Você também pode gostar
- Manual 0626 - Posto de TrabalhoDocumento19 páginasManual 0626 - Posto de TrabalhoformacaosegiAinda não há avaliações
- Danilo HSTDocumento14 páginasDanilo HSTWilliams Ussene WBAinda não há avaliações
- Projeto FinalDocumento37 páginasProjeto FinalNayara CruzAinda não há avaliações
- Relatório Final - 02.06.2022Documento24 páginasRelatório Final - 02.06.2022Paulo LassanceAinda não há avaliações
- AET FundiçãoDocumento35 páginasAET FundiçãoWagner FreitasAinda não há avaliações
- 8 Ambiente, Segurança, Higiene e Saúde No Trabalho - Conceitos BásicosDocumento56 páginas8 Ambiente, Segurança, Higiene e Saúde No Trabalho - Conceitos BásicosHélio MachadoAinda não há avaliações
- Ergonomia Do Trabalho 4Documento47 páginasErgonomia Do Trabalho 4Fabrício Ferreira da SilvaAinda não há avaliações
- Seguranca Do TrabalhoDocumento8 páginasSeguranca Do TrabalhoWaldércio RosaAinda não há avaliações
- Pap HSSTDocumento78 páginasPap HSSTxanacosta1393920Ainda não há avaliações
- Introducao A Ergonomia Vidal CESERGDocumento35 páginasIntroducao A Ergonomia Vidal CESERGGabriel TotiAinda não há avaliações
- TCC1 - Relatório Final - Paulo LassanceDocumento30 páginasTCC1 - Relatório Final - Paulo LassancePaulo LassanceAinda não há avaliações
- Lavagem AutomotivaDocumento52 páginasLavagem AutomotivaLeonardo MouraAinda não há avaliações
- Análise Ergonomica Do Trabalho - Oficina BajaDocumento21 páginasAnálise Ergonomica Do Trabalho - Oficina BajaLucas WohlAinda não há avaliações
- HST Work 22.03.2024Documento7 páginasHST Work 22.03.2024Paulo WamanoAinda não há avaliações
- Lournco Sande EHSTDocumento14 páginasLournco Sande EHSTBaptista ManuelAinda não há avaliações
- Lorena - Lino - Dos - Santos - Atividade 2..Documento20 páginasLorena - Lino - Dos - Santos - Atividade 2..mariaizabel09167Ainda não há avaliações
- Ergonomia e A Engenharia de ProduçãoDocumento1 páginaErgonomia e A Engenharia de ProduçãoIasmim santosAinda não há avaliações
- Pcmat Brasil Mineracao PDFDocumento56 páginasPcmat Brasil Mineracao PDFfabio100% (1)
- Gerenciamento de Riscos Fisicos em Ambiente FabrilDocumento17 páginasGerenciamento de Riscos Fisicos em Ambiente FabrilIngrid JackelineAinda não há avaliações
- SumárioDocumento14 páginasSumárioelsonAinda não há avaliações
- Unidades de BritagemDocumento194 páginasUnidades de BritagemMalange LourencoAinda não há avaliações
- PPRA - Gesseiro Elohim OkDocumento12 páginasPPRA - Gesseiro Elohim OkGivaldo NogueiraAinda não há avaliações
- Programas de Ergonomia Nas IndústriasDocumento10 páginasProgramas de Ergonomia Nas IndústriasCid batistaAinda não há avaliações
- Trabalho Gestão Integrada Do AmbienteDocumento10 páginasTrabalho Gestão Integrada Do AmbienteDakson F. LealAinda não há avaliações
- 186 Imp 1eDocumento52 páginas186 Imp 1eEspedito DiasAinda não há avaliações
- Monografia Renato Luiz Salomon MonteiroDocumento48 páginasMonografia Renato Luiz Salomon MonteiroRafael luis ResendeAinda não há avaliações
- Monografia - Alexei Barban Do PatrocínioDocumento100 páginasMonografia - Alexei Barban Do PatrocínioLuiz OliveiraAinda não há avaliações
- ErgonomiaDocumento55 páginasErgonomiaAmanda AlvesAinda não há avaliações
- Vinícius Leme de Araújo Projeto de Pesquisa Etapa 1Documento9 páginasVinícius Leme de Araújo Projeto de Pesquisa Etapa 1Simoni siqueiraAinda não há avaliações
- 008 - ErgonomiaDocumento20 páginas008 - Ergonomiamarcoslinhares7Ainda não há avaliações
- Manual Da Ação UFCD 3837 - Ambiente, Segurança, Higiene e Saúde No TrabalhoDocumento92 páginasManual Da Ação UFCD 3837 - Ambiente, Segurança, Higiene e Saúde No TrabalhoCristiana Carvalho100% (1)
- NR 01 - Modelo de Gestao de SSTDocumento88 páginasNR 01 - Modelo de Gestao de SSTCPSSTAinda não há avaliações
- Ergonomia e Segurança Do Trabalho - MOD1 - UA2Documento23 páginasErgonomia e Segurança Do Trabalho - MOD1 - UA2Marthan Faustino DuarteAinda não há avaliações
- Tecnologia Dos Materiais 1Documento124 páginasTecnologia Dos Materiais 1Sérgio MachadoAinda não há avaliações
- HST CompletoDocumento21 páginasHST CompletoBeatriz AlbuquerqueAinda não há avaliações
- Trabalho de HST - AssaneDocumento10 páginasTrabalho de HST - AssaneEdson Domingos ThongeAinda não há avaliações
- Manual ErgonomiaDocumento52 páginasManual ErgonomiaÓscar CarvalhoAinda não há avaliações
- PGR - 2020Documento31 páginasPGR - 2020André Felipe85% (13)
- 11 - Nocoes de Higiene Do TrabalhoDocumento34 páginas11 - Nocoes de Higiene Do TrabalhoMarco TadeuAinda não há avaliações
- Higiene e Segurança No TrabalhoDocumento10 páginasHigiene e Segurança No TrabalhoElderFloidGuilimaAinda não há avaliações
- Noções De Ergonomia: Conceitos Básicos, Legislação Aplicada, Ler/dort E Manuais TécnicosNo EverandNoções De Ergonomia: Conceitos Básicos, Legislação Aplicada, Ler/dort E Manuais TécnicosAinda não há avaliações
- Trabalho de HST PDFDocumento15 páginasTrabalho de HST PDFWeslley Barros BispoAinda não há avaliações
- FREIOS AutomotivosDocumento122 páginasFREIOS AutomotivosRonaldo SchroederAinda não há avaliações
- Lurdes HSTDocumento15 páginasLurdes HSTNhaueleque JúniorAinda não há avaliações
- Apr Dayneo Vinícola AttDocumento20 páginasApr Dayneo Vinícola AttCristiano AndradeAinda não há avaliações
- 1786.apresentacaoDocumento39 páginas1786.apresentacaoJu SilvaAinda não há avaliações
- Avaliação Dos Riscos e Das Condições de Operação Segura em Máquinas e Equipamentos de Uma Fábrica de Calçados Instaladas em Campina Grande - PBDocumento63 páginasAvaliação Dos Riscos e Das Condições de Operação Segura em Máquinas e Equipamentos de Uma Fábrica de Calçados Instaladas em Campina Grande - PBJailson Nóbrega100% (1)
- MetalurgiaDocumento39 páginasMetalurgiaClaudio SilvaAinda não há avaliações
- Ergonomia SegurançaDocumento34 páginasErgonomia Segurançamaria dapenha conceiçãoAinda não há avaliações
- TCC PROJETO APLICADO SEGURANÇA DO TRABALHO (Engenharia)Documento21 páginasTCC PROJETO APLICADO SEGURANÇA DO TRABALHO (Engenharia)lucio henriqueAinda não há avaliações
- Seguranca e Saude Do Trabalho Na IndustrDocumento436 páginasSeguranca e Saude Do Trabalho Na IndustrWillians Frutuoso100% (1)
- Campos, Vicente Falconi TQCDocumento104 páginasCampos, Vicente Falconi TQCKleyton Garcia de FariasAinda não há avaliações
- Faculdade Única Filipe Figueiredo MacielDocumento35 páginasFaculdade Única Filipe Figueiredo MacielFilipe Figueiredo MacielAinda não há avaliações
- TCC MatheusDocumento26 páginasTCC MatheusHewerton AgraAinda não há avaliações
- Ergonomia No Posto de TrabalhoDocumento7 páginasErgonomia No Posto de TrabalhokaascaAinda não há avaliações
- Laudo Ergonômico do Trabalho, Mapeamento dos RiscosNo EverandLaudo Ergonômico do Trabalho, Mapeamento dos RiscosAinda não há avaliações
- Engenharia Civil: Concepção, Teoria E PráticaNo EverandEngenharia Civil: Concepção, Teoria E PráticaAinda não há avaliações
- Trabalho Modelagem de Processos Cncdo - v0Documento7 páginasTrabalho Modelagem de Processos Cncdo - v0openid_yPRSPIoqAinda não há avaliações
- TRABALHO LOGÍSTICA - VfinalDocumento19 páginasTRABALHO LOGÍSTICA - Vfinalopenid_yPRSPIoqAinda não há avaliações
- TRABALHO DE PLANEJAMENTO DE INSTALAÇÕES v30052007Documento23 páginasTRABALHO DE PLANEJAMENTO DE INSTALAÇÕES v30052007openid_yPRSPIoqAinda não há avaliações
- TR630471 0250 RPDocumento8 páginasTR630471 0250 RPopenid_yPRSPIoqAinda não há avaliações
- TR570427 9281Documento9 páginasTR570427 9281openid_yPRSPIoqAinda não há avaliações
- TN Sto 075 534 12288Documento6 páginasTN Sto 075 534 12288openid_yPRSPIoqAinda não há avaliações
- Códigos AnimaisDocumento2 páginasCódigos AnimaisCláudia RodriguesAinda não há avaliações
- LIBRAS Introdução A Libras - 1 AulaDocumento14 páginasLIBRAS Introdução A Libras - 1 Aulaglaysse kellyAinda não há avaliações
- Práticas de Intervenção Fonoaudiológica Nas Dislexias Janeiro 2020Documento155 páginasPráticas de Intervenção Fonoaudiológica Nas Dislexias Janeiro 2020Andreia CardosoAinda não há avaliações
- Pca - Serraria Madeira Real Ltda - Maio 2023Documento57 páginasPca - Serraria Madeira Real Ltda - Maio 2023Daiane Gamarano DaianeAinda não há avaliações
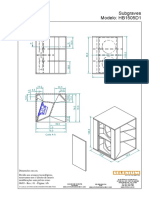
- HB1505D1 PDFDocumento14 páginasHB1505D1 PDFEduin Quintero RamirezAinda não há avaliações
- Temas de DSSMA Dezembro 2017Documento39 páginasTemas de DSSMA Dezembro 2017jairo cardoso camposAinda não há avaliações
- Currículo Montessori para As Classes de Idades Mistas de 3, 4 e 5 Anos (Agrupada II) - Aldeia MontessoriDocumento10 páginasCurrículo Montessori para As Classes de Idades Mistas de 3, 4 e 5 Anos (Agrupada II) - Aldeia MontessoriJéssica SallesAinda não há avaliações
- Doença de MénièreDocumento48 páginasDoença de MénièreMaria Luiza Santana RobsonAinda não há avaliações
- Cartilha-Musical-2 e 3 Anos PDFDocumento14 páginasCartilha-Musical-2 e 3 Anos PDFCamila Kauzner BentivoglioAinda não há avaliações
- TCC Hajla Shanti Curso Livre em AyurvedaDocumento84 páginasTCC Hajla Shanti Curso Livre em AyurvedaYoga com SabrinaAinda não há avaliações
- Psicologia E A Pessoa Com Deficiência: Vania Aparecida Marques LeiteDocumento28 páginasPsicologia E A Pessoa Com Deficiência: Vania Aparecida Marques LeiteFabio BritoAinda não há avaliações
- Plano de Ensino - Acústica - 2018-1Documento3 páginasPlano de Ensino - Acústica - 2018-1Marlipe GarciaAinda não há avaliações
- 09 - Propedêutica Otorrinolaringológica PDFDocumento11 páginas09 - Propedêutica Otorrinolaringológica PDFrodrigordsaAinda não há avaliações
- Relatório Dosímetro de Ruído - DOS - 1000 - Dos1000 - 03 - 01144Documento16 páginasRelatório Dosímetro de Ruído - DOS - 1000 - Dos1000 - 03 - 01144Parentoni EngenhariaAinda não há avaliações
- 3º Ano - CiênciasDocumento63 páginas3º Ano - CiênciasDayse Stefani Tiago LimaAinda não há avaliações
- Portfólio 1 PABLO MARCOS VIEIRA LEITE RA 8031033 PDFDocumento6 páginasPortfólio 1 PABLO MARCOS VIEIRA LEITE RA 8031033 PDFPablo Leite PerfilAinda não há avaliações
- Projeto Eletiva Musicante 2019Documento3 páginasProjeto Eletiva Musicante 2019Gonçalo Pires dos Santos100% (1)
- Manual Interacoustics AD629Documento70 páginasManual Interacoustics AD629Valdir Engenharia Clínica100% (1)
- Higiene Do Trabalho - Ruído REV1Documento57 páginasHigiene Do Trabalho - Ruído REV1Gabriel Azzi100% (1)
- 6-Grupo - NEE ( - Alunos Com Deficiencia Auditivas)Documento13 páginas6-Grupo - NEE ( - Alunos Com Deficiencia Auditivas)Zünëÿdÿ Jülïäö Dös MüchängäAinda não há avaliações
- Atualização de Status - Tim EtchellsDocumento21 páginasAtualização de Status - Tim EtchellsLuan ViníciusAinda não há avaliações
- Estudo Dirigido - Gabarito - Vias Sensoriais e Vias MotorasDocumento4 páginasEstudo Dirigido - Gabarito - Vias Sensoriais e Vias MotorasElyAinda não há avaliações
- Reflexos AcústicosDocumento3 páginasReflexos AcústicosJunior FernandesAinda não há avaliações
- Web Aula Sobre MESAS DE SOMDocumento60 páginasWeb Aula Sobre MESAS DE SOMCauê Del GrandeAinda não há avaliações
- Audição e Equilibrio - Atividade 13Documento9 páginasAudição e Equilibrio - Atividade 13Lusianny ChavesAinda não há avaliações
- Quesitos Perícia Trabalhista Insalubridade RuídoDocumento16 páginasQuesitos Perícia Trabalhista Insalubridade RuídoCamilla CostaAinda não há avaliações
- Proteção AuditivaDocumento2 páginasProteção Auditivatec.segheatlarissaAinda não há avaliações
- 15 - Lavagem AuricularDocumento9 páginas15 - Lavagem AuricularAguimail Filgueiras RosaAinda não há avaliações
- Saber Eletrônica Nº 82Documento83 páginasSaber Eletrônica Nº 82g30.miranda100% (3)
- Elson Do PradoDocumento4 páginasElson Do PradoLizanda Soares Garcia0% (1)