Você também pode gostar
- Controle de Instrumentos e Equipamentos de MedidaDocumento15 páginasControle de Instrumentos e Equipamentos de Medidacarlos140886Ainda não há avaliações
- Portuguese IATF 16949 Sanctioned Interpretations 1 9Documento9 páginasPortuguese IATF 16949 Sanctioned Interpretations 1 9jeffersonAinda não há avaliações
- Gestão Da Produção IndustrialNo EverandGestão Da Produção IndustrialAinda não há avaliações
- Sistema Qualidade AztlanDocumento1 páginaSistema Qualidade AztlanRogério RodriguesAinda não há avaliações
- Diagrama de causa-efeito e RNCDocumento15 páginasDiagrama de causa-efeito e RNCRonaldo SouzaAinda não há avaliações
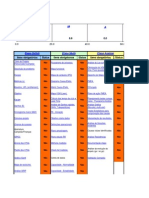
- Mariz Documentacao X FunçãoDocumento18 páginasMariz Documentacao X FunçãoLázaro FigueirêdoAinda não há avaliações
- 1537288635E-Book - Planejamento de Auditoria PDFDocumento19 páginas1537288635E-Book - Planejamento de Auditoria PDFAlexandre WintourAinda não há avaliações
- Partes Interessadas SGI, 9+14, 9+45Documento14 páginasPartes Interessadas SGI, 9+14, 9+45Raphael Sebastian De Queiroz FreiresAinda não há avaliações
- Tartaruga Mart Sticker AtualDocumento20 páginasTartaruga Mart Sticker AtualMarcos ConceiçãoAinda não há avaliações
- Processo Concessão Vista CópiaDocumento261 páginasProcesso Concessão Vista CópiaSérgio SilvaAinda não há avaliações
- MBA em Gestão da Qualidade e Segurança AlimentarDocumento235 páginasMBA em Gestão da Qualidade e Segurança AlimentarCarine De Paula Cunha CahAinda não há avaliações
- Fluxo produçãoDocumento4 páginasFluxo produçãoJoão Allen Machado RosolemAinda não há avaliações
- Garantir qualidade e reduzir custosDocumento89 páginasGarantir qualidade e reduzir custosCarine De Paula Cunha CahAinda não há avaliações
- Gestão de Segurança Do ProdutoDocumento5 páginasGestão de Segurança Do ProdutoPedroAinda não há avaliações
- 02.CQL.004 - Check List - Auditoria de ProdutoDocumento15 páginas02.CQL.004 - Check List - Auditoria de ProdutoLarissa NavesAinda não há avaliações
- Controle registros qualidadeDocumento3 páginasControle registros qualidadeLennon SonntagAinda não há avaliações
- Engrenagem quebrada alerta qualidadeDocumento2 páginasEngrenagem quebrada alerta qualidadeQuesianAinda não há avaliações
- Riscos e oportunidades na ISO 9001Documento7 páginasRiscos e oportunidades na ISO 9001Aços PinhaisAinda não há avaliações
- Sipoc - ExemploDocumento1 páginaSipoc - Exemplojairo gouveaAinda não há avaliações
- Curso APQP 2a Edição - Apostila 2022Documento53 páginasCurso APQP 2a Edição - Apostila 2022Alexandre De Oliveira PérigoAinda não há avaliações
- Aquisição de materiais, peças e serviçosDocumento5 páginasAquisição de materiais, peças e serviçosAlex Pereira100% (1)
- Check-List Auditoria ProcessoDocumento6 páginasCheck-List Auditoria ProcessoSérgio MaiaAinda não há avaliações
- Operação de teste T MarkDocumento2 páginasOperação de teste T MarkWagner Alexandre ChavesAinda não há avaliações
- Planilha de Não ConformidadesDocumento6 páginasPlanilha de Não Conformidadeskarina alexandriaAinda não há avaliações
- Auditor QSB GM - Port Rev 3-ImpressDocumento105 páginasAuditor QSB GM - Port Rev 3-ImpressCarlão ForagenocidajáAinda não há avaliações
- Plano de ControleDocumento3 páginasPlano de Controlehmp90100% (1)
- Avaliação FornecedorDocumento15 páginasAvaliação FornecedorlohanAinda não há avaliações
- Manual da Qualidade para Empresa de RótulosDocumento30 páginasManual da Qualidade para Empresa de RótulosCarlos Rogélio Avelar CostaAinda não há avaliações
- Processo de desenvolvimento de produtoDocumento1 páginaProcesso de desenvolvimento de produtoSamuel MendonçaAinda não há avaliações
- Procedimento de controle de documentos e registrosDocumento2 páginasProcedimento de controle de documentos e registrosMaria Do Rocio BoguzAinda não há avaliações
- SAC - Solicitação de Ação CorretivaDocumento3 páginasSAC - Solicitação de Ação CorretivaEng Bruccy100% (1)
- Relatório de não conformidade RS-001Documento3 páginasRelatório de não conformidade RS-001Iohana PintoAinda não há avaliações
- RNC-1 XLSMDocumento1 páginaRNC-1 XLSMSidnei RodriguesAinda não há avaliações
- Avaliação 5S Industrial com 75% e Certificação BronzeDocumento18 páginasAvaliação 5S Industrial com 75% e Certificação BronzeEdnaldoAinda não há avaliações
- AD-P-SGI-00-005-00 - Com. Int. e Ext. Do SGI - Cons. e Part. Dos TrabalhadoresDocumento10 páginasAD-P-SGI-00-005-00 - Com. Int. e Ext. Do SGI - Cons. e Part. Dos TrabalhadoresTalita Zanardo100% (1)
- SBR Man Qua 002 - Manual de Recebimento de Insumos e Materiais Rev 01Documento29 páginasSBR Man Qua 002 - Manual de Recebimento de Insumos e Materiais Rev 01Gleycilene PaivaAinda não há avaliações
- DIAGRAMA DE PROCESSOS DE PROJETO E DESENVOLVIMENTODocumento5 páginasDIAGRAMA DE PROCESSOS DE PROJETO E DESENVOLVIMENTORoberto de Almeida GuerraAinda não há avaliações
- Relatorio Dimensional ExemploDocumento1 páginaRelatorio Dimensional ExemploViniAinda não há avaliações
- 009 REG LMDI - 02 - Lista Mestra de Documentos InternosDocumento5 páginas009 REG LMDI - 02 - Lista Mestra de Documentos InternosRomulo AlvesAinda não há avaliações
- GM Auditoria Qualidade FornecedorDocumento7 páginasGM Auditoria Qualidade FornecedorLeticia Valder SzeibelAinda não há avaliações
- Curso APQP Gestão QualidadeDocumento37 páginasCurso APQP Gestão QualidadesandroaptAinda não há avaliações
- DIR 8.5.6 - Gestão de Mudanças - Rev.00Documento2 páginasDIR 8.5.6 - Gestão de Mudanças - Rev.00Marcelo Leite Medeiros0% (1)
- Pesquisa de Satisfação do ClienteDocumento11 páginasPesquisa de Satisfação do ClienteRosane Marques da RosaAinda não há avaliações
- APQP ImplantaçãoDocumento88 páginasAPQP ImplantaçãosandroaptAinda não há avaliações
- PR-SGI-001-003 Rev.00 - Controle e Tratamento de Não ConformidadesDocumento9 páginasPR-SGI-001-003 Rev.00 - Controle e Tratamento de Não ConformidadesIvan NobregaAinda não há avaliações
- PSG 7.05 03 - Manutenção Corretiva e PreventivaDocumento5 páginasPSG 7.05 03 - Manutenção Corretiva e PreventivaWesley “Natã” NatãAinda não há avaliações
- Workshop ISO 9001 2015Documento45 páginasWorkshop ISO 9001 2015Jaqueline BarretoAinda não há avaliações
- DMAIC: Melhoria de Processo com Método CientíficoDocumento48 páginasDMAIC: Melhoria de Processo com Método CientíficoBreno Bezerra ChavesAinda não há avaliações
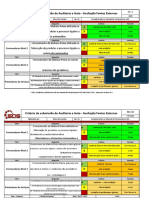
- Tabela e Criterio para Auditoria FornecedoresDocumento3 páginasTabela e Criterio para Auditoria FornecedoresEdson SantosAinda não há avaliações
- IATF 16949 SIs Julho 2021 PT UnlockedDocumento26 páginasIATF 16949 SIs Julho 2021 PT UnlockedLarissa NavesAinda não há avaliações
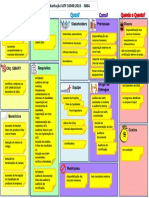
- Canvas Implantação IATF 16949-2016-V01 - MBADocumento1 páginaCanvas Implantação IATF 16949-2016-V01 - MBATesteAinda não há avaliações
- Preservação de produtos, matérias-primas e componentesDocumento6 páginasPreservação de produtos, matérias-primas e componentesDiego de OliveiraAinda não há avaliações
- Indicadores de Produtividade Como Medir e Obter Resultados Significativos Na Produc3a7c3a3o OeeDocumento64 páginasIndicadores de Produtividade Como Medir e Obter Resultados Significativos Na Produc3a7c3a3o OeeGiulianoAinda não há avaliações
- 5-Modelo de CronogramaDocumento2 páginas5-Modelo de CronogramaGui SilvaAinda não há avaliações
- FA-0002 - PPAP - 4ED Rev 05Documento61 páginasFA-0002 - PPAP - 4ED Rev 05Gabriel Luert TavaresAinda não há avaliações
- Apontamento de Producao - 01Documento18 páginasApontamento de Producao - 01Cesar FerreiraAinda não há avaliações
- Check-List 9001 NovoDocumento5 páginasCheck-List 9001 NovoFlorencio AlmeidaJrAinda não há avaliações
- FISPQ_RiboflavinaDocumento10 páginasFISPQ_RiboflavinadavidrodrigoAinda não há avaliações
- Ficha Técnica Tarkoprimer_16764872054691.PDFDocumento2 páginasFicha Técnica Tarkoprimer_16764872054691.PDFdavidrodrigoAinda não há avaliações
- Ficha Técnica- Tarkomassa Preparação_1579009998328Documento2 páginasFicha Técnica- Tarkomassa Preparação_1579009998328davidrodrigoAinda não há avaliações
- ficha tecnica - sikarapid_c-100Documento3 páginasficha tecnica - sikarapid_c-100davidrodrigoAinda não há avaliações
- FISPQ-SODA CAUSTICA LIQUIDADocumento7 páginasFISPQ-SODA CAUSTICA LIQUIDAdavidrodrigoAinda não há avaliações
- Elaboracao de Um Compendio para A Qualificacao de SoldadoresDocumento0 páginaElaboracao de Um Compendio para A Qualificacao de Soldadoresmendes121212Ainda não há avaliações
- FISPQ ÁCIDO FOSFORICO 85%Documento5 páginasFISPQ ÁCIDO FOSFORICO 85%davidrodrigoAinda não há avaliações
- FISPQ - GLOBALFIX_16378471967726Documento6 páginasFISPQ - GLOBALFIX_16378471967726davidrodrigoAinda não há avaliações
- FISPQ - Divosan ForteDocumento6 páginasFISPQ - Divosan ForteRenato GomesAinda não há avaliações
- CHEFIA X LIDERANÇA PalestraDocumento43 páginasCHEFIA X LIDERANÇA PalestraManoel Leizeng100% (2)
- Manual SoldaduraDocumento37 páginasManual SoldaduraArmando ChainhoAinda não há avaliações
- Teste hidrostático de sistemas auxiliaresDocumento8 páginasTeste hidrostático de sistemas auxiliaresorea1Ainda não há avaliações
- Qualifição de Procedimento de SoldagemDocumento41 páginasQualifição de Procedimento de Soldagemdavidrodrigo0% (1)
- Api 5LDocumento8 páginasApi 5LdavidrodrigoAinda não há avaliações
- Perfil LiderDocumento35 páginasPerfil LiderdavidrodrigoAinda não há avaliações
- Ensaio de PMIDocumento60 páginasEnsaio de PMIdavidrodrigoAinda não há avaliações
- M1 D2 T7 Terminologia Aspectos EletrotermicosDocumento2 páginasM1 D2 T7 Terminologia Aspectos EletrotermicosleonidasfritzAinda não há avaliações
- EletropolimentoDocumento3 páginasEletropolimentodavidrodrigoAinda não há avaliações
- M1 D2 T9 Terminologia Regioes e GeometriaDocumento15 páginasM1 D2 T9 Terminologia Regioes e GeometriaJosé LopesAinda não há avaliações
- WEG Pintura Industrial Com Tintas Liquidas Manual Portugues BRDocumento111 páginasWEG Pintura Industrial Com Tintas Liquidas Manual Portugues BRJosé Alves Pinheiro JúniorAinda não há avaliações
- Pinturas e RevestimentosDocumento172 páginasPinturas e RevestimentosdavidrodrigoAinda não há avaliações
- Materiais de Construção MecânicaDocumento261 páginasMateriais de Construção MecânicadavidrodrigoAinda não há avaliações
- Tratamento de superfícies de aço com jato abrasivoDocumento11 páginasTratamento de superfícies de aço com jato abrasivoLuis Fernando G. BottaroAinda não há avaliações
- Revestimento anticorrosivo de equipamento industrialDocumento12 páginasRevestimento anticorrosivo de equipamento industrialLuis Fernando G. BottaroAinda não há avaliações
- Solda OrbitalDocumento1 páginaSolda OrbitaldavidrodrigoAinda não há avaliações
- Solda OrbitalDocumento1 páginaSolda OrbitaldavidrodrigoAinda não há avaliações
- Evolução histórica da qualidade e enfoques dos principais autoresDocumento19 páginasEvolução histórica da qualidade e enfoques dos principais autoresAndre SouzaAinda não há avaliações
- Functional Training Anatomy-Human Kinetics - CompressDocumento208 páginasFunctional Training Anatomy-Human Kinetics - Compresscoachdiegoevangelista100% (1)
- Obesidade e Treinamento Resistido para ObesosDocumento22 páginasObesidade e Treinamento Resistido para ObesosAndrèa Viturino LopesAinda não há avaliações
- Temporada 4 Episódio 1 QuestõesDocumento4 páginasTemporada 4 Episódio 1 QuestõesSergio Henrique CanteroAinda não há avaliações
- Programa de Remediação Fonológica AssociadoDocumento8 páginasPrograma de Remediação Fonológica AssociadoNicole LarissaAinda não há avaliações
- 05 HigienizacaodeutensiliosequipamentoseareafisicaDocumento36 páginas05 HigienizacaodeutensiliosequipamentoseareafisicaMay MouraAinda não há avaliações
- Conformidade Legal - FORMULÁRIODocumento5 páginasConformidade Legal - FORMULÁRIOWelington Rodrigues CostaAinda não há avaliações
- Manual de Produção - CaterpillarDocumento1.095 páginasManual de Produção - Caterpillargadunhastuga95% (42)
- Controle Do Treinamento de Corredores de VelocidadeDocumento31 páginasControle Do Treinamento de Corredores de Velocidadesamumarques7400Ainda não há avaliações
- Clima Organizacional ResumoDocumento2 páginasClima Organizacional ResumowlpvjrAinda não há avaliações
- Mothership - RPG Horror EspacialDocumento68 páginasMothership - RPG Horror EspacialEverson Jacinto83% (6)
- Supervised Learning (SB Kotsiantis)Documento20 páginasSupervised Learning (SB Kotsiantis)ANTONIO LISTER AZEVEDO SOUSAAinda não há avaliações
- Check list de auditoria da ISO TS 16949 e ISO 9001Documento56 páginasCheck list de auditoria da ISO TS 16949 e ISO 9001Rosane Marques da Rosa100% (1)
- Treinamento de Habilidades Sociais no TEADocumento3 páginasTreinamento de Habilidades Sociais no TEAAna Carolina da Cunha0% (1)
- Portfolio UNOPARDocumento15 páginasPortfolio UNOPARTonny Barbosa0% (1)
- Manual Do Preceptor 2017 SbotDocumento160 páginasManual Do Preceptor 2017 SbotLeila FortesAinda não há avaliações
- Procedimento Operacional Padrão: Assunto: Equipamento de Proteção Individual - EpiDocumento5 páginasProcedimento Operacional Padrão: Assunto: Equipamento de Proteção Individual - EpiCleytson Cordeiro da SilvaAinda não há avaliações
- Relatório de Estágio em Prefeitura MunicipalDocumento10 páginasRelatório de Estágio em Prefeitura MunicipalClaudia TassottiAinda não há avaliações
- Apostila Básico WinthorDocumento231 páginasApostila Básico Winthorgkbergami75% (4)
- Apostila Técnica de VendasDocumento37 páginasApostila Técnica de VendasLílianCastroAinda não há avaliações
- RT Informa - N. 13 FEVEREIRO - NR 38 - Limpeza UrbanaDocumento8 páginasRT Informa - N. 13 FEVEREIRO - NR 38 - Limpeza UrbanaSOMA Consultoria e TreinamentosAinda não há avaliações
- Análise EMG remada baixaDocumento6 páginasAnálise EMG remada baixaThiago LealAinda não há avaliações
- Check list de auditoria para gestão da qualidadeDocumento32 páginasCheck list de auditoria para gestão da qualidadeRubiane Vieira de SáAinda não há avaliações
- Treinamento Intervalado e Seu Poder Na Perda de Gordura!Documento4 páginasTreinamento Intervalado e Seu Poder Na Perda de Gordura!Carlos MinguiniAinda não há avaliações
- Cristina Werkema Auth. Perguntas e Respostas Sobre o Lean Seis Sigma PDFDocumento220 páginasCristina Werkema Auth. Perguntas e Respostas Sobre o Lean Seis Sigma PDFRicardo100% (2)
- Apostila WorkMotorDocumento75 páginasApostila WorkMotorlucianovs7Ainda não há avaliações
- Fabio Luiz RincoskiDocumento45 páginasFabio Luiz RincoskiKaius CruzAinda não há avaliações
- Classificação de clientes, preços de diamantes e imagens usando redes neuraisDocumento5 páginasClassificação de clientes, preços de diamantes e imagens usando redes neuraisIgor FeitalAinda não há avaliações
- Modelo Do ProjetoDocumento3 páginasModelo Do ProjetoMarques Eugénio SamboAinda não há avaliações
- Perfil Técnico FitnessDocumento5 páginasPerfil Técnico FitnessTelmo ReisAinda não há avaliações