Você também pode gostar
- 34 - IT ANEXO - Ordem de FabricaçãoDocumento1 página34 - IT ANEXO - Ordem de FabricaçãoThalita Fernanda FreitasAinda não há avaliações
- PES 45C6 Parede de Concreto - Pintura Externa REV10Documento5 páginasPES 45C6 Parede de Concreto - Pintura Externa REV10Izabelle NegrisAinda não há avaliações
- 11 Monitoração de Corrosão DR ENGP I 1.18 R.1Documento10 páginas11 Monitoração de Corrosão DR ENGP I 1.18 R.1Luis Henrique Dos SantosAinda não há avaliações
- PEIS - OBR.09 ProduþÒo em Obra de Argamassa v06Documento3 páginasPEIS - OBR.09 ProduþÒo em Obra de Argamassa v06ricardo costaAinda não há avaliações
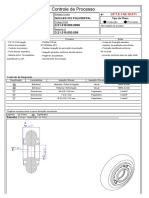
- CP 7.5.1!02!10.011 NÚCLEO 310 Policristal OkDocumento4 páginasCP 7.5.1!02!10.011 NÚCLEO 310 Policristal OkLex CunhaAinda não há avaliações
- 079-001-QUA-PR-002 - 00 (IFC) Exigências de Gestão de Qualidade para EmpreiteiraDocumento21 páginas079-001-QUA-PR-002 - 00 (IFC) Exigências de Gestão de Qualidade para EmpreiteiraLuiz AlvesAinda não há avaliações
- PE-08-002-REPLAN Rev.0 - PINTURA PREDIALDocumento9 páginasPE-08-002-REPLAN Rev.0 - PINTURA PREDIALFabricia Da SilvaAinda não há avaliações
- PGO-ALTUS-022 - Procedimento de Pré Montageme Montagem de Estruturas MetálicasDocumento13 páginasPGO-ALTUS-022 - Procedimento de Pré Montageme Montagem de Estruturas MetálicasIngrid Lobato100% (1)
- 2020 Vasos Rac-01 Riv 0293.20Documento6 páginas2020 Vasos Rac-01 Riv 0293.20Paulo César Vieira de Souza100% (1)
- 22.08!3!0257.c - Romi 2003 - Desenvolvimento de ItemDocumento8 páginas22.08!3!0257.c - Romi 2003 - Desenvolvimento de ItemBruno RafaelAinda não há avaliações
- H-SGI-HSEQ PPint - Procedimento de Pintura.v00Documento10 páginasH-SGI-HSEQ PPint - Procedimento de Pintura.v00Fernando SoaresAinda não há avaliações
- PE - OPE - .23 Revest - Cerâmico de Parede R00Documento8 páginasPE - OPE - .23 Revest - Cerâmico de Parede R00leandro.engcivilAinda não há avaliações
- ExemplosPGsPOPs Mergedv01Documento50 páginasExemplosPGsPOPs Mergedv01Américo TimbóAinda não há avaliações
- PES - cct.006 - Fabricação e Montagem de Forma e DesformaDocumento6 páginasPES - cct.006 - Fabricação e Montagem de Forma e DesformaEdgard Alves MartinsAinda não há avaliações
- Pes - Xx-Nome Do ProcessoDocumento4 páginasPes - Xx-Nome Do Processokiscampos3Ainda não há avaliações
- Pec-0101.08 - Procedimento de Execução de Escavações, Reaterros e CompactaçãoDocumento14 páginasPec-0101.08 - Procedimento de Execução de Escavações, Reaterros e CompactaçãoEduardo Oliveira100% (2)
- POS 006 - Pinturas em Superficies Metálicas e PredialDocumento9 páginasPOS 006 - Pinturas em Superficies Metálicas e PredialRenaldo JuniorAinda não há avaliações
- CÓDIGO: PO - PR.002 Revisao: 00 EMISSÃO: 10/02/15 PÁGINA: 1 de 4Documento4 páginasCÓDIGO: PO - PR.002 Revisao: 00 EMISSÃO: 10/02/15 PÁGINA: 1 de 4Ana SilvaAinda não há avaliações
- Rotina de Fiscalização PEAD F001 - REV 03Documento10 páginasRotina de Fiscalização PEAD F001 - REV 03Nathan Corsini AlmeidaAinda não há avaliações
- 16.16!3!0143.d - Romi 2003 - Controle de Desenhos de Clientes - Fundidos e UsinagemDocumento8 páginas16.16!3!0143.d - Romi 2003 - Controle de Desenhos de Clientes - Fundidos e UsinagemBruno RafaelAinda não há avaliações
- 05 Relatório Inspeção - NR-13-TERRANADocumento3 páginas05 Relatório Inspeção - NR-13-TERRANAMarcio PerroniAinda não há avaliações
- P-Exe-Rnst-013-0 - Procedimento para Manutenção em Bateria de Acumuladores Chumbo-ÁcidosDocumento14 páginasP-Exe-Rnst-013-0 - Procedimento para Manutenção em Bateria de Acumuladores Chumbo-ÁcidosMichel CaféAinda não há avaliações
- Procedimento Montagem - ObrasDocumento20 páginasProcedimento Montagem - Obrasbellsantos2307Ainda não há avaliações
- Ades 122 00001p RTHP Poste ConcretoDocumento8 páginasAdes 122 00001p RTHP Poste ConcretoPriscila MartinsAinda não há avaliações
- PO-OB-038 Substituição de Chapas de Fundo de TanquesDocumento6 páginasPO-OB-038 Substituição de Chapas de Fundo de TanquesSTUDIO DESENHO 3 3Ainda não há avaliações
- CCAFG IT 05.121 - IT Tratamento Do Solo - Metrô Rev 02Documento15 páginasCCAFG IT 05.121 - IT Tratamento Do Solo - Metrô Rev 02Rene OliveiraAinda não há avaliações
- APQPDocumento17 páginasAPQPME§TRE0% (1)
- FTPP - Rebarbação - Lixadeiras de CintaDocumento3 páginasFTPP - Rebarbação - Lixadeiras de Cintaimelb.ltdaAinda não há avaliações
- Workshop 2012Documento37 páginasWorkshop 2012Elaine Dos SantosAinda não há avaliações
- Civil - Escavação, Aterro, Reaterro e CompactaçãoDocumento8 páginasCivil - Escavação, Aterro, Reaterro e CompactaçãoJúnior CapelaAinda não há avaliações
- 1-Presentation VDA 2 - IQADocumento22 páginas1-Presentation VDA 2 - IQAHelmut Ricardo SommerfeldtAinda não há avaliações
- POS 005 - Limpeza de Caixa D'agua em Espaço ConfinadoDocumento9 páginasPOS 005 - Limpeza de Caixa D'agua em Espaço ConfinadoRenaldo JuniorAinda não há avaliações
- Pec-0101.00 - Procedimento de Execução de Armadura (Corte, Dobra e Montagem)Documento12 páginasPec-0101.00 - Procedimento de Execução de Armadura (Corte, Dobra e Montagem)Eduardo Oliveira100% (1)
- 22.99!3!0173.b - Romi 2001 - Emissão de Proposta de Modificação de ProcessoDocumento5 páginas22.99!3!0173.b - Romi 2001 - Emissão de Proposta de Modificação de ProcessoBruno RafaelAinda não há avaliações
- PROCEDIMENTO DE TRABALHO E SEGURANÇA - HÉLICE CONTÍNUA ENGEOdocxDocumento5 páginasPROCEDIMENTO DE TRABALHO E SEGURANÇA - HÉLICE CONTÍNUA ENGEOdocxGrasielle PaulaAinda não há avaliações
- Pec-0101.01 - Procedimento de Execução de Fôrmas, Escoramentos, Cimbramentos, Descimbramentos e DesformasDocumento11 páginasPec-0101.01 - Procedimento de Execução de Fôrmas, Escoramentos, Cimbramentos, Descimbramentos e DesformasEduardo OliveiraAinda não há avaliações
- PE-08-002-REPLAN Rev.1 - PINTURA INDUSTRIALDocumento9 páginasPE-08-002-REPLAN Rev.1 - PINTURA INDUSTRIALFabricia Da SilvaAinda não há avaliações
- ES-P22-05 Misturas Asfálticas Abertas Usinadas A QuenteDocumento19 páginasES-P22-05 Misturas Asfálticas Abertas Usinadas A QuenteRoberto CoelhoAinda não há avaliações
- Flanges e Conexões Flangeadas ASME B16 5Documento9 páginasFlanges e Conexões Flangeadas ASME B16 5jbastos12049079100% (1)
- Procedimento Controle de ProjetosDocumento3 páginasProcedimento Controle de ProjetosErnani Zimmermann100% (1)
- 16.16!3!0395.a - Romi 2008 - Controle de Documentos de Clientes - Fundidos e UsinagemDocumento8 páginas16.16!3!0395.a - Romi 2008 - Controle de Documentos de Clientes - Fundidos e UsinagemBruno RafaelAinda não há avaliações
- Civil - Execução de Forma e DesformaDocumento7 páginasCivil - Execução de Forma e DesformaJúnior CapelaAinda não há avaliações
- Pe - 4.9 - Fachada Parede Pre-Moldada de Concreto - r02Documento17 páginasPe - 4.9 - Fachada Parede Pre-Moldada de Concreto - r02C.W. PavelAinda não há avaliações
- Treinamento de QSB-Paranoá - PPT (Reparado)Documento37 páginasTreinamento de QSB-Paranoá - PPT (Reparado)edumm001100% (1)
- POP GQ 12.011 02 - Requerimentos para A Garantia Da QualidadeDocumento4 páginasPOP GQ 12.011 02 - Requerimentos para A Garantia Da QualidadeLiane Silva SoaresAinda não há avaliações
- IT-550-001 - Instruções Gerais de QualidadeDocumento12 páginasIT-550-001 - Instruções Gerais de QualidadeALEXAinda não há avaliações
- PR-G-362 Procedimento Geral Inspecao Rev 4Documento12 páginasPR-G-362 Procedimento Geral Inspecao Rev 4marconelucenapereiraAinda não há avaliações
- 05 Relatorio Inspecao - NR-13-TERRANA COMPRESSOR 2Documento3 páginas05 Relatorio Inspecao - NR-13-TERRANA COMPRESSOR 2Marcio PerroniAinda não há avaliações
- Pe-1.2-Locacao de Obra r04Documento10 páginasPe-1.2-Locacao de Obra r04isabellavrocha95Ainda não há avaliações
- Certificado MecanicoDocumento1 páginaCertificado Mecanicoandres martinezAinda não há avaliações
- Manual CarbDocumento18 páginasManual CarbRicardo AlmeidaAinda não há avaliações
- 1163.IT - mn.CIV.22 - 0 - Execução Formas, Escoramentos, Cimbramentos e DesformasDocumento7 páginas1163.IT - mn.CIV.22 - 0 - Execução Formas, Escoramentos, Cimbramentos e DesformasVinicius NunesAinda não há avaliações
- Relatorio de InspecaoDocumento10 páginasRelatorio de InspecaoMarcio PerroniAinda não há avaliações
- Procedimento 7.5 - INSPEÇÃO E ENSAIO DURANTE O PROCESSODocumento7 páginasProcedimento 7.5 - INSPEÇÃO E ENSAIO DURANTE O PROCESSODiego de OliveiraAinda não há avaliações
- Pe-4.1-Alvenaria de Vedacao r05Documento15 páginasPe-4.1-Alvenaria de Vedacao r05isabellavrocha95Ainda não há avaliações
- PO-Montagem e Desmontagem de AndaimeDocumento18 páginasPO-Montagem e Desmontagem de AndaimeMary DuarteAinda não há avaliações
- Iniciação A Administração E Controle Da ProduçãoNo EverandIniciação A Administração E Controle Da ProduçãoAinda não há avaliações
- FOR-ENG-02 - Formulário de Gerenciamento de MudançasDocumento5 páginasFOR-ENG-02 - Formulário de Gerenciamento de MudançasAdaiuton KwiatkowskiAinda não há avaliações
- Formulário de Registro de Entrega Técnica de Máquinas E EquipamentosDocumento10 páginasFormulário de Registro de Entrega Técnica de Máquinas E EquipamentosAdaiuton KwiatkowskiAinda não há avaliações
- It-Eng-07 - Geração de EtiquetasDocumento6 páginasIt-Eng-07 - Geração de EtiquetasAdaiuton KwiatkowskiAinda não há avaliações
- PS-ENG-12 Procedimento de Emissão de DesenDocumento4 páginasPS-ENG-12 Procedimento de Emissão de DesenAdaiuton KwiatkowskiAinda não há avaliações
- Comercial/Administrativo: Procedimento SistêmicoDocumento3 páginasComercial/Administrativo: Procedimento SistêmicoAdaiuton KwiatkowskiAinda não há avaliações
- It-Eng-06 - Impressão de EtiquetasDocumento5 páginasIt-Eng-06 - Impressão de EtiquetasAdaiuton KwiatkowskiAinda não há avaliações
- Bureau Veritas Certification Manual de Utilização Das Marcas de Certificação de Sistemas de GestãoDocumento24 páginasBureau Veritas Certification Manual de Utilização Das Marcas de Certificação de Sistemas de GestãoAdaiuton KwiatkowskiAinda não há avaliações
- Norma Brasileira: Abnt NBR 15708-2Documento9 páginasNorma Brasileira: Abnt NBR 15708-2Adaiuton Kwiatkowski100% (1)
- GP - 03-Suspensao, Retirada e Cancelamento - Certificacao - Rev. - 02Documento5 páginasGP - 03-Suspensao, Retirada e Cancelamento - Certificacao - Rev. - 02Adaiuton KwiatkowskiAinda não há avaliações
- Manual Do Escritorio Digital.210512Documento24 páginasManual Do Escritorio Digital.210512Alexandre Queiroz de AlmeidaAinda não há avaliações
- Catecismo de Nossa Senhora PDFDocumento52 páginasCatecismo de Nossa Senhora PDFEvelyn Affonso100% (1)
- 06 Caixas de AreiaDocumento11 páginas06 Caixas de AreiafaustomafrafilhoAinda não há avaliações
- O Conflito Na Organização e Instituição EscolareducativaDocumento28 páginasO Conflito Na Organização e Instituição EscolareducativaABAmadoAinda não há avaliações
- Descobrimento Do Brasil - Cola Da WebDocumento4 páginasDescobrimento Do Brasil - Cola Da WebWallace O RoqueAinda não há avaliações
- Kemilly, Laura e EmilyDocumento15 páginasKemilly, Laura e EmilyPaula Elizangela Soares PereiraAinda não há avaliações
- Aula-2-Termodinâmica-e-Equilibrio Experimental - Tensão SuperficialDocumento5 páginasAula-2-Termodinâmica-e-Equilibrio Experimental - Tensão SuperficialEstefani SousaAinda não há avaliações
- Exp9 GP Ficha Avaliacao 5Documento4 páginasExp9 GP Ficha Avaliacao 5Vera Sá0% (1)
- Pratica de MacrografiaDocumento11 páginasPratica de Macrografiavinicius olivera sofiaAinda não há avaliações
- Acentuação GráficaDocumento3 páginasAcentuação GráficaAdrianaAinda não há avaliações
- Atividade Cultura Brasileira 1 TEXTOSDocumento1 páginaAtividade Cultura Brasileira 1 TEXTOSRafael FrancoAinda não há avaliações
- HEPATECTOMIADocumento34 páginasHEPATECTOMIAFernando ZatAinda não há avaliações
- Espaços Motores de Fluxos Mundiais (12.º)Documento10 páginasEspaços Motores de Fluxos Mundiais (12.º)profgeofernando100% (2)
- Wilo Sistemas de Bombagem 2009-03-30Documento252 páginasWilo Sistemas de Bombagem 2009-03-30CavamogoAinda não há avaliações
- Relatório Medidas e IncertezasDocumento9 páginasRelatório Medidas e IncertezasLeonardo A. RuschAinda não há avaliações
- Periodização e Planejamento No JudôDocumento33 páginasPeriodização e Planejamento No JudôAdfda Fdfdf86% (7)
- RelatorioDocumento3 páginasRelatorioLaura Maia AntunesAinda não há avaliações
- Ricardo Barbosa PDDocumento84 páginasRicardo Barbosa PDCleide FernandesAinda não há avaliações
- ExercíciosDocumento52 páginasExercíciosEvani Santos100% (1)
- Armanda Maria Loureiro FigueiredoDocumento225 páginasArmanda Maria Loureiro FigueiredoMaria SilvaAinda não há avaliações
- BR 09644539Documento194 páginasBR 09644539Bruno VenturaAinda não há avaliações
- A Lei de PembaDocumento6 páginasA Lei de PembaSergio Nabais100% (1)
- Como Se Há de Haver o Senhor - AntonilDocumento2 páginasComo Se Há de Haver o Senhor - AntonilPlinio LabriolaAinda não há avaliações
- A Importancia Dos Fios e Agulhas Na ImplantodontiaDocumento28 páginasA Importancia Dos Fios e Agulhas Na ImplantodontiaNadir PinheiroAinda não há avaliações
- 1 A Historia Do PiDocumento12 páginas1 A Historia Do PialdobrasilAinda não há avaliações
- Alkylux - ICMS 18Documento3 páginasAlkylux - ICMS 18Kenidi BiazottoAinda não há avaliações
- Tecnicas Especiais de InjeçãoDocumento3 páginasTecnicas Especiais de InjeçãoViniciusAinda não há avaliações
- Ed. Física - 9º Ano - JunhoDocumento10 páginasEd. Física - 9º Ano - JunhoRheurysonn AlvesAinda não há avaliações
- Atividade Avaliativa 1 - Filosofia 2º AnoDocumento3 páginasAtividade Avaliativa 1 - Filosofia 2º Anojosineide.pereira.medeirosAinda não há avaliações
- PSM 2000Documento5 páginasPSM 2000guilhermeapa799Ainda não há avaliações
- Zen Catalogo Mancais de Alternador e Motor de Partida 2019Documento118 páginasZen Catalogo Mancais de Alternador e Motor de Partida 2019LEODECIO BELO DE OLIVEIRA100% (1)