Você também pode gostar
- ConformaçãoDocumento49 páginasConformaçãoAlex MouttaAinda não há avaliações
- Aula 02 Processos de Fabricação ConformaçãoDocumento56 páginasAula 02 Processos de Fabricação ConformaçãoReginaldo CamposAinda não há avaliações
- ForjamentoDocumento16 páginasForjamentoJayane GondimAinda não há avaliações
- Apostila - ForjamentoDocumento17 páginasApostila - ForjamentovagnermurasAinda não há avaliações
- Usinabilidade Dos MateriaisDocumento103 páginasUsinabilidade Dos MateriaisbexigaobrotherAinda não há avaliações
- CONFORMAÇÃO - ForJAMENTO - Extrusao e Trefilação - Estampagem (17633)Documento121 páginasCONFORMAÇÃO - ForJAMENTO - Extrusao e Trefilação - Estampagem (17633)Samara PassosAinda não há avaliações
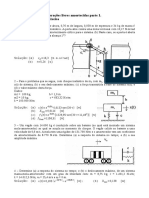
- Lista 2 Tec IDocumento12 páginasLista 2 Tec IFsa FabrícioAinda não há avaliações
- Conformação ForjamentoDocumento47 páginasConformação ForjamentojoseAinda não há avaliações
- Conformação MecânicaDocumento90 páginasConformação MecânicaJoão VictorAinda não há avaliações
- Relatório 2 - TecMec 2Documento9 páginasRelatório 2 - TecMec 2arthurpbdfAinda não há avaliações
- !!!8 - Conformacao ForjamentoDocumento38 páginas!!!8 - Conformacao ForjamentoGERMANO LUCAS ALBERTONAinda não há avaliações
- Forjamento Por PrensagemDocumento20 páginasForjamento Por PrensagemBruno OliveiraAinda não há avaliações
- ForjaDocumento46 páginasForjalewisprotecAinda não há avaliações
- FM 9Documento35 páginasFM 9Schetino 44Ainda não há avaliações
- Controle Do Processo de UsinagemDocumento3 páginasControle Do Processo de UsinagemBruno Frehlich HuppesAinda não há avaliações
- Questionário - Conformação Mecânica - Editado1Documento12 páginasQuestionário - Conformação Mecânica - Editado1vurelo100% (1)
- Artigo - ForjamentoDocumento10 páginasArtigo - ForjamentoCarlos KuhnAinda não há avaliações
- Processos de FabricaçãoDocumento37 páginasProcessos de FabricaçãoEdgar GonzalezAinda não há avaliações
- Processos de Fabricação ConformaçãoDocumento19 páginasProcessos de Fabricação ConformaçãoWashington GonçalvesAinda não há avaliações
- Trefilação e ExtrusãoDocumento6 páginasTrefilação e ExtrusãoJoão EduardoAinda não há avaliações
- PFM Introdução Laminação e ForjamentoDocumento71 páginasPFM Introdução Laminação e ForjamentoRodrigo AndradeAinda não há avaliações
- Disciplina Processos de Conformacao MecaDocumento22 páginasDisciplina Processos de Conformacao MecaDanielle GontijoAinda não há avaliações
- Fabricação de Peças Por Conformação (Guardado Automaticamente)Documento16 páginasFabricação de Peças Por Conformação (Guardado Automaticamente)Djisas Sniper djisasAinda não há avaliações
- Estudo Dos MateriaisDocumento39 páginasEstudo Dos MateriaisReginaldo AlvesAinda não há avaliações
- Tec Mec Conformação MecanicaDocumento19 páginasTec Mec Conformação MecanicaPaulo Sergio FaleirosAinda não há avaliações
- A Importância Do Tratamento Térmico para o Bom Desempenho de Peças ForjadasDocumento8 páginasA Importância Do Tratamento Térmico para o Bom Desempenho de Peças ForjadasBruna CallegariAinda não há avaliações
- Seminário III - ApresentaçãoDocumento22 páginasSeminário III - ApresentaçãoBreno Rossatto RochaAinda não há avaliações
- LaminaçãoDocumento52 páginasLaminaçãoAntonio Ederson Pereira QueirozAinda não há avaliações
- Conformação Mecânica - Aula 06 - LaminaçãoDocumento57 páginasConformação Mecânica - Aula 06 - LaminaçãoFábio L. Knewitz100% (1)
- 1 Introd. Proc. de FabricaçãoDocumento23 páginas1 Introd. Proc. de Fabricaçãolauraduartsantos28Ainda não há avaliações
- Cap.9 - Usinabilidade Dos MateriaisDocumento87 páginasCap.9 - Usinabilidade Dos MateriaisanibalilhoAinda não há avaliações
- Conformação MecânicaDocumento39 páginasConformação MecânicaRenato César Andrade100% (2)
- 2 Atividade - PCMDocumento6 páginas2 Atividade - PCMVinicius de Albuquerque MalheirosAinda não há avaliações
- ConformaçãoDocumento6 páginasConformaçãoRenato GarciaAinda não há avaliações
- 12 - Processo de Conformação de Metais-1Documento52 páginas12 - Processo de Conformação de Metais-1luizmario15Ainda não há avaliações
- Aula 5 - Turma 1Documento44 páginasAula 5 - Turma 1Non MelloAinda não há avaliações
- ForjamentoDocumento16 páginasForjamentoMartinsaikiAinda não há avaliações
- Extrusão - Apostila PDFDocumento11 páginasExtrusão - Apostila PDFCleverton LopesAinda não há avaliações
- ForjamentoDocumento58 páginasForjamentotassioAinda não há avaliações
- Laminacao ResumoDocumento4 páginasLaminacao ResumoCleber de JesusAinda não há avaliações
- Processos de Conformação Forjament0Documento10 páginasProcessos de Conformação Forjament0Artur RochaAinda não há avaliações
- Aula 06 - ForjamentoDocumento101 páginasAula 06 - ForjamentoPaulo Schmitz JuniorAinda não há avaliações
- 06 - Processos de Conformação MecânicaDocumento33 páginas06 - Processos de Conformação MecânicaLucas IsaiasAinda não há avaliações
- 4prática - ForjamentoDocumento6 páginas4prática - ForjamentoWalter Gabriel de Abreu JúniorAinda não há avaliações
- Extrusão - ApostilaDocumento11 páginasExtrusão - ApostilaDanielBianzenoAinda não há avaliações
- Aula 16 - Processamento Termico Ligas MetalicasDocumento34 páginasAula 16 - Processamento Termico Ligas MetalicasAnonymous MxXTvAXAinda não há avaliações
- ForjamentoDocumento61 páginasForjamentoWilliam CastroAinda não há avaliações
- Aula 6 (Extrusão)Documento37 páginasAula 6 (Extrusão)TalwaniAinda não há avaliações
- Tecnologia Mecânica - Extrusão - Grupo 4 - ETEC "Aristóteles Ferreira" 2018Documento31 páginasTecnologia Mecânica - Extrusão - Grupo 4 - ETEC "Aristóteles Ferreira" 2018Arthur Melo LyraAinda não há avaliações
- Tratamentos Térmicos e TermoquímicosDocumento118 páginasTratamentos Térmicos e TermoquímicosMarceloRosaAinda não há avaliações
- Processos de Fabricação de EngrenagensDocumento9 páginasProcessos de Fabricação de EngrenagensAndré ZuchettoAinda não há avaliações
- TCN 2.1Documento55 páginasTCN 2.1pedrofonsecasantos86Ainda não há avaliações
- Corte IndustrialDocumento22 páginasCorte IndustrialBio HueAinda não há avaliações
- UsinabilidadeDocumento14 páginasUsinabilidadevictorAinda não há avaliações
- Capitulo 5Documento76 páginasCapitulo 5Jucimar OliveiraAinda não há avaliações
- Laminação A QuenteDocumento7 páginasLaminação A QuenteAlexsandro AndradeAinda não há avaliações
- Processo de Fabricação - FORJAMENTO E ESTAMPAGEMDocumento100 páginasProcesso de Fabricação - FORJAMENTO E ESTAMPAGEMDiego_18ESAinda não há avaliações
- Processos de decapagem, laminação a frio e recozimento de produtos planos de açoNo EverandProcessos de decapagem, laminação a frio e recozimento de produtos planos de açoAinda não há avaliações
- Laboratório de Metrologia Dimensional Pertencente À Rede Brasileira de CalibraçãoDocumento1 páginaLaboratório de Metrologia Dimensional Pertencente À Rede Brasileira de CalibraçãoLincoln Luiz CorrêaAinda não há avaliações
- 1759 16Documento2 páginas1759 16Lincoln Luiz CorrêaAinda não há avaliações
- Licoesqueavidaensina PDFDocumento21 páginasLicoesqueavidaensina PDFLincoln Luiz CorrêaAinda não há avaliações
- Laboratório de Metrologia Dimensional Pertencente À Rede Brasileira de CalibraçãoDocumento1 páginaLaboratório de Metrologia Dimensional Pertencente À Rede Brasileira de CalibraçãoLincoln Luiz CorrêaAinda não há avaliações
- 1759 16Documento2 páginas1759 16Lincoln Luiz CorrêaAinda não há avaliações
- 1772 16Documento1 página1772 16Lincoln Luiz CorrêaAinda não há avaliações
- 1772 16Documento1 página1772 16Lincoln Luiz CorrêaAinda não há avaliações
- 1712 16Documento2 páginas1712 16Lincoln Luiz CorrêaAinda não há avaliações
- Manutenção FerroDocumento208 páginasManutenção FerroyasaffAinda não há avaliações
- 1772 16Documento1 página1772 16Lincoln Luiz CorrêaAinda não há avaliações
- Laboratório de Metrologia Dimensional Pertencente À Rede Brasileira de CalibraçãoDocumento1 páginaLaboratório de Metrologia Dimensional Pertencente À Rede Brasileira de CalibraçãoLincoln Luiz CorrêaAinda não há avaliações
- Laboratório de Metrologia Dimensional Pertencente À Rede Brasileira de CalibraçãoDocumento1 páginaLaboratório de Metrologia Dimensional Pertencente À Rede Brasileira de CalibraçãoLincoln Luiz CorrêaAinda não há avaliações
- 1772 16Documento1 página1772 16Lincoln Luiz CorrêaAinda não há avaliações
- Laboratório de Metrologia Dimensional Pertencente À Rede Brasileira de CalibraçãoDocumento1 páginaLaboratório de Metrologia Dimensional Pertencente À Rede Brasileira de CalibraçãoLincoln Luiz CorrêaAinda não há avaliações
- Laboratório de Metrologia Dimensional Pertencente À Rede Brasileira de CalibraçãoDocumento1 páginaLaboratório de Metrologia Dimensional Pertencente À Rede Brasileira de CalibraçãoLincoln Luiz CorrêaAinda não há avaliações
- FmecaDocumento19 páginasFmecaEverton MonteiroAinda não há avaliações
- DashDocumento3 páginasDashLincoln Luiz CorrêaAinda não há avaliações
- Material TLDocumento20 páginasMaterial TLLincoln Luiz CorrêaAinda não há avaliações
- TCC Análise de Vibrações em Rolamentos Pico A Pico X EnvelopeDocumento25 páginasTCC Análise de Vibrações em Rolamentos Pico A Pico X EnvelopeFabinho GarciaAinda não há avaliações
- Apostila Sobre Cames PDFDocumento32 páginasApostila Sobre Cames PDFLuis Fernando ColleAinda não há avaliações
- Quipamentos Utilizados Nas Empresas de Beneficiamento de Mármore e GranitoDocumento7 páginasQuipamentos Utilizados Nas Empresas de Beneficiamento de Mármore e GranitoPedro MendesAinda não há avaliações
- Lista 04Documento1 páginaLista 04Lincoln Luiz CorrêaAinda não há avaliações
- Contrato Adesao ImobiliarioDocumento36 páginasContrato Adesao ImobiliarioLincoln Luiz CorrêaAinda não há avaliações
- Lista 02Documento2 páginasLista 02Lincoln Luiz CorrêaAinda não há avaliações
- Lista 05Documento2 páginasLista 05Lincoln Luiz CorrêaAinda não há avaliações
- Lista 07Documento1 páginaLista 07Lincoln Luiz CorrêaAinda não há avaliações
- Exercicios 3 PDFDocumento1 páginaExercicios 3 PDFLincoln Luiz CorrêaAinda não há avaliações
- Lista 06Documento2 páginasLista 06Lincoln Luiz CorrêaAinda não há avaliações
- Respostas 02Documento2 páginasRespostas 02Lincoln Luiz CorrêaAinda não há avaliações
- Pesquisa de MarketingDocumento26 páginasPesquisa de MarketingFabiola ZdepskiAinda não há avaliações
- Clima Desértico e Tropical SecoDocumento19 páginasClima Desértico e Tropical SecoLuís Miguel CardosoAinda não há avaliações
- Viveiros Ijui Catalogo 2022 02Documento58 páginasViveiros Ijui Catalogo 2022 02daniel nogaraAinda não há avaliações
- Edital Moreno 2024Documento13 páginasEdital Moreno 2024Alexandre MedeirosAinda não há avaliações
- Leucemia Mielóide AgudaDocumento53 páginasLeucemia Mielóide Agudas_rubens7627100% (1)
- Entradas de Notas Mes 07Documento22 páginasEntradas de Notas Mes 07Gabriel NobreAinda não há avaliações
- Conhecimento 002Documento26 páginasConhecimento 002alexandrescherer76Ainda não há avaliações
- Livro - Fundamentos de Marketing 2014 PDFDocumento192 páginasLivro - Fundamentos de Marketing 2014 PDFMelanieAinda não há avaliações
- Aula 03 - PEP I - Anexos - R00Documento4 páginasAula 03 - PEP I - Anexos - R00Wallace FariasAinda não há avaliações
- Um Elo Entre o Omolokô, A Política e o Samba, Tata Ti Inkice... - Diego UchoaDocumento18 páginasUm Elo Entre o Omolokô, A Política e o Samba, Tata Ti Inkice... - Diego UchoaDiego Uchoa de AmorimAinda não há avaliações
- Edital Nº 17 - 2023 - DSI - PROEN-IFAL, de 30 - 03 - 2023Documento12 páginasEdital Nº 17 - 2023 - DSI - PROEN-IFAL, de 30 - 03 - 2023Jonas MitomariAinda não há avaliações
- 3.2 - Natureza - Sociedade e CulturaDocumento7 páginas3.2 - Natureza - Sociedade e CulturaMargarida QuintelaAinda não há avaliações
- Facilita Premium PP 436Documento26 páginasFacilita Premium PP 436FabianaAinda não há avaliações
- Cartilha - Melipona Bicolor Schenki GribodoDocumento3 páginasCartilha - Melipona Bicolor Schenki Gribodotorres_6283658Ainda não há avaliações
- Aprensentação Portorrol 2023Documento14 páginasAprensentação Portorrol 2023tratormaq pecasAinda não há avaliações
- Apostila PDFDocumento193 páginasApostila PDFIzabela MariaAinda não há avaliações
- O Ego e Seus Mecanismos de DefesaDocumento6 páginasO Ego e Seus Mecanismos de DefesaガキアナAinda não há avaliações
- NP2 PCP SilviaDocumento4 páginasNP2 PCP Silviaisabella scalabrinAinda não há avaliações
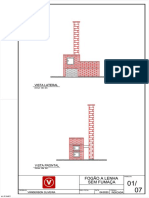
- Fogao A Lenha Sem Fumaça-1-7Documento7 páginasFogao A Lenha Sem Fumaça-1-7Felipe SantiagoAinda não há avaliações
- Ligacoes em Estruturas Metalicas Unidade IVDocumento26 páginasLigacoes em Estruturas Metalicas Unidade IVPaulo Paulinho Paulão SousaAinda não há avaliações
- Cálculo Do Comprimento Do Arco Por IntegralDocumento4 páginasCálculo Do Comprimento Do Arco Por IntegralAnderson DouglasAinda não há avaliações
- Treinamento Operador de Betoneira - CompressDocumento14 páginasTreinamento Operador de Betoneira - CompressIgor FariasAinda não há avaliações
- Alfabeto Grego ModernoDocumento3 páginasAlfabeto Grego ModernoJorge LuisAinda não há avaliações
- Correção Da FichaDocumento1 páginaCorreção Da FichaarmindamotaAinda não há avaliações
- Chartier - Desafios Da Escrita - ResenhaDocumento3 páginasChartier - Desafios Da Escrita - ResenhaPedro GadelhaAinda não há avaliações
- Atividade de Mediatriz e BissetrizDocumento3 páginasAtividade de Mediatriz e BissetrizAniria AbreuAinda não há avaliações
- Matriz de Qualificação Live 5Documento13 páginasMatriz de Qualificação Live 5Carlos SantosAinda não há avaliações
- Comparativo Da Matriz de Energia Elétrica - Brasil-usa-china-AlemanhaDocumento2 páginasComparativo Da Matriz de Energia Elétrica - Brasil-usa-china-AlemanhaAlexandre DuarteAinda não há avaliações
- Livros Paradidáticos-2024Documento5 páginasLivros Paradidáticos-2024Alice SilvaAinda não há avaliações
- BCNews 14 DezjanDocumento32 páginasBCNews 14 DezjanAhnjonatasAinda não há avaliações