Você também pode gostar
- Motor DesmontagemDocumento21 páginasMotor DesmontagemJanderson LacerdaAinda não há avaliações
- D6D - Cabeçote, RecondicionamentoDocumento9 páginasD6D - Cabeçote, RecondicionamentoAparecidaMarques100% (1)
- Accelo 915Documento3 páginasAccelo 915FLAVIO .DANIELAinda não há avaliações
- TC5090.Sec.14 Sistema Hidráulico Cap3 DireçaoDocumento17 páginasTC5090.Sec.14 Sistema Hidráulico Cap3 DireçaoFernando OrlandoAinda não há avaliações
- Canister de Emissoes Evaporativas Remocao e InstalacaoDocumento8 páginasCanister de Emissoes Evaporativas Remocao e InstalacaoMatheus MacielAinda não há avaliações
- Manual Montagem CHT ECDocumento25 páginasManual Montagem CHT ECEder JacóAinda não há avaliações
- VOLVO PENTA TAD 1640 1641 1642 GE TAD 1641 1642 VE (151 180) .En - PTDocumento30 páginasVOLVO PENTA TAD 1640 1641 1642 GE TAD 1641 1642 VE (151 180) .En - PTjuarez5geronimosilvaAinda não há avaliações
- Motor D7E - Cabecote - Cabecote, RecondicionamentoDocumento9 páginasMotor D7E - Cabecote - Cabecote, RecondicionamentoAparecidaMarquesAinda não há avaliações
- 5003 OrbitrolDocumento14 páginas5003 OrbitrolRenato Assis da Silva50% (2)
- MSBH 220 02 05 02Documento9 páginasMSBH 220 02 05 02Helton NevesAinda não há avaliações
- Bomba CentrifugaDocumento7 páginasBomba Centrifuga178317Ainda não há avaliações
- Mecanismo Reparação CAIXA DIREÇÃODocumento11 páginasMecanismo Reparação CAIXA DIREÇÃOleaokamikaze100% (2)
- Ilide - Info Manual Motor VW A Ar PRDocumento1 páginaIlide - Info Manual Motor VW A Ar PRRodrigoAinda não há avaliações
- Accelo 915Documento3 páginasAccelo 915FLAVIO .DANIELAinda não há avaliações
- AR1330B0001BDocumento13 páginasAR1330B0001Bgeronimojuarez179Ainda não há avaliações
- Localização Dos Solenoides E Mapeamento Do Conector Do Módulo Slc1 Slc2 Slc3 Slb1 S2 SLT S1Documento26 páginasLocalização Dos Solenoides E Mapeamento Do Conector Do Módulo Slc1 Slc2 Slc3 Slb1 S2 SLT S1Carlos Carol100% (5)
- Manual de Operação - HHW-2JDocumento8 páginasManual de Operação - HHW-2JBruno CastroAinda não há avaliações
- Cilindro-Mestre Da Embreagem - Remocao e Instalacao PDFDocumento3 páginasCilindro-Mestre Da Embreagem - Remocao e Instalacao PDFBruno SoutoAinda não há avaliações
- Manual Ford RangerDocumento24 páginasManual Ford RangerWilson Paulo O J75% (4)
- Redução r780 Descrição de Serviço PGRDocumento56 páginasRedução r780 Descrição de Serviço PGRRafa Santos100% (2)
- AR0530B3511HDocumento6 páginasAR0530B3511Hwashingtonpereiradesouza650Ainda não há avaliações
- VOLVO PENTA TAD 1640 1641 1642 GE TAD 1641 1642 VE (091 120) .En - PTDocumento30 páginasVOLVO PENTA TAD 1640 1641 1642 GE TAD 1641 1642 VE (091 120) .En - PTjuarez5geronimosilvaAinda não há avaliações
- MOTOR D4D - Cabeçote - Desmontagem e MontagemDocumento8 páginasMOTOR D4D - Cabeçote - Desmontagem e MontagemDiêgo MarcosAinda não há avaliações
- Bomba Reparação - DHBDocumento8 páginasBomba Reparação - DHBAlexandre100% (1)
- CAT2Documento4 páginasCAT2Railson CarvalhoAinda não há avaliações
- MSBH 220 03 05 03Documento4 páginasMSBH 220 03 05 03Helton NevesAinda não há avaliações
- MSBH 220 03 05 05Documento4 páginasMSBH 220 03 05 05Helton NevesAinda não há avaliações
- Manual de Serviço CB400 - CarburadorDocumento10 páginasManual de Serviço CB400 - Carburadordr_crpo50% (2)
- MOTOR D4D - Cabeçote - Extração e ReposiçãoDocumento10 páginasMOTOR D4D - Cabeçote - Extração e ReposiçãoDiêgo MarcosAinda não há avaliações
- Manual de Serviços CB-400Documento13 páginasManual de Serviços CB-400marcelo.Ainda não há avaliações
- 337946187-Manual-Servicos-LT50-LT60-Rev2 OK B ELEZA OKJDocumento40 páginas337946187-Manual-Servicos-LT50-LT60-Rev2 OK B ELEZA OKJPaulo LamasAinda não há avaliações
- AR0130B5800DDocumento8 páginasAR0130B5800Dgeronimojuarez179Ainda não há avaliações
- MSBH 220 03 06Documento4 páginasMSBH 220 03 06Helton NevesAinda não há avaliações
- Técnicas de Reparação de Motor Mercedes Benz OM 366 PDFDocumento148 páginasTécnicas de Reparação de Motor Mercedes Benz OM 366 PDFDebora82% (28)
- Procedimento: Desmontar E Montar O Compressor BitzerDocumento26 páginasProcedimento: Desmontar E Montar O Compressor BitzerRony Garcia100% (1)
- PDF Motor Om Serie 900.Documento69 páginasPDF Motor Om Serie 900.Rafael Pereira100% (12)
- Manual Gaveta PDFDocumento11 páginasManual Gaveta PDFIeve FerreiraAinda não há avaliações
- Manutenção Perfuratriz HL820STDocumento25 páginasManutenção Perfuratriz HL820STTHIAGO ARAUJO100% (2)
- NBR 10285 - 2003 - Válvulas Industriais - TerminologiaDocumento28 páginasNBR 10285 - 2003 - Válvulas Industriais - TerminologiaMiguel SerraAinda não há avaliações
- Motor HydroDocumento8 páginasMotor HydroRogerio SilvaAinda não há avaliações
- 619 Al4 ManualDocumento47 páginas619 Al4 Manualchoco84100% (11)
- Bomba Dagua Motor 20l FlexDocumento4 páginasBomba Dagua Motor 20l FlexaugustonicoletirpcAinda não há avaliações
- Manual de Manutenção Do Soprador de Fuligem Retrátil LongoDocumento19 páginasManual de Manutenção Do Soprador de Fuligem Retrátil LongosantosAinda não há avaliações
- Manual Técnicas Reparação Motor OM 366LADocumento148 páginasManual Técnicas Reparação Motor OM 366LAPatrick Oliveira100% (3)
- Sistema Hidráulico DireçãoDocumento21 páginasSistema Hidráulico DireçãoMateus EugênioAinda não há avaliações
- MSBH 220 03 05 04Documento4 páginasMSBH 220 03 05 04Helton NevesAinda não há avaliações
- GRS905Documento84 páginasGRS905paulo100% (6)
- SKF 5 Atuadores Hidraulicos Cilindros e EscravoDocumento2 páginasSKF 5 Atuadores Hidraulicos Cilindros e EscravoberguebergueAinda não há avaliações
- 030410pb ScaniaDocumento36 páginas030410pb ScaniaTeofilo Paredes Cosme100% (3)
- 2 Parte - I-Shift VolvoDocumento67 páginas2 Parte - I-Shift VolvoCRISTIANO PRUSCHAinda não há avaliações
- Manual de Serviço Refrigerador Frost Free DC33 DC33A DC34A DC35Documento44 páginasManual de Serviço Refrigerador Frost Free DC33 DC33A DC34A DC35rfdrive 2020100% (1)
- MR 02-Motor Cursor 9 Trakker e Stralis - Parte 4Documento31 páginasMR 02-Motor Cursor 9 Trakker e Stralis - Parte 4aloisio bacherAinda não há avaliações
- Sec 10 C 02Documento13 páginasSec 10 C 02vitrinetecnicaAinda não há avaliações
- Caixa de Ar Do Sistema de Aquecimento e A - CDocumento10 páginasCaixa de Ar Do Sistema de Aquecimento e A - CGilberto Da Silva LimaAinda não há avaliações
- Treinamento Valvulas Hidraulicas CaterpillarDocumento50 páginasTreinamento Valvulas Hidraulicas CaterpillarJúlia Campos75% (8)
- Conjunto Filtro de Ar e Elemento Filtrante Remocao e InstalacaoDocumento7 páginasConjunto Filtro de Ar e Elemento Filtrante Remocao e InstalacaoGilberto Da Silva LimaAinda não há avaliações
- Injetor (B421, B422, B423, B424, B425, B426)Documento4 páginasInjetor (B421, B422, B423, B424, B425, B426)daniel_jorge_10Ainda não há avaliações
- 09 Cabecote-Valvulas NXR160Documento23 páginas09 Cabecote-Valvulas NXR160Diogo100% (2)
- Perkins 6354Documento2 páginasPerkins 6354Victor Noschang100% (1)
- Tabela de Parede Linha Diesel 2012Documento26 páginasTabela de Parede Linha Diesel 2012Victor NoschangAinda não há avaliações
- Tabela de Torque ScaniaDocumento8 páginasTabela de Torque ScaniaVictor NoschangAinda não há avaliações
- 2016 04 08 Mahle Catalogo Informacoes Tecnicas 2016 PDFDocumento210 páginas2016 04 08 Mahle Catalogo Informacoes Tecnicas 2016 PDFFelipe Marques0% (1)
- Tabela de Torque ScaniaDocumento8 páginasTabela de Torque ScaniaVictor NoschangAinda não há avaliações
- Trocador de Calor ALFA LAVAL M3Documento2 páginasTrocador de Calor ALFA LAVAL M3LIVIAAinda não há avaliações
- Curso: Licenciatura em Matemática Período: 3 Disciplina: Geometria Analítica Professor: Nícolas Mota Aluno (A) : Atividade Avaliativa 02Documento1 páginaCurso: Licenciatura em Matemática Período: 3 Disciplina: Geometria Analítica Professor: Nícolas Mota Aluno (A) : Atividade Avaliativa 02Victor NoschangAinda não há avaliações
- Catálogo Peças SMC 104-106-108 PortuguesDocumento32 páginasCatálogo Peças SMC 104-106-108 PortuguesVictor NoschangAinda não há avaliações
- Junta Metálica - DimensionamentoDocumento6 páginasJunta Metálica - DimensionamentoBrenno CorrêaAinda não há avaliações
- Lista Ciencia Dos MateriaisDocumento3 páginasLista Ciencia Dos MateriaisVictor NoschangAinda não há avaliações
- Mtu - Documentação Técnica: ServiceDocumento97 páginasMtu - Documentação Técnica: ServiceFABRICIO AMORIM DA SILVAAinda não há avaliações
- Apostila - Operador Mecânico de HidrojatoDocumento57 páginasApostila - Operador Mecânico de HidrojatoVictor Noschang83% (6)
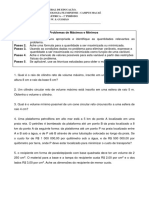
- Problemas de OtimizaçãoDocumento4 páginasProblemas de OtimizaçãoVictor NoschangAinda não há avaliações
- UntitledDocumento3 páginasUntitledVictor NoschangAinda não há avaliações
- Seminario YasminDocumento8 páginasSeminario YasminVictor NoschangAinda não há avaliações
- X FX X Z Z FZ Z W FW W: - Determine A Equação Da Reta Tangente EmDocumento1 páginaX FX X Z Z FZ Z W FW W: - Determine A Equação Da Reta Tangente EmVictor NoschangAinda não há avaliações
- Lista 2 A Atividade ATPEng EletrDocumento2 páginasLista 2 A Atividade ATPEng EletrVictor NoschangAinda não há avaliações
- Resumo Dos Métodos GráficosDocumento1 páginaResumo Dos Métodos GráficosVictor NoschangAinda não há avaliações
- RFQ 22-04000809Documento3 páginasRFQ 22-04000809Victor NoschangAinda não há avaliações
- Rti Outubro2021Documento92 páginasRti Outubro2021sandro luis vieiraAinda não há avaliações
- Ricardo Reis - Heterónimo de Fernando PessoaDocumento2 páginasRicardo Reis - Heterónimo de Fernando PessoaAluno Leticia Rocha ValeAinda não há avaliações
- Raciocínio Lógico Matemático Sentencial CESPE-UnB PDFDocumento11 páginasRaciocínio Lógico Matemático Sentencial CESPE-UnB PDFErick MouraAinda não há avaliações
- Avc 1 - 2018-1 Implementação, Certificação e Manutenção Da NBR Iso 9001 No Contexto Hospitalar...Documento24 páginasAvc 1 - 2018-1 Implementação, Certificação e Manutenção Da NBR Iso 9001 No Contexto Hospitalar...Cleverson Franco100% (1)
- Introduçao - Dinâmica Das EstruturasDocumento50 páginasIntroduçao - Dinâmica Das EstruturasBárbara CamposAinda não há avaliações
- 10 - Deus e Universo - Pietro Ubaldi (Volume Revisado e Formatado em PDF para Ipad - Tablet - E-Reader)Documento254 páginas10 - Deus e Universo - Pietro Ubaldi (Volume Revisado e Formatado em PDF para Ipad - Tablet - E-Reader)Glen Peach100% (4)
- Musculação Do Iniciante Ao Avançado PDFDocumento20 páginasMusculação Do Iniciante Ao Avançado PDFTiago FerreiraAinda não há avaliações
- Capítulo 9. Teoria de JogosDocumento5 páginasCapítulo 9. Teoria de JogosJoão Victor Machado TrindadeAinda não há avaliações
- Desenho Realista - Como Usar o GrafiteDocumento24 páginasDesenho Realista - Como Usar o GrafiteVanessa Silva80% (5)
- 1 Astrologia e PsicologiaDocumento33 páginas1 Astrologia e PsicologiaCristina GameiroAinda não há avaliações
- 2° Prova 7° Ano 4° BimestreDocumento2 páginas2° Prova 7° Ano 4° BimestreElielson Dos Santos FernandesAinda não há avaliações
- Raciocínio Lógico SuperiorDocumento42 páginasRaciocínio Lógico SuperiorEdneia Rodrigues Do Nascimento100% (1)
- Ana Luiza Costa FGV CpdocDocumento107 páginasAna Luiza Costa FGV CpdoccorreiojmAinda não há avaliações
- Edital de Participação - 7 RetificaçãoDocumento1 páginaEdital de Participação - 7 RetificaçãoAna Lívia MoreiraAinda não há avaliações
- 2 - Controle de Qualidade Na Farmacia MagistralDocumento71 páginas2 - Controle de Qualidade Na Farmacia Magistralphaela_ma100% (1)
- A Violência em "Rosso Malpelo" de Giovanni VergaDocumento9 páginasA Violência em "Rosso Malpelo" de Giovanni VergajorgedlopesAinda não há avaliações
- UC7 RA3 AbortoDocumento5 páginasUC7 RA3 AbortoMaffy SilvaAinda não há avaliações
- Eletromagnetismo 2Documento4 páginasEletromagnetismo 2patrick1984100% (1)
- Microsoft Word - SINTESE SOBRE DISTRIBUIÇAO, ABUNDANCIA, POTENCIAL PESQUEIRO E BIOLOGIA DA LAGOSTE DO NORDESTE DO BRASILDocumento23 páginasMicrosoft Word - SINTESE SOBRE DISTRIBUIÇAO, ABUNDANCIA, POTENCIAL PESQUEIRO E BIOLOGIA DA LAGOSTE DO NORDESTE DO BRASILcelio soaresAinda não há avaliações
- Aula - Introdução À Educação Do CampoDocumento13 páginasAula - Introdução À Educação Do CampoAstrogildo de FrançaAinda não há avaliações
- Estruturas de Madeira 05bDocumento12 páginasEstruturas de Madeira 05bMarcelo Issler Ferreira SousaAinda não há avaliações
- Fichas de Matematica 2º AnoDocumento15 páginasFichas de Matematica 2º AnoAlzira Mesquita0% (2)
- Teste Ciências Da NaturezaDocumento2 páginasTeste Ciências Da NaturezaMarisaAinda não há avaliações
- Dissertação Isadora de AlbuquerqueDocumento43 páginasDissertação Isadora de AlbuquerqueIvyAinda não há avaliações
- HOBSBAWM, Eric A Era Das RevoluçõesDocumento43 páginasHOBSBAWM, Eric A Era Das Revoluçõesantonio felipe oliveira do nascimentoAinda não há avaliações
- BITTENCOURT, Circe. Ensino de História Da América.Documento2 páginasBITTENCOURT, Circe. Ensino de História Da América.Arthur CurveloAinda não há avaliações
- Barros Mangueiras Ii 2018 CatalogoDocumento18 páginasBarros Mangueiras Ii 2018 CatalogoPaulo Sergio Utinetti0% (1)
- Caderno de Exercicios Excel 2007Documento12 páginasCaderno de Exercicios Excel 2007Paulo Jose de Lima100% (2)
- Aula 4 - Método de Crout e CholeskyDocumento6 páginasAula 4 - Método de Crout e CholeskynarlochosvaldoAinda não há avaliações
- Filosofos ContratualistasDocumento2 páginasFilosofos Contratualistasricardoprimo456Ainda não há avaliações