Você também pode gostar
- Sintonia Automática de Controlador PID: método de resposta ao degrau e implementação em CLPNo EverandSintonia Automática de Controlador PID: método de resposta ao degrau e implementação em CLPAinda não há avaliações
- Automacao IndustrialDocumento0 páginaAutomacao IndustrialClaudio Sergio AzevedoAinda não há avaliações
- 1 Apostila de Automação IndustrialDocumento13 páginas1 Apostila de Automação IndustrialJorge CasillaAinda não há avaliações
- Controle de Processos - CEFET MGDocumento59 páginasControle de Processos - CEFET MGJosias GuimarãesAinda não há avaliações
- 01 C1 IntroduccionDocumento11 páginas01 C1 IntroduccionGildo MatiasAinda não há avaliações
- 17 - Controlador Lógico ProgramávelDocumento69 páginas17 - Controlador Lógico ProgramávelemtelesAinda não há avaliações
- Instrumentação Industrial Aula 0 07022018EDocumento29 páginasInstrumentação Industrial Aula 0 07022018EFabio Rossi100% (1)
- SCHP-A2 G13-Samuel-Thais-Paulo-JoaoPedroDocumento21 páginasSCHP-A2 G13-Samuel-Thais-Paulo-JoaoPedroThais KerollinyAinda não há avaliações
- 2 - Apostila de Instrumentacao EditadaDocumento121 páginas2 - Apostila de Instrumentacao EditadaAlexandre Jusis BlancoAinda não há avaliações
- Introdução aos sistemas de controleDocumento37 páginasIntrodução aos sistemas de controleRodrigo AdamshukAinda não há avaliações
- Apostila de Controle e ServomecanismoDocumento37 páginasApostila de Controle e ServomecanismoMarinaldo RodriguesAinda não há avaliações
- Teoria de Controle: Conceitos Básicos e Sistemas de Primeira e Segunda OrdemDocumento96 páginasTeoria de Controle: Conceitos Básicos e Sistemas de Primeira e Segunda OrdemBruno AlvesAinda não há avaliações
- 3 PidDocumento6 páginas3 PidJuliano Marques RodriguesAinda não há avaliações
- Controle de ProcessosDocumento23 páginasControle de ProcessosStefannie SargoAinda não há avaliações
- Controle de ProcessosDocumento23 páginasControle de ProcessosAzgher0Ainda não há avaliações
- Apresentação Sistema de Controle e AutomaçãoDocumento26 páginasApresentação Sistema de Controle e AutomaçãoLuiz DanielAinda não há avaliações
- Relatório 2 - Marcos e VittoriaDocumento23 páginasRelatório 2 - Marcos e VittoriaMarcos Vinicius KonopkaAinda não há avaliações
- Supervisório IndustrialDocumento68 páginasSupervisório IndustrialDavid Wilson100% (2)
- Instrumentação e controle de processos industriaisDocumento160 páginasInstrumentação e controle de processos industriaisRomulo PiresAinda não há avaliações
- RA2 pLANIFICAR, TESTAR, EntregarDocumento18 páginasRA2 pLANIFICAR, TESTAR, Entregarabel manuel chico olece100% (1)
- Capitulo 2&3Documento11 páginasCapitulo 2&3Yonôs LucasAinda não há avaliações
- 1 Lista de AutomaçãoDocumento5 páginas1 Lista de AutomaçãoMarcus LamenhaAinda não há avaliações
- Automatização de Processos IndustriaisDocumento41 páginasAutomatização de Processos IndustriaisElkjaer BrazAinda não há avaliações
- Introdução A Análise Simulação e Controle de ProcessosDocumento22 páginasIntrodução A Análise Simulação e Controle de ProcessosMarco Túlio Frade BorniaAinda não há avaliações
- Sistemas SupervisóriosDocumento15 páginasSistemas SupervisóriosDj-Dénny DjrAinda não há avaliações
- Livro Automação e ControleDocumento283 páginasLivro Automação e Controlejohnnywallace100% (1)
- 1315 Programação de Autómatos MarceloDocumento23 páginas1315 Programação de Autómatos MarceloJoao Daniel CardosoAinda não há avaliações
- Fundamentos da Automação IndustrialDocumento11 páginasFundamentos da Automação IndustrialPavel Luiz FonsecaAinda não há avaliações
- Introdução à Automação IndustrialDocumento36 páginasIntrodução à Automação IndustrialRafael Fréz50% (2)
- Projeto Estufa Automatizada Bernardo PedroDocumento21 páginasProjeto Estufa Automatizada Bernardo PedrobernardomarianAinda não há avaliações
- Relatorio Estufa Bernardo Pedro Me-73Documento19 páginasRelatorio Estufa Bernardo Pedro Me-73bernardomarianAinda não há avaliações
- Modelos matemáticos de um sistema de bombeamentoDocumento26 páginasModelos matemáticos de um sistema de bombeamentoDavid Augusto RibeiroAinda não há avaliações
- Introdução à Automação Industrial e Controladores ProgramáveisDocumento28 páginasIntrodução à Automação Industrial e Controladores ProgramáveisDaniel Cardoso PereiraAinda não há avaliações
- SENAI Auxiliar Linha Produção Automação IndustrialDocumento15 páginasSENAI Auxiliar Linha Produção Automação IndustrialHerman KonzenAinda não há avaliações
- Controladores Lógicos Programáveis automação baixo custoDocumento60 páginasControladores Lógicos Programáveis automação baixo custoMauricio F CamargoAinda não há avaliações
- Aula-Instrumentação e Controle (Cap - 01)Documento38 páginasAula-Instrumentação e Controle (Cap - 01)Irazer LimaAinda não há avaliações
- Introdução A InstrumentaçãoDocumento45 páginasIntrodução A InstrumentaçãoAlisson DominghettiAinda não há avaliações
- Automação IndDocumento2 páginasAutomação IndxisleoAinda não há avaliações
- Automação 08-11Documento3 páginasAutomação 08-11ayrton.eletrotechAinda não há avaliações
- Sistemas Supervisórios IntroduçãoDocumento39 páginasSistemas Supervisórios IntroduçãoAMINTA MANZANILLAAinda não há avaliações
- Tarefa 3.2Documento3 páginasTarefa 3.2Bruna SilvaAinda não há avaliações
- Instrumentação e controle de processos industriaisDocumento17 páginasInstrumentação e controle de processos industriaisRomulo PiresAinda não há avaliações
- Final Igor RennanDocumento7 páginasFinal Igor RennanIgor RennanAinda não há avaliações
- Ai 104 Automacao CtiDocumento21 páginasAi 104 Automacao CtiGabriel RibeiroAinda não há avaliações
- Instrumentação e Medidas - 2023Documento22 páginasInstrumentação e Medidas - 2023KD EliseuAinda não há avaliações
- Instrumentação e Controle de Processos IndustriaisDocumento332 páginasInstrumentação e Controle de Processos IndustriaisRicardo streiteAinda não há avaliações
- Aula-Instrumentação e Controle (Cap - 01)Documento38 páginasAula-Instrumentação e Controle (Cap - 01)MaiconSoaresAinda não há avaliações
- Sistemas supervisórios e SCADADocumento61 páginasSistemas supervisórios e SCADAMkleberAinda não há avaliações
- UFCD 1315 - EE - Programação de Autómatos Ação - Técnico - A de Refrigeração e Climatização Formador - António GamboaDocumento12 páginasUFCD 1315 - EE - Programação de Autómatos Ação - Técnico - A de Refrigeração e Climatização Formador - António GamboaJosé MacedoAinda não há avaliações
- Cai Aula 01Documento5 páginasCai Aula 01Oliveira RodriguesAinda não há avaliações
- RELATÓRIO 1 - Implementação de Controladores Digitais de Processo Industriais - COMPLETODocumento18 páginasRELATÓRIO 1 - Implementação de Controladores Digitais de Processo Industriais - COMPLETORaniere LiraAinda não há avaliações
- Controle DigitalNo EverandControle DigitalAinda não há avaliações
- Controle de Processos Industriais - Vol. 2: Estratégias modernasNo EverandControle de Processos Industriais - Vol. 2: Estratégias modernasNota: 5 de 5 estrelas5/5 (1)
- Monitorando Anemômetro No Pic Com Sintetizador De Voz Programado No Visual C#No EverandMonitorando Anemômetro No Pic Com Sintetizador De Voz Programado No Visual C#Ainda não há avaliações
- Desenvolvendo Projetos De Sensoriamento Modbus Com Interface Rs485 Para Leitura No Elipse Programado No ArduinoNo EverandDesenvolvendo Projetos De Sensoriamento Modbus Com Interface Rs485 Para Leitura No Elipse Programado No ArduinoAinda não há avaliações
- Desenvolvendo Projetos De Sensoriamento Modbus Com Interface Rs232 Para Leitura No Elipse Programado No ArduinoNo EverandDesenvolvendo Projetos De Sensoriamento Modbus Com Interface Rs232 Para Leitura No Elipse Programado No ArduinoAinda não há avaliações
- Agência Nacional de Transportes Aquaviários: Maria Luíza Almeida GusmãoDocumento19 páginasAgência Nacional de Transportes Aquaviários: Maria Luíza Almeida Gusmãoomatiaspe2328Ainda não há avaliações
- Aula 2Documento32 páginasAula 2omatiaspe2328Ainda não há avaliações
- Metalurgia de SoldagemDocumento209 páginasMetalurgia de SoldagemJames PhillipsAinda não há avaliações
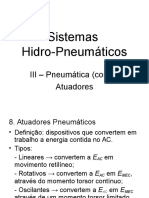
- E Let Pneumatic ADocumento87 páginasE Let Pneumatic Aomatiaspe2328Ainda não há avaliações
- Matemática IrisDocumento47 páginasMatemática IrisWagner Augusto100% (3)
- Circuitos pneumáticos seqüenciaisDocumento20 páginasCircuitos pneumáticos seqüenciaisomatiaspe2328Ainda não há avaliações
- 03 Nosso Sistema de Numeracao PDFDocumento8 páginas03 Nosso Sistema de Numeracao PDFomatiaspe2328Ainda não há avaliações
- Almeida 2006 Trajetoria Analise AcidentesDocumento18 páginasAlmeida 2006 Trajetoria Analise Acidentesomatiaspe2328Ainda não há avaliações
- Divisão e Conquista: técnica para resolver problemasDocumento12 páginasDivisão e Conquista: técnica para resolver problemasomatiaspe2328Ainda não há avaliações
- Ciências 8ºano ExercícioDocumento9 páginasCiências 8ºano Exercícioedselma100% (1)
- Elementos Analise Real IIDocumento391 páginasElementos Analise Real IIkayzombaAinda não há avaliações
- AN ObjDocumento19 páginasAN ObjAbednego ZanoAinda não há avaliações
- Aula 06-Transmissor de PressaoDocumento46 páginasAula 06-Transmissor de PressaoDedé NaKaAinda não há avaliações
- Aula 8Documento42 páginasAula 8Herbert CândidoAinda não há avaliações
- Hidráulica Pneumática - Aulas 2Documento26 páginasHidráulica Pneumática - Aulas 2Ghislaine Fernanda de PaulaAinda não há avaliações
- 27 Exercicios Eletropneumatica Resolvido PDFDocumento12 páginas27 Exercicios Eletropneumatica Resolvido PDFomatiaspe23280% (3)
- Exercício Eletropneumática PDFDocumento7 páginasExercício Eletropneumática PDFomatiaspe2328Ainda não há avaliações
- AtuadoresDocumento30 páginasAtuadoresomatiaspe2328Ainda não há avaliações
- Eletro HidráulicaDocumento171 páginasEletro HidráulicaJamil AlmaroneAinda não há avaliações
- Eletropneumática Comentada WellingtonDocumento9 páginasEletropneumática Comentada WellingtonBruno ChagasAinda não há avaliações
- Apostila Eletro Parte01 2011 PDFDocumento178 páginasApostila Eletro Parte01 2011 PDFDouglas MendesAinda não há avaliações
- Resolução Exercícios Tabela PriceDocumento2 páginasResolução Exercícios Tabela Priceomatiaspe2328100% (2)
- Mecanica VetorialDocumento351 páginasMecanica Vetorialdedeprota83% (6)
- Mecânica Técnica - Técnico em Automoção IndustrialDocumento79 páginasMecânica Técnica - Técnico em Automoção IndustrialKaren MaiaAinda não há avaliações
- Simulado FisicaDocumento10 páginasSimulado Fisicaomatiaspe2328Ainda não há avaliações
- SENAI - Leitura e Interpretação de Desenho Técnico IDocumento108 páginasSENAI - Leitura e Interpretação de Desenho Técnico IJardel90% (21)
- Vetor PosiçãoDocumento28 páginasVetor PosiçãoGabriel De PaduaAinda não há avaliações
- 1360378Documento5 páginas1360378omatiaspe2328Ainda não há avaliações
- Apostila Pneumatica PDFDocumento38 páginasApostila Pneumatica PDFomatiaspe2328Ainda não há avaliações
- Trabalho Avaliativo de Arte Renasciemento e BarrocoDocumento8 páginasTrabalho Avaliativo de Arte Renasciemento e Barrocovalquiria carvalho limaAinda não há avaliações
- A Semana de Arte ModernaDocumento19 páginasA Semana de Arte Modernatatins1987100% (11)
- As Origens Das Celebrações ModernasDocumento22 páginasAs Origens Das Celebrações ModernasAndré Araujo100% (2)
- Atividade de MorfossintaxeDocumento4 páginasAtividade de MorfossintaxeAline OliveiraAinda não há avaliações
- Aula 3 LeucopoieseDocumento39 páginasAula 3 LeucopoieseEben Leonel Albano MaiopueAinda não há avaliações
- DP - Micro Imuno e ParasitoDocumento11 páginasDP - Micro Imuno e ParasitoAndrea50% (2)
- Apostila MatematicafinanceiraiiDocumento100 páginasApostila MatematicafinanceiraiiJamil ArrudaAinda não há avaliações
- Materiais de Construção 2 - Ligantes e CaldasDocumento160 páginasMateriais de Construção 2 - Ligantes e CaldasMarceloBarros100% (1)
- Questoes Bio PISM 2 Os Grandes DomíniosDocumento8 páginasQuestoes Bio PISM 2 Os Grandes DomíniosMaria Clara OliveiraAinda não há avaliações
- Funções elementares: polinomiais, trigonométricas e racionaisDocumento83 páginasFunções elementares: polinomiais, trigonométricas e racionaisBruno Miguel CorrêaAinda não há avaliações
- Proposta de Recuperacao Da Mata Ciliar Do Corrego Brejo Comprido Palmas-ToDocumento13 páginasProposta de Recuperacao Da Mata Ciliar Do Corrego Brejo Comprido Palmas-Tocleomila21Ainda não há avaliações
- Lista Cap10Documento5 páginasLista Cap10tecnicoengenAinda não há avaliações
- Rev. Dr. Cleómines A. de Figueiredo 2017Documento121 páginasRev. Dr. Cleómines A. de Figueiredo 2017bass manAinda não há avaliações
- Intoxicação infantil por planta DieffenbachiaDocumento19 páginasIntoxicação infantil por planta DieffenbachiaEdvaldo SilvaAinda não há avaliações
- ZapotecasDocumento3 páginasZapotecasJuniorAinda não há avaliações
- Revolta dos Malês escravos Bahia 1835Documento9 páginasRevolta dos Malês escravos Bahia 1835Laura TimmAinda não há avaliações
- Vou Seguir Com FeDocumento3 páginasVou Seguir Com FeErnando RamosAinda não há avaliações
- Tabela SIAR 3º Desafio-ProblemaDocumento2 páginasTabela SIAR 3º Desafio-ProblemaAntónio Pedro Correia da Silva PinheiroAinda não há avaliações
- GConferencia GA 323 C 2 A Necessidade de Fundamentar A Astronomia A Partir Do Ser HumanoDocumento15 páginasGConferencia GA 323 C 2 A Necessidade de Fundamentar A Astronomia A Partir Do Ser HumanoRenato CaioAinda não há avaliações
- Entrevistas Preliminares Psicanálise CriançasDocumento8 páginasEntrevistas Preliminares Psicanálise CriançasclodoaldocarlosAinda não há avaliações
- Primeiro passo para sucesso na NutriçãoDocumento9 páginasPrimeiro passo para sucesso na NutriçãoJacqueline SantiniAinda não há avaliações
- O que é a Síndrome de PatauDocumento3 páginasO que é a Síndrome de PatauthalissonAinda não há avaliações
- (Simplificado) ACLAME AO SENHOR - Corinho - FingerstyleDocumento2 páginas(Simplificado) ACLAME AO SENHOR - Corinho - FingerstyleFernandes SalesAinda não há avaliações
- Inverno VelhoDocumento4 páginasInverno VelhoMartaAinda não há avaliações
- O exercício das Três Ave-MariasDocumento86 páginasO exercício das Três Ave-MariasPauloViníciusCostaOliveiraAinda não há avaliações
- Desenvolvimento físico e cognitivo da criança escolarDocumento12 páginasDesenvolvimento físico e cognitivo da criança escolarAline RafaelaAinda não há avaliações
- O significado do amorDocumento2 páginasO significado do amorcarmitalivAinda não há avaliações
- Modelo de Termo de PosseDocumento2 páginasModelo de Termo de PosseflavialemoosAinda não há avaliações
- Sequencia Didatica Monstro Das CoresDocumento7 páginasSequencia Didatica Monstro Das CoresGeisiane Ortolan Bertanha100% (4)