Você também pode gostar
- Apostila Teoria Fila Darci Prado PDFDocumento24 páginasApostila Teoria Fila Darci Prado PDFJamie RandolphAinda não há avaliações
- Construção de Layout - Matriz de RelacionamentoDocumento30 páginasConstrução de Layout - Matriz de Relacionamentovitor_hgAinda não há avaliações
- Slides EMP-Unidade 01Documento30 páginasSlides EMP-Unidade 01Anonymous IabqZQ1tkAinda não há avaliações
- Aula 5 - 5W 2H + GUT PDFDocumento19 páginasAula 5 - 5W 2H + GUT PDFVinícius SoaresAinda não há avaliações
- Projeto para Manufatura (DFM) e Projeto para Montagem (DFA)Documento2 páginasProjeto para Manufatura (DFM) e Projeto para Montagem (DFA)ClaudioTRodriguesAinda não há avaliações
- PCP - Módulo 6 - Sequenciamento e Emissão de OrdensDocumento37 páginasPCP - Módulo 6 - Sequenciamento e Emissão de OrdensTamirisMoraisAinda não há avaliações
- AP Metrologia 20151Documento107 páginasAP Metrologia 20151psilvamarAinda não há avaliações
- Apostila Tecnicas de Desenvolvimento de ProdutosDocumento37 páginasApostila Tecnicas de Desenvolvimento de ProdutosandrecbarbosaAinda não há avaliações
- Fluxo Sincronizado de MateriaisDocumento31 páginasFluxo Sincronizado de MateriaisCris RochaAinda não há avaliações
- SumárioDocumento117 páginasSumárioDanilloMateusAinda não há avaliações
- PCP PDFDocumento50 páginasPCP PDFGiuliana CaselliAinda não há avaliações
- 01 - Abraman Introducao PDFDocumento38 páginas01 - Abraman Introducao PDFCiidaaAinda não há avaliações
- Logistica EmpresarialDocumento65 páginasLogistica EmpresarialJuan LiraAinda não há avaliações
- Exercicio de OEE Gestao AtivosDocumento1 páginaExercicio de OEE Gestao AtivosItalo CoutinhoAinda não há avaliações
- Aula Dfma 2023 R0Documento55 páginasAula Dfma 2023 R0Leonardo EliasAinda não há avaliações
- Cronoanálise PDFDocumento55 páginasCronoanálise PDFhigormeAinda não há avaliações
- AULA 1 - Caracteristicas Dos Transportes Industriais - MAQUINAS de ELEVAÇÃO E TRANSPORTEDocumento14 páginasAULA 1 - Caracteristicas Dos Transportes Industriais - MAQUINAS de ELEVAÇÃO E TRANSPORTEadrianoifaelAinda não há avaliações
- Material Do Mini Curso de Logística ReversaDocumento67 páginasMaterial Do Mini Curso de Logística ReversaMarcelo MagalhãesAinda não há avaliações
- Produtividade Fabril IDocumento23 páginasProdutividade Fabril IFrancismilton TelesAinda não há avaliações
- Livro de FunçõesDocumento227 páginasLivro de FunçõeshigorjorgeAinda não há avaliações
- (1°) Lista-Revisão de Pesquisa Operacional IDocumento2 páginas(1°) Lista-Revisão de Pesquisa Operacional IGil SerraAinda não há avaliações
- Conceitos Técnicos Da Metrologia Autor Paulo Roque Martins SilvaDocumento53 páginasConceitos Técnicos Da Metrologia Autor Paulo Roque Martins Silvadnvfps1337Ainda não há avaliações
- Aula Arranjo Físico SlackDocumento18 páginasAula Arranjo Físico SlackFrancismilton TelesAinda não há avaliações
- VolvismoDocumento71 páginasVolvismoPhaelucasAinda não há avaliações
- O Esperar Na de Certificação Iso: Que o Auditor Pode Ou Não FazerDocumento19 páginasO Esperar Na de Certificação Iso: Que o Auditor Pode Ou Não FazerGrupo DOCStore Brasil LtdaAinda não há avaliações
- Projeto Integrado Que Terá Como Temática A Fake News WhatsApp (91) 98764-0830Documento7 páginasProjeto Integrado Que Terá Como Temática A Fake News WhatsApp (91) 98764-0830helenoAinda não há avaliações
- Metrologia e Instrumentação: Prof Alessandro MarquesDocumento84 páginasMetrologia e Instrumentação: Prof Alessandro MarquesRicardo Felipe PittomAinda não há avaliações
- O Estudo Dos Vetores e Suas Aplicacoes Na Fisica Jocenir Aureliano de AzevedoDocumento64 páginasO Estudo Dos Vetores e Suas Aplicacoes Na Fisica Jocenir Aureliano de AzevedoGlenedyAinda não há avaliações
- 01 LeanDocumento73 páginas01 LeanAndreAPLAinda não há avaliações
- Aula - Inferência EstatísticaDocumento98 páginasAula - Inferência EstatísticaAndressa ImprotaAinda não há avaliações
- Controle Estatistico de ProcessosDocumento54 páginasControle Estatistico de ProcessosMichelle BrigagãoAinda não há avaliações
- Motores Ciclo Atkinson e MillerDocumento8 páginasMotores Ciclo Atkinson e Millerjoao juniorAinda não há avaliações
- Livro CciDocumento159 páginasLivro CcicibeleAinda não há avaliações
- 01.PPCP - Aula 01Documento36 páginas01.PPCP - Aula 01testeAinda não há avaliações
- CEFET - Curso Metrologia - NilopolisDocumento7 páginasCEFET - Curso Metrologia - NilopolisHelio MiceliAinda não há avaliações
- Manufatura Enxuta Fluxo Sincronizado de MateriaisDocumento25 páginasManufatura Enxuta Fluxo Sincronizado de MateriaisFCMAinda não há avaliações
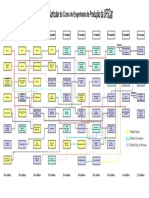
- Grade Engenharia de ProducaoDocumento1 páginaGrade Engenharia de ProducaogisiqueAinda não há avaliações
- Expedição e DistribuiçãoDocumento95 páginasExpedição e DistribuiçãoMateus César de OliveiraAinda não há avaliações
- Conceitos de ConfiabilidadeDocumento18 páginasConceitos de ConfiabilidadeAndrerlã Rabelo de SiqueiraAinda não há avaliações
- Introdução À Validação de MétodosDocumento50 páginasIntrodução À Validação de Métodosrobson_helenoAinda não há avaliações
- Questionário - PCMDocumento10 páginasQuestionário - PCMPlácido Ferraz JuniorAinda não há avaliações
- Apostila - UnigranrioDocumento22 páginasApostila - UnigranrioBrunoFelipeAinda não há avaliações
- Controle Estatistico Do ProcessoDocumento170 páginasControle Estatistico Do ProcessoJefferson T. GiraoAinda não há avaliações
- Aula 3 4Documento96 páginasAula 3 4bigulinAinda não há avaliações
- Processo e LayoutDocumento6 páginasProcesso e LayoutAndre RorizAinda não há avaliações
- Aula 4 - Tipos de LayoutDocumento50 páginasAula 4 - Tipos de LayoutLarii_limaa100% (1)
- Inferencia EstatisticaDocumento24 páginasInferencia EstatisticaEgas DanielAinda não há avaliações
- Aula Pareto e Ishikawa - MarianaDocumento47 páginasAula Pareto e Ishikawa - MarianaMariana VendemiattiAinda não há avaliações
- DFMADocumento5 páginasDFMAgarbazzaAinda não há avaliações
- Indicador Horas de TreinamentoDocumento4 páginasIndicador Horas de TreinamentofadacelesteproducoesAinda não há avaliações
- Certificado Calibração Torquímetro 10-100 Kgfm-Venc.12.2023Documento1 páginaCertificado Calibração Torquímetro 10-100 Kgfm-Venc.12.2023Angelita Dalla LiberaAinda não há avaliações
- Balanceamento de LinhaDocumento36 páginasBalanceamento de LinhaClaudio DiogoAinda não há avaliações
- Exercicios AV1 2019 - 1 PDFDocumento10 páginasExercicios AV1 2019 - 1 PDFMatheus GomesAinda não há avaliações
- Aula 1 CNCDocumento8 páginasAula 1 CNCLuis OmenaAinda não há avaliações
- SlidesModulo6 PDFDocumento1.075 páginasSlidesModulo6 PDFguidhuAinda não há avaliações
- Apostila Nx6 Cad CamDocumento111 páginasApostila Nx6 Cad CamadenilsonboeiraAinda não há avaliações
- GDT - 2Documento61 páginasGDT - 2dopcncAinda não há avaliações
- Produção Aula 01 e Aula 02Documento32 páginasProdução Aula 01 e Aula 02AndréLuisLimaSantosAinda não há avaliações
- Aula LayoutDocumento26 páginasAula LayoutLAYDETCAinda não há avaliações
- Manutencao de Maq EquipDocumento105 páginasManutencao de Maq Equipkaueo3051Ainda não há avaliações
- Universidade Estadual de Campinas Faculdade de Ciências Aplicadas Cidade Universitária de LimeiraDocumento36 páginasUniversidade Estadual de Campinas Faculdade de Ciências Aplicadas Cidade Universitária de LimeirarjsouzaAinda não há avaliações
- Comparativo Bndes X Ancine X PCF X Bacen InicialDocumento7 páginasComparativo Bndes X Ancine X PCF X Bacen InicialMoises Castro AlvesAinda não há avaliações
- Ferramentas para o Mapeamento de Movimentação e Transporte (Materiais e Pessoas) FinalDocumento51 páginasFerramentas para o Mapeamento de Movimentação e Transporte (Materiais e Pessoas) FinalrjsouzaAinda não há avaliações
- Livro Pesquisa OperacionalDocumento216 páginasLivro Pesquisa Operacionalnat_laurisAinda não há avaliações
- RoteiroDocumento1 páginaRoteirorjsouzaAinda não há avaliações
- Edital ProconDocumento51 páginasEdital ProcongrstudioAinda não há avaliações
- Monografia Ricardo Souza V&V Vs 3.0Documento39 páginasMonografia Ricardo Souza V&V Vs 3.0rjsouzaAinda não há avaliações
- Convencao Coletiva 2009-2011Documento50 páginasConvencao Coletiva 2009-2011rjsouzaAinda não há avaliações
- 04 EstatísticaDocumento4 páginas04 EstatísticarjsouzaAinda não há avaliações
- Código-De-Ética-Municipal-1 DECRETO 13319 OUTUBRO 1994Documento5 páginasCódigo-De-Ética-Municipal-1 DECRETO 13319 OUTUBRO 1994Juliana De OliveiraAinda não há avaliações
- FrameworksDocumento30 páginasFrameworksLudimila SilvaAinda não há avaliações
- Letramento DigitalDocumento43 páginasLetramento DigitalRosana LimaAinda não há avaliações
- Avaliação de Pesquisa METRODocumento4 páginasAvaliação de Pesquisa METROGabriel TeixeiraAinda não há avaliações
- Plano de Operação para Um HotelDocumento2 páginasPlano de Operação para Um Hotelapi-3828055100% (1)
- Catálogo Katrina 9000-F5Documento65 páginasCatálogo Katrina 9000-F5Pedalando Adm2Ainda não há avaliações
- Docsity Esquema Injecao Palio g1 97 98 99Documento32 páginasDocsity Esquema Injecao Palio g1 97 98 99Francjames SilvaAinda não há avaliações
- LD-7P-150-XXXX-150 18.7.22Documento5 páginasLD-7P-150-XXXX-150 18.7.22HumbertoAinda não há avaliações
- Cloud Agent Lab Tutorial Supplement - V3.PTDocumento41 páginasCloud Agent Lab Tutorial Supplement - V3.PTLeticia Lorena Oliveira Santos GomesAinda não há avaliações
- Aula 05: SEDUC-TO - Legislação Educacional - 2023 (Pré-Edital)Documento62 páginasAula 05: SEDUC-TO - Legislação Educacional - 2023 (Pré-Edital)Felipe Dias dos santos netoAinda não há avaliações
- Ebook Guia para Entender e Aplicar o Modelo de Gestao A VistaDocumento22 páginasEbook Guia para Entender e Aplicar o Modelo de Gestao A VistaFelipe JúniorAinda não há avaliações
- Roteiro PDFDocumento6 páginasRoteiro PDFeverton damato100% (1)
- Modulo III - Quadro Estrutural - Corrigida1Documento76 páginasModulo III - Quadro Estrutural - Corrigida1Vitoria RegisAinda não há avaliações
- Conversor BoostDocumento181 páginasConversor BoostCristiane PimentelAinda não há avaliações
- Análise de QuadrantesDocumento11 páginasAnálise de QuadrantesSandro N. PintoAinda não há avaliações
- Exercicios para Curso Tecnico e Auxiliar de LogisticaDocumento15 páginasExercicios para Curso Tecnico e Auxiliar de Logisticawjmf100% (2)
- Sistemas Automacao e ControleDocumento333 páginasSistemas Automacao e ControleTiago VoigtAinda não há avaliações
- Leds Ifl 750Documento1 páginaLeds Ifl 750williamcscpsAinda não há avaliações
- Bionic 5 - Funções Dos Leds, Código de Falha PDFDocumento17 páginasBionic 5 - Funções Dos Leds, Código de Falha PDFAngelo TeixeiraAinda não há avaliações
- DFD - Manutenção de Ar CondicionadoDocumento3 páginasDFD - Manutenção de Ar Condicionadothaismuniz007Ainda não há avaliações
- Proteja Seu Filho Na InternetDocumento66 páginasProteja Seu Filho Na InternetmarcusAinda não há avaliações
- LOGÍSTICA - COMO FUNCIONA E PARA QUE SERVE - EPR Consultoria em Engenharia de ProduçãoDocumento9 páginasLOGÍSTICA - COMO FUNCIONA E PARA QUE SERVE - EPR Consultoria em Engenharia de ProduçãoFrancisco MenezesAinda não há avaliações
- Segurança Executiva E de Autoridades: Aula 3Documento5 páginasSegurança Executiva E de Autoridades: Aula 3GabrielAinda não há avaliações
- PLANILHASDocumento116 páginasPLANILHASNicolau pica pauAinda não há avaliações
- NorthbridgeDocumento3 páginasNorthbridgefabiobonadiaAinda não há avaliações
- Aula 4 EMC - Fontes de Interferência EletromagnéticaDocumento24 páginasAula 4 EMC - Fontes de Interferência EletromagnéticaMárcioAinda não há avaliações
- Manual Do EDI7 Itau PDFDocumento31 páginasManual Do EDI7 Itau PDFMarco Aurelio KruegerAinda não há avaliações
- 28.03 Sinal Do Acelerador Digital Fora Da Faixa AltaDocumento8 páginas28.03 Sinal Do Acelerador Digital Fora Da Faixa AltaAlex SilvaAinda não há avaliações
- ESP32GraficoDHT22 Servidor FirebaseDocumento52 páginasESP32GraficoDHT22 Servidor FirebasejcegnunesAinda não há avaliações
- Guia Do Curso - Introdução Ao Desenvolvimento de Apps Com Swift PDFDocumento11 páginasGuia Do Curso - Introdução Ao Desenvolvimento de Apps Com Swift PDFJúlio César PestanaAinda não há avaliações
- Sistemas de Aterramento Na Estação RadioamadorDocumento11 páginasSistemas de Aterramento Na Estação RadioamadorCarlos Augusto HecklerAinda não há avaliações