Você também pode gostar
- Pentest em Redes de Computadore - Royce DavisDocumento418 páginasPentest em Redes de Computadore - Royce Davisdiegobastos88Ainda não há avaliações
- Relatório 2-FresamentoDocumento24 páginasRelatório 2-FresamentoBeatriz PiresAinda não há avaliações
- Relatório Usinagem - TorneamentoDocumento31 páginasRelatório Usinagem - TorneamentoJúlia Feliciano83% (6)
- E-Book Cálculo de Curva Torno AutomáticoDocumento22 páginasE-Book Cálculo de Curva Torno AutomáticoLucas ManoelAinda não há avaliações
- Profetas Maiores Josue Brandao Apostila MedioDocumento25 páginasProfetas Maiores Josue Brandao Apostila MedioEMERSON ROCHA100% (1)
- Alfa4port Solucoes Livro Fichas-3Documento8 páginasAlfa4port Solucoes Livro Fichas-3Sérgio Mélice83% (12)
- Relatorio de Fresa, Torno e Fromação de CavacoDocumento13 páginasRelatorio de Fresa, Torno e Fromação de CavacoLuiz Henrique Torres CostaAinda não há avaliações
- Fufpb T19 Suspensão Relatorio-4m-GarfoDocumento5 páginasFufpb T19 Suspensão Relatorio-4m-GarfoHugo GuedesAinda não há avaliações
- Fufpb - T19 - Suspensão - Relatorio-4m-Eixo Do PinhãoDocumento6 páginasFufpb - T19 - Suspensão - Relatorio-4m-Eixo Do PinhãoHugo GuedesAinda não há avaliações
- Fufpb - T19 - Suspensão - Relatorio-4m-Eixo Do PinhãoDocumento6 páginasFufpb - T19 - Suspensão - Relatorio-4m-Eixo Do PinhãoHugo GuedesAinda não há avaliações
- Apostila de TorneariaDocumento63 páginasApostila de Torneariagabriel costaAinda não há avaliações
- Processo de Fabricação - Mecânica - SENAIDocumento35 páginasProcesso de Fabricação - Mecânica - SENAIsalpaiAinda não há avaliações
- TorneamentoDocumento28 páginasTorneamentoGerardo Jose Bravo TorresAinda não há avaliações
- Relatório - Fresagem de EngrenagemDocumento19 páginasRelatório - Fresagem de EngrenagemJosé GomesAinda não há avaliações
- Cópia de Relatorio Introduçao A Fabricaco MecanicaDocumento11 páginasCópia de Relatorio Introduçao A Fabricaco Mecanicaemanuel.barbosaAinda não há avaliações
- Resumo Sobre Torno Horizontal UniversalDocumento5 páginasResumo Sobre Torno Horizontal UniversalbecstudiesAinda não há avaliações
- Operações em Torno UniversalDocumento15 páginasOperações em Torno UniversalmfjacobAinda não há avaliações
- Torneiro Mecanico APOSDocumento25 páginasTorneiro Mecanico APOSGeovany Amador Soares0% (1)
- Trabalho de Tecnologia MecanicaDocumento13 páginasTrabalho de Tecnologia MecanicaJuninho AnaniasAinda não há avaliações
- QuestionárioDocumento0 páginaQuestionárioFellipe EleuterioAinda não há avaliações
- TPI - 14 - Processos de Manufatura Por Remoção de Material - Usinagem - AULA 02Documento70 páginasTPI - 14 - Processos de Manufatura Por Remoção de Material - Usinagem - AULA 02igorAinda não há avaliações
- 2-Exercício de Usinagem e Soldagem - ResoluçãoDocumento2 páginas2-Exercício de Usinagem e Soldagem - ResoluçãoDarcílius SousaAinda não há avaliações
- 22-Proc - Fabricação - Acessórios para TorneamentoDocumento9 páginas22-Proc - Fabricação - Acessórios para TorneamentoGregory Aguilera LopesAinda não há avaliações
- Relatório - FRESADocumento10 páginasRelatório - FRESAThiago TrovaoAinda não há avaliações
- 5 FTM TorneamentoDocumento13 páginas5 FTM TorneamentoEdmundo Oliveira100% (1)
- ATv 02Documento4 páginasATv 02Francisca Sousa50% (2)
- Lista de Exercícios - Usinagem Dos MetaisDocumento5 páginasLista de Exercícios - Usinagem Dos MetaisAldo BarbosaAinda não há avaliações
- It.034 - Instrução de TrabalhoDocumento9 páginasIt.034 - Instrução de TrabalhovaskolinoAinda não há avaliações
- Relatório - Fabricação de EngrenagensDocumento11 páginasRelatório - Fabricação de EngrenagensJohn BarretoAinda não há avaliações
- Torneamento ConvencionalDocumento13 páginasTorneamento ConvencionalJessica NovelliAinda não há avaliações
- Introdução Ao Processo de TorneamentoDocumento17 páginasIntrodução Ao Processo de TorneamentoMayke SilvaAinda não há avaliações
- Torneamento ConvencionalDocumento13 páginasTorneamento ConvencionalLucas ZavistanoviczAinda não há avaliações
- Lista Primeira Prova de Usinagem Zé Hilton UFPBDocumento5 páginasLista Primeira Prova de Usinagem Zé Hilton UFPBLuciano PintoAinda não há avaliações
- Aula 2 - TorneamentoDocumento34 páginasAula 2 - TorneamentoHudson AlvesAinda não há avaliações
- Introdução Aos Processos de Usinagem (Fresamento)Documento23 páginasIntrodução Aos Processos de Usinagem (Fresamento)matheus.567aAinda não há avaliações
- Redutor Ortogonal R6Documento16 páginasRedutor Ortogonal R6Sem barganhaAinda não há avaliações
- Relatório de Visita Técnica N 2 CEUMADocumento9 páginasRelatório de Visita Técnica N 2 CEUMAheder mendesAinda não há avaliações
- Roteiro - Pena Do MarteloDocumento3 páginasRoteiro - Pena Do MarteloThamires BustillosAinda não há avaliações
- Gamas de Maquinagem (2517)Documento30 páginasGamas de Maquinagem (2517)Rafael Marques FerreiraAinda não há avaliações
- Montagem e Desmontagem de RolamentosDocumento11 páginasMontagem e Desmontagem de RolamentosMateus ConteAinda não há avaliações
- Reflexao 5837 e 5805 - Maquinação Ferramentas de Corte e Lubrificação e Maquinação Introdução PDFDocumento3 páginasReflexao 5837 e 5805 - Maquinação Ferramentas de Corte e Lubrificação e Maquinação Introdução PDFprofcmAinda não há avaliações
- Processos Industriais - Aula Atividade 1Documento3 páginasProcessos Industriais - Aula Atividade 1Hellen SantsAinda não há avaliações
- It - FerramentariaDocumento6 páginasIt - FerramentariaandersonpericlesAinda não há avaliações
- Fundamentos de UsinagemDocumento23 páginasFundamentos de UsinagemCleverton LopesAinda não há avaliações
- Maquinas e Ferramentas Torno Fresadora FuradeiraDocumento51 páginasMaquinas e Ferramentas Torno Fresadora FuradeiraAdailson Morais100% (1)
- Técnicas de Intervenção II 1Documento124 páginasTécnicas de Intervenção II 1Antônio Carlos Fernandes da SilvaAinda não há avaliações
- Relatorio Final.v2Documento21 páginasRelatorio Final.v2yguzimAinda não há avaliações
- Apostila - Usinagem ConvencionalDocumento104 páginasApostila - Usinagem ConvencionaleinsteinmobiAinda não há avaliações
- Formatação Final RelatorioDocumento18 páginasFormatação Final RelatorioKyara OliveiraAinda não há avaliações
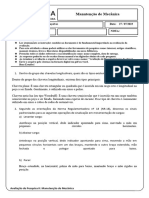
- Avaliação de Pesquisa IIDocumento8 páginasAvaliação de Pesquisa IImatheus.649Ainda não há avaliações
- Mapa - Usinagem e ConformaçãoDocumento9 páginasMapa - Usinagem e ConformaçãoHerbio BarbosaAinda não há avaliações
- Apostila Ajustagem10 PDFDocumento46 páginasApostila Ajustagem10 PDFThiago HermesAinda não há avaliações
- Aula Torno CNCDocumento42 páginasAula Torno CNCAllander AnjosAinda não há avaliações
- Ferramentas Rotativas Conforme NR12Documento19 páginasFerramentas Rotativas Conforme NR12Raí MotaAinda não há avaliações
- Relatório Usinagem Tec III - Prática 3Documento13 páginasRelatório Usinagem Tec III - Prática 3Samuel MonteiroAinda não há avaliações
- Relatorio JunussoDocumento12 páginasRelatorio JunussoBraiton antonioAinda não há avaliações
- (2016) Unidade 5 - FuraçãoDocumento149 páginas(2016) Unidade 5 - FuraçãopnlagosAinda não há avaliações
- Manual Do GHD 7002Documento8 páginasManual Do GHD 7002GabrielAinda não há avaliações
- Azdoc - Tips Apostilas em PDF Do Senai 34 PF TorneamentoDocumento14 páginasAzdoc - Tips Apostilas em PDF Do Senai 34 PF TorneamentoCarlos NogueiraAinda não há avaliações
- Projetos Com Stm8s103f3 Programado Em Arduino - Parte XxiiiNo EverandProjetos Com Stm8s103f3 Programado Em Arduino - Parte XxiiiAinda não há avaliações
- Scribd Atividade para o 9º Ano Complementação de NotaDocumento1 páginaScribd Atividade para o 9º Ano Complementação de NotaEdiana Oliveira Amorim CardosoAinda não há avaliações
- Charges de Infancia - Escolarização Da Infância - Nas Charges de Francesco TonucciDocumento19 páginasCharges de Infancia - Escolarização Da Infância - Nas Charges de Francesco TonucciKeelzinhaaaAinda não há avaliações
- RP - 24751D Valvulas BoshDocumento24 páginasRP - 24751D Valvulas BoshAndré Mendes PereiraAinda não há avaliações
- Móveis - Ferragens e Acessórios - Dispositivos de Fechamento e Limitadores de MovimentoDocumento10 páginasMóveis - Ferragens e Acessórios - Dispositivos de Fechamento e Limitadores de MovimentoDanilo CarlosAinda não há avaliações
- O Endomarketing Consiste em Ações de Marketing Dirigidas Ao Público Interno Da Empresa Ou OrganizaçãoDocumento6 páginasO Endomarketing Consiste em Ações de Marketing Dirigidas Ao Público Interno Da Empresa Ou OrganizaçãoKayombo CristoAinda não há avaliações
- Superinteresante - O Novo ObscurantismoDocumento80 páginasSuperinteresante - O Novo Obscurantismoaws vpnAinda não há avaliações
- Agravo Interno - PraticaDocumento5 páginasAgravo Interno - PraticaLéo vianaAinda não há avaliações
- 3 - Emendas ÓpticasDocumento31 páginas3 - Emendas ÓpticasVinicius SantosAinda não há avaliações
- A Reforma Protestante e Sua Relação Com o Pensamento ModernoDocumento42 páginasA Reforma Protestante e Sua Relação Com o Pensamento ModernoConhecerAinda não há avaliações
- Cadernos CEDOUA Direito ComunitarioDocumento61 páginasCadernos CEDOUA Direito Comunitariocatarinaqal321Ainda não há avaliações
- NomeDocumento6 páginasNomeKelry VasconcelosAinda não há avaliações
- Cadeias Produtivas Do Agronegócio Ii: Ronei Tiago SteinDocumento21 páginasCadeias Produtivas Do Agronegócio Ii: Ronei Tiago Steingustavojhonattan99Ainda não há avaliações
- Atendente de Farmacia - Escolegis RDocumento54 páginasAtendente de Farmacia - Escolegis RJânio PimentelAinda não há avaliações
- 1w Felizarda Evolucao Do Pensamento HistoricoDocumento10 páginas1w Felizarda Evolucao Do Pensamento HistoricoMan XillaAinda não há avaliações
- Baixado de Buscador de ManuaisDocumento63 páginasBaixado de Buscador de ManuaisLucas SousaAinda não há avaliações
- Manso e HumildeDocumento3 páginasManso e HumildeCamila RamosAinda não há avaliações
- A Busca Do Jesus HistóricoDocumento8 páginasA Busca Do Jesus Históricopedro_2009Ainda não há avaliações
- Teste 1Documento1 páginaTeste 1Claudia LacerdaAinda não há avaliações
- Politicas LeisDocumento33 páginasPoliticas LeisAmílcar MagengeAinda não há avaliações
- Desmaterializacao Campo Expandido 1183-1189Documento10 páginasDesmaterializacao Campo Expandido 1183-1189Adonis Pantazopoulos100% (1)
- Rev6 ManualServico LPH-35-37-50 PTDocumento28 páginasRev6 ManualServico LPH-35-37-50 PTdocssoldaAinda não há avaliações
- Ata Leilao 2023 900100 1Documento3 páginasAta Leilao 2023 900100 1Nelson Augusto MarrettoAinda não há avaliações
- Diversidade e o Campo Da Educação - Relatos de PesquisaDocumento198 páginasDiversidade e o Campo Da Educação - Relatos de PesquisaAntonioSardAinda não há avaliações
- Denver Tec 100Documento3 páginasDenver Tec 100logus10Ainda não há avaliações
- Declinação Da Língua AlemãDocumento3 páginasDeclinação Da Língua AlemãLara Stein100% (1)
- A Lenda Do GirassolDocumento4 páginasA Lenda Do Girassoladrianofurini50% (2)
- Mercados Do Amanhã - Atividade IDocumento3 páginasMercados Do Amanhã - Atividade IprdanieloliveiraAinda não há avaliações