliações
- FORMULA POLIDOR A BASE DAGUADocumento1 páginaFORMULA POLIDOR A BASE DAGUASandro SouzaAinda não há avaliações
- Petróleo: da extração aos usosDocumento60 páginasPetróleo: da extração aos usosJoão PedroAinda não há avaliações
- Apostila QueimadoresDocumento64 páginasApostila QueimadoresIsa Fernanda100% (1)
- Apresentação - 1 (2) SidonioDocumento7 páginasApresentação - 1 (2) SidonioSonex SualeheAinda não há avaliações
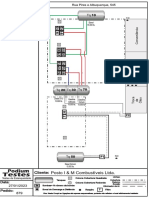
- Croqui I & MDocumento1 páginaCroqui I & MRicardo gonçalvesAinda não há avaliações
- ETILENOGLICÓIS DESCRIÇÃODocumento5 páginasETILENOGLICÓIS DESCRIÇÃOVinicius SolusolvAinda não há avaliações
- Fluxograma de processo químicoDocumento1 páginaFluxograma de processo químicoIsabelle SchlegelAinda não há avaliações
- Limites de flamabilidade e temperatura de ignição de gases combustíveisDocumento28 páginasLimites de flamabilidade e temperatura de ignição de gases combustíveisFernando Moretto BenattiAinda não há avaliações
- Misturas betuminosas eco-amigáveisDocumento11 páginasMisturas betuminosas eco-amigáveisDjair FelixAinda não há avaliações
- Apresentação Deslignificação Com O22Documento24 páginasApresentação Deslignificação Com O22naor.salesAinda não há avaliações
- Refino de Petróleo: Processos e DerivadosDocumento20 páginasRefino de Petróleo: Processos e DerivadosAdriano ChagasAinda não há avaliações
- Calibragem Solex H35 e 32/35Documento4 páginasCalibragem Solex H35 e 32/35demis winterAinda não há avaliações
- Prim. epóxi anticorrosivo para aço em ambientes marítimosDocumento6 páginasPrim. epóxi anticorrosivo para aço em ambientes marítimosAnd ChatackAinda não há avaliações
- Felipe Vinícius Celestino Dos SantosDocumento4 páginasFelipe Vinícius Celestino Dos SantosJennifer Schultz de CarvalhoAinda não há avaliações
- Refino de petróleo: separação e conversãoDocumento85 páginasRefino de petróleo: separação e conversãoThiago MunizAinda não há avaliações
- 18010-LH Gear Basic 90 LS PTDocumento1 página18010-LH Gear Basic 90 LS PTCarlos Rangel WiezelAinda não há avaliações
- PROCESSAMENTO DE PETRÓLEO E GÁSSlides Operação 2a AulaDocumento98 páginasPROCESSAMENTO DE PETRÓLEO E GÁSSlides Operação 2a Aulagennilucc100% (12)
- Módulo V - Relatório de Avaliação de Contaminantes Químicos-07-04-2011_rev1Documento16 páginasMódulo V - Relatório de Avaliação de Contaminantes Químicos-07-04-2011_rev1David Nascimento MoreiraAinda não há avaliações
- Cinética química: estudo da velocidade de reaçõesDocumento12 páginasCinética química: estudo da velocidade de reaçõesAdaAinda não há avaliações
- 05 Branqueamento 2016Documento17 páginas05 Branqueamento 2016Anonymous 8cMMMGzAinda não há avaliações
- Adriano NEX 10%Documento2 páginasAdriano NEX 10%Felipe Almeida PrataAinda não há avaliações
- CV5 Controle de HidratoDocumento6 páginasCV5 Controle de HidratoJorge AlbertoAinda não há avaliações
- PortodsDocumento49 páginasPortodsZé TóAinda não há avaliações
- Dessalgação PDFDocumento8 páginasDessalgação PDFWadson Leite BarbosaAinda não há avaliações
- Bse32 BS55Documento5 páginasBse32 BS55patrickcamiloAinda não há avaliações
- ListaExercíciosSistemasHidráulicosPneumáticosDocumento4 páginasListaExercíciosSistemasHidráulicosPneumáticosnewhouse1234Ainda não há avaliações
- 1-CompletaMercedes Benz BlueTec5 BlueEFFICIENCY 20111017novaDocumento43 páginas1-CompletaMercedes Benz BlueTec5 BlueEFFICIENCY 20111017novajuan manuel molinaAinda não há avaliações
- RAC Fluidos Refrigerantes - 20130404163801Documento30 páginasRAC Fluidos Refrigerantes - 20130404163801Weberson CorreaAinda não há avaliações
- Ficha09 PetróleoDocumento4 páginasFicha09 PetróleoLuana SilvaAinda não há avaliações
- Catálise Na PetroquímicaDocumento31 páginasCatálise Na Petroquímicaelladeia100% (1)
- Aula 03 CombustiveisDocumento56 páginasAula 03 CombustiveisJade Assumpção Santos SignorelliAinda não há avaliações
- Reforma de Hidrocarbonetos A VaporDocumento9 páginasReforma de Hidrocarbonetos A VaporAndré LuisAinda não há avaliações
- PI 014040 Helar SP 0w 30 PTDocumento1 páginaPI 014040 Helar SP 0w 30 PTNelson ConselhoAinda não há avaliações
- 02_CV5_Purificadores_QuimicosDocumento11 páginas02_CV5_Purificadores_QuimicosJorge AlbertoAinda não há avaliações
- Modelo PPT 2018Documento3 páginasModelo PPT 2018Fábio Henrique Lucas da CostaAinda não há avaliações
- ABTCP Encont. Operadores RevisadoDocumento25 páginasABTCP Encont. Operadores RevisadoFábio Henrique Lucas da CostaAinda não há avaliações
- O Objetivo Do Treinamento É Entender de Maneira Simples A Função Do Balão de VaporDocumento1 páginaO Objetivo Do Treinamento É Entender de Maneira Simples A Função Do Balão de VaporFábio Henrique Lucas da CostaAinda não há avaliações
- CERTIFICADO 4 - FABIO HENRIQUE LUCAS DA COSTA - Curso - AluraDocumento1 páginaCERTIFICADO 4 - FABIO HENRIQUE LUCAS DA COSTA - Curso - AluraFábio Henrique Lucas da CostaAinda não há avaliações
- Amarildo VERACEL - Evento Drenagem Da CR 051011 ABTCPDocumento12 páginasAmarildo VERACEL - Evento Drenagem Da CR 051011 ABTCPFábio Henrique Lucas da CostaAinda não há avaliações
- Certificado Curso RH Ágil AluraDocumento1 páginaCertificado Curso RH Ágil AluraFábio Henrique Lucas da CostaAinda não há avaliações
- Kadant - Tecnologia para Ganho de Eficiência Energética No Processo de Fabricação de Celulose - Rev0Documento25 páginasKadant - Tecnologia para Ganho de Eficiência Energética No Processo de Fabricação de Celulose - Rev0Fábio Henrique Lucas da CostaAinda não há avaliações
- Artigo - DesignDocumento15 páginasArtigo - DesignFábio Henrique Lucas da CostaAinda não há avaliações
- Logística e Gestão de Canais de DistribuiçãoDocumento16 páginasLogística e Gestão de Canais de DistribuiçãoFábio Henrique Lucas da CostaAinda não há avaliações
- CERTIFICADO 3 - FABIO HENRIQUE LUCAS DA COSTA - Curso - AluraDocumento1 páginaCERTIFICADO 3 - FABIO HENRIQUE LUCAS DA COSTA - Curso - AluraFábio Henrique Lucas da CostaAinda não há avaliações
- Apostila 6Documento15 páginasApostila 6Fábio Henrique Lucas da CostaAinda não há avaliações
- Propósito, Processo e Pessoa: a fórmula simples para avaliar esforços LeanDocumento5 páginasPropósito, Processo e Pessoa: a fórmula simples para avaliar esforços LeanFábio Henrique Lucas da CostaAinda não há avaliações
- Apost 03Documento18 páginasApost 03Fábio Henrique Lucas da CostaAinda não há avaliações
- ApresentaçãoDocumento1 páginaApresentaçãoFábio Henrique Lucas da CostaAinda não há avaliações
- Logística empresarial: subsistemas e cadeias de suprimentosDocumento29 páginasLogística empresarial: subsistemas e cadeias de suprimentosFábio Henrique Lucas da CostaAinda não há avaliações
- Sistema para classificar e codificar trabalhos sobre controle da produção e qualidadeDocumento19 páginasSistema para classificar e codificar trabalhos sobre controle da produção e qualidadeFábio Henrique Lucas da CostaAinda não há avaliações
- Relatório A3 sobre problemas no abastecimento de aparasDocumento1 páginaRelatório A3 sobre problemas no abastecimento de aparasFábio Henrique Lucas da CostaAinda não há avaliações
- Redução Do Impacto Ambiental Através Das Práticas LeanDocumento7 páginasRedução Do Impacto Ambiental Através Das Práticas LeanFábio Henrique Lucas da CostaAinda não há avaliações
- A3 para Contar Uma EstóriaDocumento9 páginasA3 para Contar Uma EstóriaFábio Henrique Lucas da CostaAinda não há avaliações
- A3 - fLUXO DE iNFORMAÇÕES 2ºCICLODocumento1 páginaA3 - fLUXO DE iNFORMAÇÕES 2ºCICLOFábio Henrique Lucas da CostaAinda não há avaliações
- Revista comemorativa de 10 anos de fundação do Lean Institute BrasilDocumento16 páginasRevista comemorativa de 10 anos de fundação do Lean Institute BrasilFábio Henrique Lucas da CostaAinda não há avaliações
- Egcp-2 Manual 26086c PTDocumento153 páginasEgcp-2 Manual 26086c PTAriadny Coelho100% (5)
- Transferência de calor por conduçãoDocumento26 páginasTransferência de calor por conduçãoanderson reimãoAinda não há avaliações
- Apostila de Futebol Fundamentos TécnicosDocumento9 páginasApostila de Futebol Fundamentos TécnicosFelipe da SilveiraAinda não há avaliações
- Resistência elétrica de condutoresDocumento6 páginasResistência elétrica de condutoresLucas MartinsAinda não há avaliações
- NBR 12644 - Tecnologia Grafica - Determinacao Das Propriedades Reologicas de Veiculos E Tintas PaDocumento11 páginasNBR 12644 - Tecnologia Grafica - Determinacao Das Propriedades Reologicas de Veiculos E Tintas PaFazzi MoreiraAinda não há avaliações
- Manual Do Proprietario Final 4 Do Edificio Residencial Praia Do ForteDocumento50 páginasManual Do Proprietario Final 4 Do Edificio Residencial Praia Do Forteronaldobatista_engAinda não há avaliações
- Cálculo da altura máxima de árvores para produção de armáriosDocumento40 páginasCálculo da altura máxima de árvores para produção de armáriosFlavio SalesAinda não há avaliações
- Gramatica Resumo SimplesDocumento9 páginasGramatica Resumo SimplesSamaraPimentelAinda não há avaliações
- Guia - de - Aprendizagem Paulo Mat 2°bimestreDocumento3 páginasGuia - de - Aprendizagem Paulo Mat 2°bimestrePaulo Cezar FerreiraAinda não há avaliações
- Atividade Avaliativa 8B - PoligonosDocumento4 páginasAtividade Avaliativa 8B - PoligonosThiago Bruno NogueiraAinda não há avaliações
- Processos Industriais FluxogramasDocumento51 páginasProcessos Industriais FluxogramasLeonardo AlencarAinda não há avaliações
- Apostila Matematica - GEOMETRIA ANALÍTICA Circunferencia CassioDocumento30 páginasApostila Matematica - GEOMETRIA ANALÍTICA Circunferencia CassioIgorAinda não há avaliações
- 2-KaVo KlinicDocumento17 páginas2-KaVo Klinicapi-3813869Ainda não há avaliações
- Manual de Operação AGC em Português PDFDocumento20 páginasManual de Operação AGC em Português PDFLuiz Antonio da SilvaAinda não há avaliações
- Ensino de Álgebra Linear com Matrizes e Sistemas LinearesDocumento2 páginasEnsino de Álgebra Linear com Matrizes e Sistemas Linearesvaldeluziojunior100% (1)
- 01.1 5G Development and Evolution-2.1 - UECE - PortuguêsDocumento179 páginas01.1 5G Development and Evolution-2.1 - UECE - PortuguêsESTOQUE BREJO SANTO - CEAinda não há avaliações
- Géis DermatológicosDocumento9 páginasGéis DermatológicosSilvio Cass100% (1)
- Equipamentos Perifericos e ExtrusorasDocumento31 páginasEquipamentos Perifericos e ExtrusorasRodger SenaAinda não há avaliações
- Análise estrutural de barragens gravidadeDocumento16 páginasAnálise estrutural de barragens gravidadeJCS EngenhariaAinda não há avaliações
- Controlador CPWS42 64K 4DO4DI2COM Cel Carga 5BOT V1 PDFDocumento20 páginasControlador CPWS42 64K 4DO4DI2COM Cel Carga 5BOT V1 PDFAway ForeverAinda não há avaliações
- Física Computacional - 1a Lista de ReferênciaDocumento3 páginasFísica Computacional - 1a Lista de ReferênciaMicael FernandesAinda não há avaliações
- Guia de falhas e alarmes do tacógrafo digital BVDRDocumento5 páginasGuia de falhas e alarmes do tacógrafo digital BVDRBruno Martins100% (1)
- Sistemas energéticos integradosDocumento11 páginasSistemas energéticos integradosRicardo FurtadoAinda não há avaliações
- Lista de Álgebra Ensino FundamentalDocumento4 páginasLista de Álgebra Ensino FundamentalMarcos Rene da Silva0% (1)
- TF51-TF51X Rev00 Jul16Documento56 páginasTF51-TF51X Rev00 Jul16Danilo FernandoAinda não há avaliações
- Os Anos Vividos Na FaculdadeDocumento4 páginasOs Anos Vividos Na FaculdadeCelio RibeiroAinda não há avaliações
- Bloqueio de Energias PotenciaisDocumento10 páginasBloqueio de Energias PotenciaisJoão Paulo Siqueira NalonAinda não há avaliações
- Aula Estrutura de Repetição 2Documento36 páginasAula Estrutura de Repetição 2Matheus CruzAinda não há avaliações
- Exercícios de revisão matemáticaDocumento7 páginasExercícios de revisão matemáticaJúlio César MarquesAinda não há avaliações
- Exercícios Do Capítulo 7 (Fogler)Documento22 páginasExercícios Do Capítulo 7 (Fogler)Amanda LimaAinda não há avaliações