Você também pode gostar
- Relatório de não conformidade RS-001Documento3 páginasRelatório de não conformidade RS-001Iohana PintoAinda não há avaliações
- Controle de produtividade máquinaDocumento1 páginaControle de produtividade máquinaalessandro samuelAinda não há avaliações
- 34 - IT ANEXO - Ordem de FabricaçãoDocumento1 página34 - IT ANEXO - Ordem de FabricaçãoThalita Fernanda FreitasAinda não há avaliações
- NBR Iso10005Documento15 páginasNBR Iso10005Fabio Peres de LimaAinda não há avaliações
- Gestão Da Produção IndustrialNo EverandGestão Da Produção IndustrialAinda não há avaliações
- IT 000 Instrução de Trabalho para Auditoria Escalonada Rev 00Documento3 páginasIT 000 Instrução de Trabalho para Auditoria Escalonada Rev 00EDUAinda não há avaliações
- Formulário 8DDocumento18 páginasFormulário 8DPedro SousaAinda não há avaliações
- Controle de ProduçãoDocumento6 páginasControle de ProduçãoWagner De Padua JuniorAinda não há avaliações
- Indicadores de Produtividade Como Medir e Obter Resultados Significativos Na Produc3a7c3a3o OeeDocumento64 páginasIndicadores de Produtividade Como Medir e Obter Resultados Significativos Na Produc3a7c3a3o OeeGiulianoAinda não há avaliações
- PPCPDocumento2 páginasPPCPVinicius CaldiniAinda não há avaliações
- Tempos e MetodosDocumento42 páginasTempos e Metodosgislayne1484Ainda não há avaliações
- Planilha de Não ConformidadesDocumento6 páginasPlanilha de Não Conformidadeskarina alexandriaAinda não há avaliações
- Modelo de Matriz de Aplicacao Dos Requisitos Por Processo - IsO 9001-2015Documento3 páginasModelo de Matriz de Aplicacao Dos Requisitos Por Processo - IsO 9001-2015Marco SilvaAinda não há avaliações
- FGQ-496 - Cronograma de Auditoria Escalonada Rev04Documento9 páginasFGQ-496 - Cronograma de Auditoria Escalonada Rev04sophia com vocêsAinda não há avaliações
- Planilha Ordem de ProduçãoDocumento44 páginasPlanilha Ordem de ProduçãoqualidadeubvAinda não há avaliações
- Cronoanálise para obtenção de tempos-padrãoDocumento7 páginasCronoanálise para obtenção de tempos-padrãoQuero SuculentasAinda não há avaliações
- APQP Gerencial FiatDocumento18 páginasAPQP Gerencial FiatDaniel Jorge Da SilvaAinda não há avaliações
- Gestão da produção: conceitos e ferramentas essenciaisDocumento24 páginasGestão da produção: conceitos e ferramentas essenciaisJulia Santana PiresAinda não há avaliações
- Os Verbos No Idioma Espanhol Possuem 3 ConjugaçõesDocumento4 páginasOs Verbos No Idioma Espanhol Possuem 3 ConjugaçõeslbmdsAinda não há avaliações
- Silo - Tips - Technical Review Documentaao NecessariaDocumento19 páginasSilo - Tips - Technical Review Documentaao NecessariapierocarnelociAinda não há avaliações
- Análise Crítica IATF 16949 e impactos da COVID-19Documento3 páginasAnálise Crítica IATF 16949 e impactos da COVID-19Edson LinoAinda não há avaliações
- Apostila CronoanaliseDocumento41 páginasApostila CronoanaliseMadknight GameplayAinda não há avaliações
- Garantia de PeçaDocumento6 páginasGarantia de PeçaPatrícia DiasAinda não há avaliações
- APQP: Planejamento, Desenvolvimento e ProduçãoDocumento2 páginasAPQP: Planejamento, Desenvolvimento e ProduçãoRicardo AlvesAinda não há avaliações
- Avaliação FornecedoresDocumento1 páginaAvaliação FornecedoresRosana Alves LaudelinoAinda não há avaliações
- Mariz Documentacao X FunçãoDocumento18 páginasMariz Documentacao X FunçãoLázaro FigueirêdoAinda não há avaliações
- Gerenciando ProduçãoDocumento22 páginasGerenciando ProduçãoluisAinda não há avaliações
- Apontamento de Producao - 01Documento18 páginasApontamento de Producao - 01Cesar FerreiraAinda não há avaliações
- Folha de Processo - Qa-QcDocumento8 páginasFolha de Processo - Qa-QcrobsonAinda não há avaliações
- Indicadores de Processo: Entregas e TempoDocumento1 páginaIndicadores de Processo: Entregas e TempoJERFSON AUGUSTOAinda não há avaliações
- MASPDocumento1 páginaMASPFabrício ZandonáAinda não há avaliações
- Melhoria de processo para organizaçãoDocumento1 páginaMelhoria de processo para organizaçãoValério CorreiaAinda não há avaliações
- Planilha Indicadores Da QualidadeDocumento17 páginasPlanilha Indicadores Da QualidadeEverton OliveiraAinda não há avaliações
- 5-Modelo de CronogramaDocumento2 páginas5-Modelo de CronogramaGui SilvaAinda não há avaliações
- SBR Man Qua 002 - Manual de Recebimento de Insumos e Materiais Rev 01Documento29 páginasSBR Man Qua 002 - Manual de Recebimento de Insumos e Materiais Rev 01Gleycilene PaivaAinda não há avaliações
- IT-004 - Elaboração e Planejamento de Desenvolvimento de ProdutosDocumento1 páginaIT-004 - Elaboração e Planejamento de Desenvolvimento de ProdutosSidnei RodriguesAinda não há avaliações
- Curso APQP 2a Edição - Apostila 2022Documento53 páginasCurso APQP 2a Edição - Apostila 2022Alexandre De Oliveira PérigoAinda não há avaliações
- Apresentação SGIDocumento50 páginasApresentação SGIGildasio NunesAinda não há avaliações
- Desligamento de empregado: processo completo de demissãoDocumento9 páginasDesligamento de empregado: processo completo de demissãoMárcia JorgeAinda não há avaliações
- DMAIC: Melhoria de Processo com Método CientíficoDocumento48 páginasDMAIC: Melhoria de Processo com Método CientíficoBreno Bezerra ChavesAinda não há avaliações
- ANEXO 2.8 - Controle de RNCDocumento1 páginaANEXO 2.8 - Controle de RNCElisrregio Sampaio da CostaAinda não há avaliações
- Plano qualidade projetoDocumento7 páginasPlano qualidade projetociceroalvimAinda não há avaliações
- Relatório 8D 12/10Documento17 páginasRelatório 8D 12/10Rodrigo Calistrato100% (1)
- Gestão de Segurança Do ProdutoDocumento5 páginasGestão de Segurança Do ProdutoPedroAinda não há avaliações
- Padrão de RecebimentoDocumento9 páginasPadrão de RecebimentoJessica MeloAinda não há avaliações
- PPAP passo a passoDocumento46 páginasPPAP passo a passodiegoAinda não há avaliações
- Padronização de documentos para melhoria da qualidadeDocumento23 páginasPadronização de documentos para melhoria da qualidadeLucas ReisAinda não há avaliações
- Avaliação FornecedorDocumento15 páginasAvaliação FornecedorlohanAinda não há avaliações
- PR-SGI-001-003 Rev.00 - Controle e Tratamento de Não ConformidadesDocumento9 páginasPR-SGI-001-003 Rev.00 - Controle e Tratamento de Não ConformidadesIvan NobregaAinda não há avaliações
- Treinamento OEE & OLEDocumento68 páginasTreinamento OEE & OLELuiz SilvaAinda não há avaliações
- Guia Prático Programa 5SDocumento13 páginasGuia Prático Programa 5SRobson GalliAinda não há avaliações
- Controle de documentosDocumento3 páginasControle de documentosBruna RazzanoAinda não há avaliações
- Procedimento de Recursos HUmanosDocumento2 páginasProcedimento de Recursos HUmanosMauroManuelNunesAinda não há avaliações
- Adm Da Prod. Cap 1Documento10 páginasAdm Da Prod. Cap 1lhparaujo1973100% (1)
- UEG Administração - Análise de Pareto de devoluçõesDocumento5 páginasUEG Administração - Análise de Pareto de devoluçõesMaila MonielAinda não há avaliações
- DIR 8.5.6 - Gestão de Mudanças - Rev.00Documento2 páginasDIR 8.5.6 - Gestão de Mudanças - Rev.00Marcelo Leite Medeiros0% (1)
- Análise de indicadores de desempenho em planilha de acompanhamentoDocumento155 páginasAnálise de indicadores de desempenho em planilha de acompanhamentoPaulo HenriqueAinda não há avaliações
- Relatorio Dimensional ExemploDocumento1 páginaRelatorio Dimensional ExemploViniAinda não há avaliações
- Gestão da Qualidade e Produtividade: Implementação do SGQ ISO 9001Documento13 páginasGestão da Qualidade e Produtividade: Implementação do SGQ ISO 9001Telma MonteiroAinda não há avaliações
- Plano de Ação 5W2HDocumento4 páginasPlano de Ação 5W2Halexandre francaAinda não há avaliações
- Horas trabalhadas por setor e funcionárioDocumento18 páginasHoras trabalhadas por setor e funcionárioCaio Oliveira de SouzaAinda não há avaliações
- UntitledDocumento50 páginasUntitledalexandre francaAinda não há avaliações
- MAPEAMENTO DO PROCESSO FÁBRICA DE EMBALAGEMDocumento72 páginasMAPEAMENTO DO PROCESSO FÁBRICA DE EMBALAGEMalexandre francaAinda não há avaliações
- POP - PROD-006 Operação Com MisturadorDocumento5 páginasPOP - PROD-006 Operação Com Misturadoralexandre francaAinda não há avaliações
- Manual amplificador potênciaDocumento8 páginasManual amplificador potênciaPaulo HenriqueAinda não há avaliações
- Material Intensivo MatematicaDocumento511 páginasMaterial Intensivo MatematicaMirlaineAinda não há avaliações
- Aplicacoes de MatrizesDocumento4 páginasAplicacoes de MatrizesJayssa NobreAinda não há avaliações
- Eletroquímica: Reações RedoxDocumento19 páginasEletroquímica: Reações RedoxMartinson FreitasAinda não há avaliações
- Anexo IV - Check-List Inspeção Geral de Tanques VerticaisDocumento15 páginasAnexo IV - Check-List Inspeção Geral de Tanques VerticaisMarcio DuarteAinda não há avaliações
- 2009 Uel Matematica MD Santa VantiniDocumento93 páginas2009 Uel Matematica MD Santa VantiniAllan Victor RibeiroAinda não há avaliações
- Simulado de FísicaDocumento5 páginasSimulado de FísicaEdson SactorumAinda não há avaliações
- Resumo Orgânica ExperimentalDocumento18 páginasResumo Orgânica ExperimentalLuana CarrazedoAinda não há avaliações
- Análise de Redes ElétricasDocumento307 páginasAnálise de Redes Elétricasemilio antonio arteta romanAinda não há avaliações
- Análise financeira completa para pequenos negóciosDocumento53 páginasAnálise financeira completa para pequenos negóciosalec561Ainda não há avaliações
- Ultrassom Instrução de InspeçãoDocumento2 páginasUltrassom Instrução de InspeçãoMARCIAAinda não há avaliações
- Sistema Web para Gestao Academica Do ComDocumento68 páginasSistema Web para Gestao Academica Do ComChēëzy Ğäşpāř100% (1)
- Código ProntosDocumento3 páginasCódigo ProntosalexandreAinda não há avaliações
- Artigo Permeação Cutânea - Desafios e OportunidadesDocumento12 páginasArtigo Permeação Cutânea - Desafios e OportunidadesCaroline OdaAinda não há avaliações
- Protocolo - 25214 - 1 - ISD - Saft - Battery - Manual-Uptimax - 22173-1022-2 - Tra 1Documento42 páginasProtocolo - 25214 - 1 - ISD - Saft - Battery - Manual-Uptimax - 22173-1022-2 - Tra 1marceloabrigovAinda não há avaliações
- Inversor String Trifásico: 366T, Eficiência Máxima de Até Corrente Máxima CC de 'Yzxotm Compatível Com Painel Solar deDocumento1 páginaInversor String Trifásico: 366T, Eficiência Máxima de Até Corrente Máxima CC de 'Yzxotm Compatível Com Painel Solar deDaniel Lopes Dias SilvaAinda não há avaliações
- Raízes de Números Complexos: Revista de Ciência ElementarDocumento3 páginasRaízes de Números Complexos: Revista de Ciência ElementarALBANO JOAQUIMAinda não há avaliações
- 7 - Circulo - e - Circunferencia - 7ano - 2012Documento15 páginas7 - Circulo - e - Circunferencia - 7ano - 2012Camila Gonsaga100% (2)
- Projeto de pilares de pontesDocumento6 páginasProjeto de pilares de pontesFábbio MirandaAinda não há avaliações
- Lista1 TBT 3°ano 1°triDocumento4 páginasLista1 TBT 3°ano 1°triGeovany ZuquêtoAinda não há avaliações
- Motor elétrico: transforma energia elétrica em mecânicaDocumento28 páginasMotor elétrico: transforma energia elétrica em mecânicaISRAEL HOLESAinda não há avaliações
- Microondas Philco 18 LitrosDocumento24 páginasMicroondas Philco 18 LitrosJose Luiz da SilvaAinda não há avaliações
- Análise da Legibilidade de Artigos Científicos usando Métricas de TextoDocumento7 páginasAnálise da Legibilidade de Artigos Científicos usando Métricas de TextoJanaira AraujoAinda não há avaliações
- Manual Multímetro - Fluke 26 Series IIIDocumento12 páginasManual Multímetro - Fluke 26 Series IIIa.diedrichsAinda não há avaliações
- Manual de Instruções para Motores Série Citius AGCO SISU POWERDocumento53 páginasManual de Instruções para Motores Série Citius AGCO SISU POWERJorcyCarvalho100% (2)
- Regulador de tensão contínua para lâmpadas e pequenos motoresDocumento1 páginaRegulador de tensão contínua para lâmpadas e pequenos motoresCorreia FernandoAinda não há avaliações
- Fluxo de Caixa para Clínicas e ConsultóriosDocumento223 páginasFluxo de Caixa para Clínicas e Consultóriosjosenato1970Ainda não há avaliações
- Relatorio 2004 2 HarsDocumento34 páginasRelatorio 2004 2 HarsAndré ZanattaAinda não há avaliações
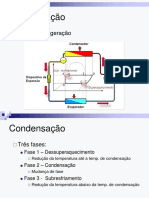
- Condensação. Ciclo de Refrigeração PDFDocumento38 páginasCondensação. Ciclo de Refrigeração PDFaislandesouza230% (1)
- Atualização do catálogo de compressores FarjDocumento24 páginasAtualização do catálogo de compressores FarjMartins Ismael100% (1)