Você também pode gostar
- NBR 5580Documento6 páginasNBR 5580Inspetor Soldagem100% (1)
- Defeitos em Soldagem PDFDocumento32 páginasDefeitos em Soldagem PDFFernando VittoAinda não há avaliações
- Aços Inoxidáveis - Corrosão E Métodos Para DetecçãoNo EverandAços Inoxidáveis - Corrosão E Métodos Para DetecçãoAinda não há avaliações
- Mecânica - Materiais Metalicos e Não-Metalicos - SENAIDocumento44 páginasMecânica - Materiais Metalicos e Não-Metalicos - SENAIMarco Paulo Vilela RochaAinda não há avaliações
- NBR 14050.1998 - Sistemas de Revestimentos de Alto DesempenhDocumento32 páginasNBR 14050.1998 - Sistemas de Revestimentos de Alto DesempenhCruz Willian100% (2)
- Aula de Processos de FabricaçãoDocumento72 páginasAula de Processos de FabricaçãoGeovana Pires Araujo LimaAinda não há avaliações
- Exercicios Resolvidos Metalografia Soldagem PDFDocumento4 páginasExercicios Resolvidos Metalografia Soldagem PDFCosme MicaelAinda não há avaliações
- Revisão - SoldagemDocumento38 páginasRevisão - SoldagemADRIANOAinda não há avaliações
- 02-Projetista de Tubulação - II-MATERIAIS - BDocumento119 páginas02-Projetista de Tubulação - II-MATERIAIS - BLuis Barbo100% (1)
- Processo de Fabricação Por MetalurgiaDocumento74 páginasProcesso de Fabricação Por MetalurgialndpiAinda não há avaliações
- Aula 2 Processo de FundicaoDocumento70 páginasAula 2 Processo de FundicaoThiago O PontesAinda não há avaliações
- 8 - Aderencia e Ancoragem PDFDocumento13 páginas8 - Aderencia e Ancoragem PDFFayad2Ainda não há avaliações
- Defeitos de Fundição PDFDocumento71 páginasDefeitos de Fundição PDFMozart Costantin Hinterholz0% (1)
- Aula de Metalurgia Da SoldagemDocumento22 páginasAula de Metalurgia Da SoldagemDiego AraújoAinda não há avaliações
- Curso de Inspeção de Cabos de Aço e Cintas de IçamentoDocumento2 páginasCurso de Inspeção de Cabos de Aço e Cintas de Içamentoerick vinicius andradeAinda não há avaliações
- Lista de Exercícios Tec Sold IDocumento4 páginasLista de Exercícios Tec Sold IRaphael GachetAinda não há avaliações
- Questões Sobre ZF e ZACDocumento11 páginasQuestões Sobre ZF e ZACRenato CâmaraAinda não há avaliações
- Aula - Trincas e Ensaios de FissuraçãoDocumento59 páginasAula - Trincas e Ensaios de FissuraçãoÉrika De Oliveira SilvaAinda não há avaliações
- 004 - Fissuração À QuenteDocumento0 página004 - Fissuração À QuenteRival Coelho CoelhoAinda não há avaliações
- Danielle Moura LaminaçãoDocumento10 páginasDanielle Moura LaminaçãoDanielle BorgesAinda não há avaliações
- Fissuração Na SoldaduraDocumento11 páginasFissuração Na SoldaduraFilipa RochaAinda não há avaliações
- Trabalho-Trincas A QuenteDocumento9 páginasTrabalho-Trincas A QuentegiokniessAinda não há avaliações
- Apostila Metalurgia Da Soldagem - Fissuração Na SoldagemDocumento13 páginasApostila Metalurgia Da Soldagem - Fissuração Na Soldagemjefferson santosAinda não há avaliações
- Soldagem - Aula 05 - Unidade 2 - Seção 2.2Documento44 páginasSoldagem - Aula 05 - Unidade 2 - Seção 2.2rokayw1Ainda não há avaliações
- Escoamento e Patamar de EscoamentoDocumento5 páginasEscoamento e Patamar de EscoamentoClaudio Alves SouzaAinda não há avaliações
- Prova de Tratamentos TérmicosDocumento5 páginasProva de Tratamentos TérmicosEduardo Henriques D'CastroAinda não há avaliações
- CristalizaçãoDocumento16 páginasCristalizaçãoJoseana PossidonioAinda não há avaliações
- Fissura em Solda PDFDocumento55 páginasFissura em Solda PDFMateus Lichfett MachadoAinda não há avaliações
- Metalurgia Da SoldagemDocumento4 páginasMetalurgia Da SoldagemÉrica QueirozAinda não há avaliações
- Mecanismos de Deterioração-1Documento37 páginasMecanismos de Deterioração-1Raphael ConsAinda não há avaliações
- Trincas Causas e Metodos de Prevencao em Acos Estruturais SoldadosDocumento31 páginasTrincas Causas e Metodos de Prevencao em Acos Estruturais SoldadosTiago CamposAinda não há avaliações
- FundicaoDocumento25 páginasFundicaoFernando AlbertoAinda não há avaliações
- AULA 1 e 2 - Processos de FundiçãoDocumento23 páginasAULA 1 e 2 - Processos de FundiçãoThiago AfonsoAinda não há avaliações
- Lista 2 Fundição 14 em Diante RespostasDocumento10 páginasLista 2 Fundição 14 em Diante RespostasGuilherme AurelioAinda não há avaliações
- Aula 2 Processo de FundicaoDocumento35 páginasAula 2 Processo de FundicaoRaquel RochaAinda não há avaliações
- Capitulo 3Documento280 páginasCapitulo 3gambetzAinda não há avaliações
- Trinca A Frio em Arbl CR MoDocumento16 páginasTrinca A Frio em Arbl CR MocarecalcsmAinda não há avaliações
- Drosses em Ferro Fundido NodularDocumento14 páginasDrosses em Ferro Fundido NodularAnderson Morais100% (2)
- Trincas em SoldagemDocumento25 páginasTrincas em SoldagemMoises De Jesus MachadoAinda não há avaliações
- 2 Atividade - PCMDocumento6 páginas2 Atividade - PCMVinicius de Albuquerque MalheirosAinda não há avaliações
- Resumo de Fissuras e Problemas TípicosDocumento7 páginasResumo de Fissuras e Problemas TípicosFilipe CordeiroAinda não há avaliações
- FundiçãoDocumento14 páginasFundiçãoJoão LucasAinda não há avaliações
- P3Documento13 páginasP3gustavoAinda não há avaliações
- Corrosão IntergranularDocumento7 páginasCorrosão IntergranularEdson BAinda não há avaliações
- Fundição - PCM COMENTADODocumento45 páginasFundição - PCM COMENTADORodrigo AndradeAinda não há avaliações
- Soldagem - Fichamento LivroDocumento10 páginasSoldagem - Fichamento Livrovitor_alberto_7100% (1)
- Aula-Defeitos em SoldasDocumento92 páginasAula-Defeitos em SoldasDiego Sousa Silva100% (1)
- Lista de Exercícios N º1Documento15 páginasLista de Exercícios N º1ju_domin100% (1)
- Caracterização Mecânica e Microestrutural de Compósitos de Al2o3Documento12 páginasCaracterização Mecânica e Microestrutural de Compósitos de Al2o3Thiago Do Santos FerreiraAinda não há avaliações
- Aula 2 SoldagemDocumento47 páginasAula 2 Soldagememerson.gasparettoAinda não há avaliações
- Exercícios NíquelDocumento6 páginasExercícios NíquelVictor LimaAinda não há avaliações
- Resumos Fundição RosaDocumento13 páginasResumos Fundição RosaJosé C. RochaAinda não há avaliações
- Trica Frio QuenteDocumento8 páginasTrica Frio Quenteotavio stiehlerAinda não há avaliações
- Soldagem - Aula 04 - Unidade 2 - Seção 2.1Documento34 páginasSoldagem - Aula 04 - Unidade 2 - Seção 2.1rokayw1Ainda não há avaliações
- Sensitização Inox PDFDocumento8 páginasSensitização Inox PDFNayara NeresAinda não há avaliações
- Estudo Dos MateriaisDocumento39 páginasEstudo Dos MateriaisReginaldo AlvesAinda não há avaliações
- Abendiead Print Index - PHP Id 15&mod 5&impressao S PDFDocumento168 páginasAbendiead Print Index - PHP Id 15&mod 5&impressao S PDFWendel FernandesAinda não há avaliações
- Pilhas de Corrosao AulaDocumento285 páginasPilhas de Corrosao AulaTarcio SantanaAinda não há avaliações
- Aula 3 (Processos de Conformação Volumétrica - Laminação)Documento88 páginasAula 3 (Processos de Conformação Volumétrica - Laminação)TalwaniAinda não há avaliações
- Tratamento Térmico T4 - Solubilização e Envelhecimento de Ligas Al Com 3,5% Cu PDFDocumento16 páginasTratamento Térmico T4 - Solubilização e Envelhecimento de Ligas Al Com 3,5% Cu PDFleandroAinda não há avaliações
- 2-25 - Ligações DissimilaresDocumento40 páginas2-25 - Ligações DissimilaresDiogo CunhaAinda não há avaliações
- 2 16 Aços InoxidaveisDocumento44 páginas2 16 Aços InoxidaveisDiogo CunhaAinda não há avaliações
- 2 18 RevestimentosDocumento29 páginas2 18 RevestimentosDiogo CunhaAinda não há avaliações
- 2-15 - Introdução À CorrosãoDocumento66 páginas2-15 - Introdução À CorrosãoDiogo CunhaAinda não há avaliações
- 2-13 - Aplicações de Aços de Baixa Liga A Baixas TemperaturasDocumento32 páginas2-13 - Aplicações de Aços de Baixa Liga A Baixas TemperaturasDiogo CunhaAinda não há avaliações
- 2-9!2!10 - Aços Grão Fino e Tratados TermonecânicosDocumento52 páginas2-9!2!10 - Aços Grão Fino e Tratados TermonecânicosDiogo CunhaAinda não há avaliações
- 2 11 Caso Pratico FissuraçãoDocumento31 páginas2 11 Caso Pratico FissuraçãoDiogo CunhaAinda não há avaliações
- 2-4-Ligas e Diagramas de FasesDocumento29 páginas2-4-Ligas e Diagramas de FasesDiogo CunhaAinda não há avaliações
- 2-8 - Aços Não Ligados e Carbono ManganêsDocumento34 páginas2-8 - Aços Não Ligados e Carbono ManganêsDiogo CunhaAinda não há avaliações
- 2-7 - Estrutura Da Ligação SoldadaDocumento102 páginas2-7 - Estrutura Da Ligação SoldadaDiogo CunhaAinda não há avaliações
- 2-6 - Tratamentos Térmicos de Materiais de Base e Ligações SoldadasDocumento39 páginas2-6 - Tratamentos Térmicos de Materiais de Base e Ligações SoldadasDiogo CunhaAinda não há avaliações
- 2-8 - Aços Não Ligados e Carbono ManganêsDocumento34 páginas2-8 - Aços Não Ligados e Carbono ManganêsDiogo CunhaAinda não há avaliações
- 2-6 - Tratamentos Térmicos de Materiais de Base e Ligações SoldadasDocumento39 páginas2-6 - Tratamentos Térmicos de Materiais de Base e Ligações SoldadasDiogo CunhaAinda não há avaliações
- 2-3-Estruturas e Propriedades Dos MateriaisDocumento40 páginas2-3-Estruturas e Propriedades Dos MateriaisDiogo CunhaAinda não há avaliações
- Porta MoldesDocumento23 páginasPorta Moldesgui_nf6618Ainda não há avaliações
- TCC - II - Fernando Lemos-Final - RevisãoDocumento74 páginasTCC - II - Fernando Lemos-Final - RevisãoarThorAinda não há avaliações
- Metalografia de Ligas de NiDocumento55 páginasMetalografia de Ligas de NiWerner Arêdes MatosAinda não há avaliações
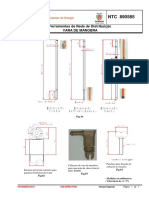
- Vara de ManobraDocumento7 páginasVara de ManobraJeferson NorbertoAinda não há avaliações
- Estádios de Utilização e Domínios de DeformaçãoDocumento17 páginasEstádios de Utilização e Domínios de DeformaçãoIsabela VilhenaAinda não há avaliações
- 2016 Lista de Publicacao - 01 A 30 JunDocumento7 páginas2016 Lista de Publicacao - 01 A 30 JunRenato César AndradeAinda não há avaliações
- Manual Geral Trocadores de Calor A Placas BERMODocumento64 páginasManual Geral Trocadores de Calor A Placas BERMOPatricio AbraaoAinda não há avaliações
- Acessorios Nexpro IvecoDocumento16 páginasAcessorios Nexpro IvecoCarlos AraujoAinda não há avaliações
- Projeto de Revisão ABNT NBR 12962 - Extintores de Incêndio - Inspeção e ManutençãoDocumento57 páginasProjeto de Revisão ABNT NBR 12962 - Extintores de Incêndio - Inspeção e ManutençãoMarcus Vinicius Fernandes Grossi67% (3)
- Soldagem GrupoDocumento10 páginasSoldagem GrupoLourival SantosAinda não há avaliações
- Fundações Profundas: Alvenaria EstruturalDocumento198 páginasFundações Profundas: Alvenaria Estruturalgeraldo leoncioAinda não há avaliações
- NBR 7480 Aços para Construção CivilDocumento14 páginasNBR 7480 Aços para Construção CivilengnickelAinda não há avaliações
- Datasheet CeleronDocumento14 páginasDatasheet CeleronFlávio leme da SilvaAinda não há avaliações
- Ti - Aula 11 12 - Calculo de Espessura e Vc3a3o PDFDocumento38 páginasTi - Aula 11 12 - Calculo de Espessura e Vc3a3o PDFCícero MadalozzoAinda não há avaliações
- Apostila Estruturas Metálicas UFPRDocumento83 páginasApostila Estruturas Metálicas UFPRWilliam Pol100% (1)
- Ferramentas - Mecanico de AeronavesDocumento236 páginasFerramentas - Mecanico de Aeronavesmanutenção aeromecanicaAinda não há avaliações
- Linha de Vida GulinDocumento16 páginasLinha de Vida GulinjurandirmaiaAinda não há avaliações
- NBR 6355 PB 347 - PFFDocumento37 páginasNBR 6355 PB 347 - PFFJosé Da SilvaAinda não há avaliações
- MCM1 Aulas 1-6 JLDocumento260 páginasMCM1 Aulas 1-6 JLfjkf fhjfhj ghjgf ghhgAinda não há avaliações
- Mod 06 Materiais e Equiapamentos FísicosDocumento357 páginasMod 06 Materiais e Equiapamentos FísicosDaniel MotaAinda não há avaliações
- Revista Arquitetura & Aço 08Documento18 páginasRevista Arquitetura & Aço 08Gerson EndlerAinda não há avaliações
- Edital Concurso Concretaço 2021Documento4 páginasEdital Concurso Concretaço 2021Felipe IensenAinda não há avaliações
- Aula 3 - Resistencia Dos MateriaisDocumento19 páginasAula 3 - Resistencia Dos MateriaisBeatriz RibeiroAinda não há avaliações
- Folder PavPlus 2018 - 26.02.2018Documento12 páginasFolder PavPlus 2018 - 26.02.2018manoelAinda não há avaliações
- ATE N 106 61.00 (27) Ausgabe 25.de - PTDocumento21 páginasATE N 106 61.00 (27) Ausgabe 25.de - PTMiguel QueirosAinda não há avaliações