Você também pode gostar
- Manutenção de Vias em Minas a Céu Aberto: e suas relações causaisNo EverandManutenção de Vias em Minas a Céu Aberto: e suas relações causaisAinda não há avaliações
- Projeto de MaquinasDocumento172 páginasProjeto de MaquinasFelipe Alcalde de SáAinda não há avaliações
- Drapper Guia Rápido IIIDocumento4 páginasDrapper Guia Rápido IIIVinicius Santos Agronomia100% (1)
- Relatório de Estagio Curso EdificaçoesDocumento34 páginasRelatório de Estagio Curso EdificaçoesDinara Moura40% (5)
- Capitulo 53 Monza, Ipanema, K.Documento23 páginasCapitulo 53 Monza, Ipanema, K.Gadus Morhua100% (1)
- Sinais e Ondas. Ondas Transversais e Ondas Longitudinais. Ondas Mecânicas e Ondas EletromagnéticasDocumento10 páginasSinais e Ondas. Ondas Transversais e Ondas Longitudinais. Ondas Mecânicas e Ondas EletromagnéticasRita GonçalvesAinda não há avaliações
- Aula 10 - Dimensionamento de Condutores - ProteçãoDocumento28 páginasAula 10 - Dimensionamento de Condutores - Proteçãoaugusto felix gomes100% (1)
- Controle DigitalNo EverandControle DigitalAinda não há avaliações
- 3 - O Processo Mecânico de Usinagem - Torneamento PDFDocumento30 páginas3 - O Processo Mecânico de Usinagem - Torneamento PDFHemerson Menezes100% (1)
- Torno MEcanico Tornear ConicoDocumento8 páginasTorno MEcanico Tornear ConicoTiago HorstmannAinda não há avaliações
- UsinagemDocumento33 páginasUsinagemEmília Catarina PassosAinda não há avaliações
- Apostila de Usinagem CompletaDocumento160 páginasApostila de Usinagem Completarusmn4100% (3)
- Nutenge/UEMA Recebeu Novas Máquinas de Corte e Dobra de Peças MetálicasDocumento8 páginasNutenge/UEMA Recebeu Novas Máquinas de Corte e Dobra de Peças MetálicasEdu SantosAinda não há avaliações
- Manual de Instruções: Nome Da MáquinaDocumento20 páginasManual de Instruções: Nome Da MáquinaFidal Salomao Sibia100% (1)
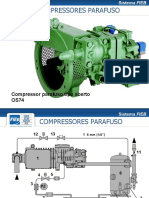
- APRESENTAÇÃO DE COMPRESSORES PETROBRÁS Rev cimatec-PARTE2Documento86 páginasAPRESENTAÇÃO DE COMPRESSORES PETROBRÁS Rev cimatec-PARTE2Toniase Guimaraes BarrosAinda não há avaliações
- Processo de Fabricação - Mecânica - SENAIDocumento35 páginasProcesso de Fabricação - Mecânica - SENAIsalpaiAinda não há avaliações
- Verificação Linha de Vida 01 PDFDocumento2 páginasVerificação Linha de Vida 01 PDFAdelmárcio AndréAinda não há avaliações
- PTG - Desenvolvimento de Projeto de Esteira1Documento17 páginasPTG - Desenvolvimento de Projeto de Esteira1Hannah CredencialAinda não há avaliações
- 22 Parametros de CorteDocumento13 páginas22 Parametros de CorteFilipe Alberto MagalhaesAinda não há avaliações
- Apostila de Usinagem CompletaDocumento160 páginasApostila de Usinagem CompletaamorimmarianaAinda não há avaliações
- RMCT 311Documento9 páginasRMCT 311Igor AraújoAinda não há avaliações
- EXERCÍCIOS MATERIA Daniele Tavares MaiaDocumento11 páginasEXERCÍCIOS MATERIA Daniele Tavares MaiaJaqueline MeloAinda não há avaliações
- 03 Aneis GraduadosDocumento39 páginas03 Aneis GraduadosNajuliaAinda não há avaliações
- Atv. 04 - Transferência de Calor - SolucionárioDocumento3 páginasAtv. 04 - Transferência de Calor - Solucionárioemerson99999 UFC100% (1)
- Processos de Fabricação - FMUDocumento29 páginasProcessos de Fabricação - FMUleticiafa231Ainda não há avaliações
- Praticas Industriais Ebook Un03Documento41 páginasPraticas Industriais Ebook Un03andregtoledoAinda não há avaliações
- 3 - Processo de Usinagem PMFDocumento51 páginas3 - Processo de Usinagem PMFmiltonhribeiroAinda não há avaliações
- Aula de Exerc Cios 3Documento15 páginasAula de Exerc Cios 3Diego SousaAinda não há avaliações
- FuraoDocumento34 páginasFuraoMatheus VieiraAinda não há avaliações
- Usinagem FER CORTEDocumento10 páginasUsinagem FER CORTEAnderson PinheiroAinda não há avaliações
- Esforços Na FuraçãoDocumento8 páginasEsforços Na FuraçãoJefferson GuedesAinda não há avaliações
- Aulas PraticasDocumento24 páginasAulas PraticasRogério JuniorAinda não há avaliações
- Gamas de Maquinagem (2517)Documento30 páginasGamas de Maquinagem (2517)Rafael Marques FerreiraAinda não há avaliações
- FuraçãoDocumento24 páginasFuraçãoGiovanniAinda não há avaliações
- TCC WENDADocumento14 páginasTCC WENDAJosé Veríssimo ToledoAinda não há avaliações
- Relatório de Estágio FinalDocumento14 páginasRelatório de Estágio Finaladm.r2.renatorabelloAinda não há avaliações
- Avaliação de Recuperação Processos Usinagem 2021 2Documento10 páginasAvaliação de Recuperação Processos Usinagem 2021 2Yuri KriegerAinda não há avaliações
- PTG - 02.2021Documento7 páginasPTG - 02.2021Gyano TrindadeAinda não há avaliações
- Processos de UsinagemDocumento4 páginasProcessos de UsinagemGabriel ConceiçãoAinda não há avaliações
- Lista 1Documento11 páginasLista 1igorAinda não há avaliações
- Angelo Tasca JuniorDocumento36 páginasAngelo Tasca JuniorHélcio FlávioAinda não há avaliações
- Algo NovoDocumento45 páginasAlgo NovoSajane MassadaAinda não há avaliações
- Aps Processos de FabricaçaoDocumento11 páginasAps Processos de FabricaçaoRogerioAinda não há avaliações
- Relatório de Visita Técnica N 2 CEUMADocumento9 páginasRelatório de Visita Técnica N 2 CEUMAheder mendesAinda não há avaliações
- Uso de Software CAD 3D No Desenvolvimento de Ferramenta de DobraDocumento7 páginasUso de Software CAD 3D No Desenvolvimento de Ferramenta de DobranautilunsAinda não há avaliações
- UsinagemDocumento16 páginasUsinagemBrian GriffinAinda não há avaliações
- Relatório de Estagio 1Documento10 páginasRelatório de Estagio 1Anonymous VSSvCbxAinda não há avaliações
- Lista 3Documento10 páginasLista 3rafaelapavoni1Ainda não há avaliações
- Universidade Federal Da P Araíba Cent Ro de Tecnologi A Departamento de Engenharia MecânicaDocumento2 páginasUniversidade Federal Da P Araíba Cent Ro de Tecnologi A Departamento de Engenharia MecânicaRodrigo VerissimoAinda não há avaliações
- 24 Antes Previnir Do Que RemediarDocumento12 páginas24 Antes Previnir Do Que RemediarAnisio FilhoAinda não há avaliações
- Aula 1-Formacao Do CavacoDocumento13 páginasAula 1-Formacao Do CavacoValdomiro VieiraAinda não há avaliações
- Movimentos e Grandezas No Processo de Usinagem Com Destaque para Operação de Furação e Operação de Aplainamento.Documento12 páginasMovimentos e Grandezas No Processo de Usinagem Com Destaque para Operação de Furação e Operação de Aplainamento.Árlei Huebra Póvoa100% (1)
- Processos de Fabricação II - ApresentaçãoDocumento20 páginasProcessos de Fabricação II - ApresentaçãoMateus Suassuna MedradoAinda não há avaliações
- Azdoc - Tips BrochamentoDocumento10 páginasAzdoc - Tips Brochamentohamma amineAinda não há avaliações
- Relatório - FuraçãoDocumento31 páginasRelatório - FuraçãoWeslley SampaioAinda não há avaliações
- 2011 Determinacao Curva Vida Ferramentas UsinagemDocumento10 páginas2011 Determinacao Curva Vida Ferramentas UsinagemVinicius AlmeidaAinda não há avaliações
- Cobef2013 0193Documento6 páginasCobef2013 0193Gislaini SantosAinda não há avaliações
- AACADDDocumento10 páginasAACADDDaniel ricardo jorgeAinda não há avaliações
- Fresando Pelo Processo FellowsDocumento5 páginasFresando Pelo Processo Fellowsrginunes9044Ainda não há avaliações
- Cap.8 - Análise Das Condições Econômicas de Usinagem (Luiz)Documento30 páginasCap.8 - Análise Das Condições Econômicas de Usinagem (Luiz)Nilton SilvaAinda não há avaliações
- Relatório - Torno IIIDocumento19 páginasRelatório - Torno IIICristian RodeghelAinda não há avaliações
- Análise Das Condições Econômicas de Usinagem (Luiz)Documento30 páginasAnálise Das Condições Econômicas de Usinagem (Luiz)Léo DiesselAinda não há avaliações
- Chutes de Transferência no Manuseio de Minérios: do Empirismo às Simulações Avançadas aplicando o Método dos Elementos Discretos (DEM)No EverandChutes de Transferência no Manuseio de Minérios: do Empirismo às Simulações Avançadas aplicando o Método dos Elementos Discretos (DEM)Ainda não há avaliações
- 2selecao Materiais Mecanicos - Book01aDocumento10 páginas2selecao Materiais Mecanicos - Book01aandregtoledoAinda não há avaliações
- Desenvolvimento Produto - Ebook2Documento36 páginasDesenvolvimento Produto - Ebook2andregtoledoAinda não há avaliações
- Desenvolvimento Produto - Ebook4Documento34 páginasDesenvolvimento Produto - Ebook4andregtoledoAinda não há avaliações
- 2selecao Materiais Mecanicos - Book02cDocumento10 páginas2selecao Materiais Mecanicos - Book02candregtoledoAinda não há avaliações
- Comunicações e Das Partes InteressadasDocumento39 páginasComunicações e Das Partes InteressadasandregtoledoAinda não há avaliações
- Praticas Industriais Ebook Un04Documento30 páginasPraticas Industriais Ebook Un04andregtoledoAinda não há avaliações
- Desenvolvimento Produto - ExercicioDocumento3 páginasDesenvolvimento Produto - ExercicioandregtoledoAinda não há avaliações
- Estatistica Aplicada Ao Data Sciene - Ebook 01Documento44 páginasEstatistica Aplicada Ao Data Sciene - Ebook 01andregtoledoAinda não há avaliações
- Ebook Un03 EmpreendedorismoDocumento33 páginasEbook Un03 EmpreendedorismoandregtoledoAinda não há avaliações
- Fenomenos de Transporte - Ebook - Un02Documento50 páginasFenomenos de Transporte - Ebook - Un02andregtoledoAinda não há avaliações
- Fenomenos de Transporte - Ebook - Un01Documento44 páginasFenomenos de Transporte - Ebook - Un01andregtoledoAinda não há avaliações
- Relatório - Constante de PlanckDocumento13 páginasRelatório - Constante de PlanckThais RosinhaAinda não há avaliações
- Analise Combinatoria RespostasDocumento12 páginasAnalise Combinatoria RespostasMARIA DA PAZ C.P.Ainda não há avaliações
- Catálogo FibersulDocumento44 páginasCatálogo FibersulrftailorAinda não há avaliações
- Av. Semanal 2 - Física - 1º AnoDocumento2 páginasAv. Semanal 2 - Física - 1º AnoAdriano GomesAinda não há avaliações
- 1 - Origem e Formação Dos Solos PDFDocumento17 páginas1 - Origem e Formação Dos Solos PDFÍcaro AlencarAinda não há avaliações
- Cristalização Do AçúcarDocumento7 páginasCristalização Do AçúcarLeonardo Corrêa BrancoAinda não há avaliações
- Catálogo Prado AutomaçãoDocumento41 páginasCatálogo Prado AutomaçãoDanilo FerreiraAinda não há avaliações
- Prevencao de IncendiosDocumento76 páginasPrevencao de IncendiosSimone SegattoAinda não há avaliações
- Slide de Maquinas e EquipamentosDocumento42 páginasSlide de Maquinas e EquipamentosAnderson TabordaAinda não há avaliações
- Cat Duracell WebDocumento55 páginasCat Duracell WebRafael FreitasAinda não há avaliações
- Apostila Conformação MecanicaDocumento39 páginasApostila Conformação MecanicaJosé Rosa de Souza Farias100% (1)
- Códigos de Defeito: Montadora Sistema Nome Chrysler / Dodge / Jeep Injeção SbecDocumento8 páginasCódigos de Defeito: Montadora Sistema Nome Chrysler / Dodge / Jeep Injeção Sbecgustavo silvaAinda não há avaliações
- Polarização de Luz Por Reflexão e Medida Do Ângulo de BrewsterDocumento10 páginasPolarização de Luz Por Reflexão e Medida Do Ângulo de BrewsterSérgio MiguelAinda não há avaliações
- 2° Lista de Máquinas TérmicasDocumento9 páginas2° Lista de Máquinas TérmicascarlosAinda não há avaliações
- Relatório de Pratica 3Documento8 páginasRelatório de Pratica 3Adriano AraujoAinda não há avaliações
- Circuitos Lógicos Digitais - APRESENTAÇÃO DA MATÉRIA E CONTEÚDO PROGRAMÁTICODocumento96 páginasCircuitos Lógicos Digitais - APRESENTAÇÃO DA MATÉRIA E CONTEÚDO PROGRAMÁTICOchristian souzaAinda não há avaliações
- Tecnologia AlienígenaDocumento4 páginasTecnologia AlienígenaWanderley Da Ressurreição BentoAinda não há avaliações
- Leituras de Fisica - MecanicaDocumento110 páginasLeituras de Fisica - MecanicaAntonio Carlos TrindadeAinda não há avaliações
- Daddy Mill Manual de OperaçãoDocumento1 páginaDaddy Mill Manual de OperaçãoAloizio AugustoAinda não há avaliações
- Frequencímetro de Alta Resolução DVM13MFC2Documento6 páginasFrequencímetro de Alta Resolução DVM13MFC2Antonio C D FerreiraAinda não há avaliações
- Avaliação 9 AnoDocumento3 páginasAvaliação 9 AnoPROF. CARLA SAMPAIOAinda não há avaliações