Você também pode gostar
- Curso de Operador de InjetoraDocumento330 páginasCurso de Operador de InjetoraValdinei Antonio Lao67% (3)
- Gabaritos FGV Cursos OnlineDocumento4 páginasGabaritos FGV Cursos OnlinePamela Lima100% (7)
- Gabaritos FGV Cursos OnlineDocumento4 páginasGabaritos FGV Cursos OnlinePamela Lima100% (7)
- Gabaritos FGV Cursos OnlineDocumento4 páginasGabaritos FGV Cursos OnlinePamela Lima100% (7)
- Processamento de Termoplásticos - LivroDocumento429 páginasProcessamento de Termoplásticos - LivroFrancisco Lima50% (2)
- It 02 - f.r13 Operacao de ExtrusoraDocumento20 páginasIt 02 - f.r13 Operacao de ExtrusoraRogerioSagawaSan75% (4)
- Apostila Treinamento Corte e SoldaDocumento37 páginasApostila Treinamento Corte e SoldaAlexandre Fonseca75% (4)
- Ficha Técnica - Processo InjeçãoDocumento7 páginasFicha Técnica - Processo InjeçãoWilliam Lourenço100% (1)
- Calculo para Processo de InjeçãoDocumento17 páginasCalculo para Processo de InjeçãoElemento Andeon100% (1)
- Tecnologia Dos Plásticos 2011Documento60 páginasTecnologia Dos Plásticos 2011geovanisilva100% (1)
- Celta 2014Documento4 páginasCelta 2014Dexter Furia80% (5)
- Formulas de Calculo para Linhas de Filme TubularDocumento2 páginasFormulas de Calculo para Linhas de Filme TubularLeandro Vidoti89% (9)
- Extrusao de Filmes Vol2Documento4 páginasExtrusao de Filmes Vol2Carlos Eduardo De Paula100% (1)
- Problemas Durante o Processo de ExtrusãoDocumento33 páginasProblemas Durante o Processo de ExtrusãoEdson FrancisquettiAinda não há avaliações
- Livro Verde PokerDocumento14 páginasLivro Verde PokerahnertAinda não há avaliações
- Livro Introdução À Moldagem Por SoproDocumento275 páginasLivro Introdução À Moldagem Por SoproDiego Pires75% (4)
- Extrusao de FilmeDocumento6 páginasExtrusao de FilmeAnonymous 9BCHn5EX100% (1)
- Manual de ExtrusaoDocumento36 páginasManual de Extrusaomai_vw91% (11)
- Qualidade Na Reciclagem de PlásticosDocumento23 páginasQualidade Na Reciclagem de Plásticosapi-3704111Ainda não há avaliações
- Aula 3 - Gramatura e EspessuraDocumento4 páginasAula 3 - Gramatura e Espessuravonrandow100% (1)
- Manual BOPP PoloDocumento29 páginasManual BOPP PoloFrancis Dias100% (10)
- Operador de Extrusora InjetoraDocumento330 páginasOperador de Extrusora Injetoraleonel leonel leonel100% (1)
- Manual Extrusão de PeDocumento39 páginasManual Extrusão de Peartur FerreiraAinda não há avaliações
- Curso de Sopro - CotucaDocumento52 páginasCurso de Sopro - CotucaPaulo Sabino100% (5)
- Apostila Policia ComunitariaDocumento83 páginasApostila Policia ComunitariaIvan Aquino50% (2)
- SIEMENS - Manual Micromaster 440Documento150 páginasSIEMENS - Manual Micromaster 440jomka4100% (3)
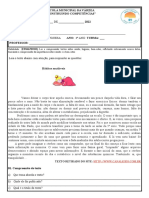
- Atividade Quinta - 28 4º AnoDocumento2 páginasAtividade Quinta - 28 4º AnoMarta Romao Batista100% (1)
- Portfolio Eletrica SennacamposDocumento8 páginasPortfolio Eletrica SennacamposMarciel UnepróAinda não há avaliações
- AV1 Geologia para Engenharia Estácio EADDocumento3 páginasAV1 Geologia para Engenharia Estácio EADRenatoAinda não há avaliações
- Pi Extrusora de PlasticosDocumento27 páginasPi Extrusora de PlasticosJéssica Gustavo100% (2)
- Regulador de Extrusoras para Filmes Plástic0001 PDFDocumento188 páginasRegulador de Extrusoras para Filmes Plástic0001 PDFmauroazevedo1779Ainda não há avaliações
- Processo de Moldagem Por SoproDocumento42 páginasProcesso de Moldagem Por SoproIane Melo100% (1)
- Apostila de TreinamentoDocumento91 páginasApostila de TreinamentoHelder silva100% (1)
- Solução de Problemas No Processo de Sopro Por ExtrusãoDocumento15 páginasSolução de Problemas No Processo de Sopro Por ExtrusãoJ_Sobreira32Ainda não há avaliações
- Book de Defeitos em Moldes e Injeção PlasticosDocumento6 páginasBook de Defeitos em Moldes e Injeção Plasticoswaldir maiaAinda não há avaliações
- Processo de ExtrusãoDocumento45 páginasProcesso de ExtrusãoDiniz kapitangoAinda não há avaliações
- Manual de ExtrusaoDocumento57 páginasManual de ExtrusaoFenix AutomaçãoAinda não há avaliações
- Cap 3 Máquina Extrusora 2007 PDFDocumento14 páginasCap 3 Máquina Extrusora 2007 PDFRicardo RicoAinda não há avaliações
- Entendendo A Extrusão de PolímerosDocumento84 páginasEntendendo A Extrusão de PolímerosAndré NevesAinda não há avaliações
- Componentes (Extrusão)Documento40 páginasComponentes (Extrusão)Breno Soares100% (2)
- 033 Tecnologia Da Borracha Modulo 3 Processos de Transformacao Isabela Pedrinha Ipg PDFDocumento54 páginas033 Tecnologia Da Borracha Modulo 3 Processos de Transformacao Isabela Pedrinha Ipg PDFFabiano de Freitas100% (4)
- Pet A Injecao Das Pre FormasDocumento26 páginasPet A Injecao Das Pre FormasAlex Jonnes100% (1)
- Resolva Problemas de Processo em Injeção Plástica CompletoDocumento32 páginasResolva Problemas de Processo em Injeção Plástica CompletoPaulo Christiano100% (2)
- Livro Bekum, Capitulo 01Documento29 páginasLivro Bekum, Capitulo 01Aderval MelloAinda não há avaliações
- Tratamento Corona PDFDocumento63 páginasTratamento Corona PDFRita Lopes100% (4)
- ExtrusaoDocumento28 páginasExtrusaoRenato Elias MarquesAinda não há avaliações
- Processo de Extrusao de PlasticoDocumento9 páginasProcesso de Extrusao de Plasticosfleandro_67Ainda não há avaliações
- Aula SoproDocumento62 páginasAula SoproplcostaAinda não há avaliações
- Curso Injecao de PlasticoDocumento17 páginasCurso Injecao de PlasticoAlisson Aguiar100% (2)
- O Processo Básico de Filmes Tubulares Por Sopro Está IlustradoDocumento27 páginasO Processo Básico de Filmes Tubulares Por Sopro Está Ilustradocharles crispimAinda não há avaliações
- Treinamento Reciclagem InjetorasDocumento96 páginasTreinamento Reciclagem InjetorasVictor Ortiz100% (1)
- Aula 6 - ExtrusãoDocumento75 páginasAula 6 - ExtrusãoHenry MorenoAinda não há avaliações
- ExtrusaoDocumento16 páginasExtrusaojhonnyzaz100% (1)
- Curso de PlasticoDocumento131 páginasCurso de PlasticoAndres Ataucusi Vargas100% (3)
- Curso de PlasticoDocumento131 páginasCurso de Plasticothiago_tonusAinda não há avaliações
- Tratamento Corona PDFDocumento63 páginasTratamento Corona PDFValéria PiresAinda não há avaliações
- Aditivação de PolímerosDocumento80 páginasAditivação de PolímerosHigo Moreira100% (2)
- Aula 08 - Injeção e Extrusão Sopro PDFDocumento42 páginasAula 08 - Injeção e Extrusão Sopro PDFLizienny Peixoto100% (1)
- Processamento de PolímerosDocumento47 páginasProcessamento de PolímerosDiego DornelasAinda não há avaliações
- 5a - Ficha TryoutDocumento2 páginas5a - Ficha TryoutAldo LimaAinda não há avaliações
- MOLDAGEM POR SOPRO. Carlos Henrique Scuracchio. UFSCar São Carlos - Setembro de 2015Documento105 páginasMOLDAGEM POR SOPRO. Carlos Henrique Scuracchio. UFSCar São Carlos - Setembro de 2015charles crispim100% (1)
- Exercício 12 Processos de Produção e Transformação de Plásticos - NoturnoDocumento4 páginasExercício 12 Processos de Produção e Transformação de Plásticos - NoturnoBruno MarceloAinda não há avaliações
- Plástico 2 (Recuperação Automática)Documento16 páginasPlástico 2 (Recuperação Automática)Larisse SalvadorAinda não há avaliações
- Trabalho Sobre Processos RevisadoDocumento17 páginasTrabalho Sobre Processos RevisadoCristiano Francisco MatosAinda não há avaliações
- Relatorio de Estágio (1) 2023Documento14 páginasRelatorio de Estágio (1) 2023Eduardo WanderleyAinda não há avaliações
- Conformação de PlásticosDocumento15 páginasConformação de PlásticosJuliana RodriguesAinda não há avaliações
- Moisés Toigo (2013) - Projeto de Pesquisa Intitulado "Estudo Do Processo de Vulcanização de Emendas de Borracha Nitrilica para Vedação de Valvulas Borboletas Utilizadas em Condutos de Pchs".Documento63 páginasMoisés Toigo (2013) - Projeto de Pesquisa Intitulado "Estudo Do Processo de Vulcanização de Emendas de Borracha Nitrilica para Vedação de Valvulas Borboletas Utilizadas em Condutos de Pchs".Moises ToigoAinda não há avaliações
- Trabalho PolimerosDocumento29 páginasTrabalho PolimerosAriel HennigAinda não há avaliações
- Trabalho de Termoplásticos - Capa Protetiva de Painel Som Automotivo - Nov.18Documento25 páginasTrabalho de Termoplásticos - Capa Protetiva de Painel Som Automotivo - Nov.18Esdrasmec13Ainda não há avaliações
- Materiais Utilizados em Oficina OrtopédicaDocumento14 páginasMateriais Utilizados em Oficina OrtopédicaRicardo MartinsAinda não há avaliações
- Exercício de Apoio - Aulas 1 A 4Documento12 páginasExercício de Apoio - Aulas 1 A 4thiagomaraujoAinda não há avaliações
- Gestão Estratégica Com Foco Na Administração Pública - Módulo ÚnicoDocumento105 páginasGestão Estratégica Com Foco Na Administração Pública - Módulo ÚnicoSamanta CostaAinda não há avaliações
- Manual de Jornada de TrabalhoDocumento19 páginasManual de Jornada de TrabalhothiagomaraujoAinda não há avaliações
- Atencao A Grupos em Situacao de Vulnerabilidade SocialDocumento28 páginasAtencao A Grupos em Situacao de Vulnerabilidade SocialthiagomaraujoAinda não há avaliações
- Chave Boia Icos La26m40 PDFDocumento1 páginaChave Boia Icos La26m40 PDFthiagomaraujoAinda não há avaliações
- Tabela Tubos AçoDocumento4 páginasTabela Tubos AçothiagomaraujoAinda não há avaliações
- Orientações para o Atendimento Ao Cidadão Nas Ouvidorias PúblicasDocumento61 páginasOrientações para o Atendimento Ao Cidadão Nas Ouvidorias PúblicasthiagomaraujoAinda não há avaliações
- Introdução Ao Direito Constitucional - Módulo IDocumento33 páginasIntrodução Ao Direito Constitucional - Módulo IJoão KuzminskasAinda não há avaliações
- Exercícios - Gestão e Est. Com Foco Na Adm. Pub PDFDocumento2 páginasExercícios - Gestão e Est. Com Foco Na Adm. Pub PDFthiagomaraujoAinda não há avaliações
- Declaracao de Antecedentes de SaudeDocumento1 páginaDeclaracao de Antecedentes de SaudethiagomaraujoAinda não há avaliações
- Desenvolvimento de Equipes - Módulo ÚnicoDocumento47 páginasDesenvolvimento de Equipes - Módulo ÚnicoLuiz Ferreira100% (2)
- Módulo I - Ética e Administração PúblicaDocumento16 páginasMódulo I - Ética e Administração Públicacicero100% (1)
- M-00124-01 Alinhador Eletrônico LCD 24VDocumento18 páginasM-00124-01 Alinhador Eletrônico LCD 24VthiagomaraujoAinda não há avaliações
- Gestão Estratégica Com Foco Na Administração PúblicaDocumento35 páginasGestão Estratégica Com Foco Na Administração PúblicathiagomaraujoAinda não há avaliações
- Desenvolvimento de Equipes - Módulo ÚnicoDocumento47 páginasDesenvolvimento de Equipes - Módulo ÚnicoLuiz Ferreira100% (2)
- Dto. AdministrativDocumento24 páginasDto. AdministrativthiagomaraujoAinda não há avaliações
- SHMEDocumento2 páginasSHMEthiagomaraujoAinda não há avaliações
- Freios e EmbreagensDocumento25 páginasFreios e EmbreagensLuis FerreiraAinda não há avaliações
- 50 Questões Resolvidas Da VunespDocumento14 páginas50 Questões Resolvidas Da VunespMarcosMarcosAinda não há avaliações
- Comissionamento Rápido 440 - 0807Documento6 páginasComissionamento Rápido 440 - 0807thiagomaraujoAinda não há avaliações
- Assuntos para Rac. LogicoDocumento73 páginasAssuntos para Rac. LogicoMariana LimaAinda não há avaliações
- 50 Questões Resolvidas Da VunespDocumento14 páginas50 Questões Resolvidas Da VunespMarcosMarcosAinda não há avaliações
- Vent CentrífugosDocumento163 páginasVent CentrífugosthiagomaraujoAinda não há avaliações
- Eng Rena GensDocumento32 páginasEng Rena GensthiagomaraujoAinda não há avaliações
- Compramos Um Zoologico - Benjamin MeeDocumento1.084 páginasCompramos Um Zoologico - Benjamin MeeAlejandroManganoAinda não há avaliações
- Culturanja, 03 de Janeiro de 2010Documento1 páginaCulturanja, 03 de Janeiro de 2010Tiago Knoll InforzatoAinda não há avaliações
- Teoria de Números PDFDocumento73 páginasTeoria de Números PDFmazfigAinda não há avaliações
- Prefácio À Obra de Mauro Viveiros: "Tribunal Do Júri-Na Ordem Constitucional Brasileira: Um Órgão Da Cidadania", Editora Juarez de Oliveira, 2003Documento3 páginasPrefácio À Obra de Mauro Viveiros: "Tribunal Do Júri-Na Ordem Constitucional Brasileira: Um Órgão Da Cidadania", Editora Juarez de Oliveira, 2003HenriqueAinda não há avaliações
- S CRIANÇA Pronto - CópiaDocumento17 páginasS CRIANÇA Pronto - CópiaEleucione da CostaAinda não há avaliações
- A Dimensão Subjetiva Da Subcidadania: Considerações Sobre A Desigualdade Social BrasileiraDocumento23 páginasA Dimensão Subjetiva Da Subcidadania: Considerações Sobre A Desigualdade Social BrasileiraMarcus MatragaAinda não há avaliações
- Dark KitchensDocumento4 páginasDark KitchensCarolina HolzmannAinda não há avaliações
- The Arson Betrayal WT - En.ptDocumento18 páginasThe Arson Betrayal WT - En.ptRafaelAinda não há avaliações
- K100 v3.0 - Manual de ConfiguracaoDocumento21 páginasK100 v3.0 - Manual de ConfiguracaoLeandro LopesAinda não há avaliações
- A Importância Da Geografia No Ensino Fundamental e MédioDocumento2 páginasA Importância Da Geografia No Ensino Fundamental e MédioJay Klender WorsesAinda não há avaliações
- Termo de Referência Pregão Nº 23 - Aquisição Moveis Saúde PDFDocumento6 páginasTermo de Referência Pregão Nº 23 - Aquisição Moveis Saúde PDFJack CorreiaAinda não há avaliações
- Junho - 3 SemanaDocumento2 páginasJunho - 3 SemanaPedro LuccaAinda não há avaliações
- Caderno 08 Saude Mental PDFDocumento44 páginasCaderno 08 Saude Mental PDFbibiasilva100% (1)
- Caderno69 Benites Corpoterritorio1Documento23 páginasCaderno69 Benites Corpoterritorio1Leonardo FerreiraAinda não há avaliações
- 0758a Manual MT 516Documento1 página0758a Manual MT 516Lucas FernandesAinda não há avaliações
- Questionario AvaliativoDocumento2 páginasQuestionario AvaliativoDébora CristinaAinda não há avaliações
- NR01 - Formulario para Entrevista Com Trabalhadores Sobre Percepcao de Perigos e Riscos - 2023Documento3 páginasNR01 - Formulario para Entrevista Com Trabalhadores Sobre Percepcao de Perigos e Riscos - 2023Jamile AraújoAinda não há avaliações
- Curso Wordpress Modulo 1Documento70 páginasCurso Wordpress Modulo 1nelmiAinda não há avaliações
- 102 - Regressão Linear Simples IIDocumento9 páginas102 - Regressão Linear Simples IIjunior freitas tavaresAinda não há avaliações
- MEDEIROS, T. D. ESTUDOS DE GÊNERO NO BRASIL-produção, Colaboração e Citações No Periódico Cadernos Pagu.Documento150 páginasMEDEIROS, T. D. ESTUDOS DE GÊNERO NO BRASIL-produção, Colaboração e Citações No Periódico Cadernos Pagu.Thamires MeloAinda não há avaliações
- ModosdeFazer PDFDocumento258 páginasModosdeFazer PDFPedro Caetano EboliAinda não há avaliações
- QUESTIONÁRIO - Projetos e Planejamento - Aprendizagem Por Projetos Com Foco Pedagógico. - Meio Ambiente Nas EscolasDocumento8 páginasQUESTIONÁRIO - Projetos e Planejamento - Aprendizagem Por Projetos Com Foco Pedagógico. - Meio Ambiente Nas EscolasJosiane LinoAinda não há avaliações
- Resultados Da Busca Por EndereçoDocumento36 páginasResultados Da Busca Por EndereçoMachado AxlAinda não há avaliações
- Instrumento de Categorizaã Ã oDocumento3 páginasInstrumento de Categorizaã Ã othamiresvasconcelosAinda não há avaliações
- Plano de EnsinoDocumento4 páginasPlano de EnsinoCaio FigueiredoAinda não há avaliações