Você também pode gostar
- N 1594 PDFDocumento28 páginasN 1594 PDFrmsabreuAinda não há avaliações
- N-1594 END Ultra-SomDocumento20 páginasN-1594 END Ultra-SomdanielAinda não há avaliações
- Norma Petrobras N-1594Documento22 páginasNorma Petrobras N-1594hailton jnior0% (1)
- N-2314 - US em FundidoDocumento21 páginasN-2314 - US em FundidoLEONARDOUS7Ainda não há avaliações
- N 2690 PDFDocumento12 páginasN 2690 PDFrcfrcf279Ainda não há avaliações
- N-2803 Ultrassom Mecanizado e Computadorizado Ed. 2013Documento16 páginasN-2803 Ultrassom Mecanizado e Computadorizado Ed. 2013Reginaldo Ferreira da SilvaAinda não há avaliações
- N-2690 End IrisDocumento12 páginasN-2690 End IrisFlynerAinda não há avaliações
- N-1593 Ensaio Nao Destrutivo EstanqueidadeDocumento14 páginasN-1593 Ensaio Nao Destrutivo EstanqueidadeLucio BragaAinda não há avaliações
- Rev. C 10 / 2021: ProcedimentoDocumento17 páginasRev. C 10 / 2021: ProcedimentosidneymfAinda não há avaliações
- N 2803Documento15 páginasN 2803Raphael Gomes GarciaAinda não há avaliações
- N 2555 PDFDocumento12 páginasN 2555 PDFJoão AlexandreAinda não há avaliações
- N-2135 - Determinação Da EFSDocumento4 páginasN-2135 - Determinação Da EFSLuiz Alberto LamógliaAinda não há avaliações
- Rev. D 04 / 2011: ProcedimentoDocumento7 páginasRev. D 04 / 2011: ProcedimentobrunomocsaAinda não há avaliações
- N-2414 - Inspeção em Serviço de Esferas de ArmazenamentoDocumento10 páginasN-2414 - Inspeção em Serviço de Esferas de ArmazenamentoLuciano RezendeAinda não há avaliações
- N-2371 - Inspeção em Serviço - Medição de Espessura A QuenteDocumento8 páginasN-2371 - Inspeção em Serviço - Medição de Espessura A QuenteAntonioBalbino100% (1)
- N 1594 PDFDocumento12 páginasN 1594 PDFEzequiel CastilhoniAinda não há avaliações
- Rev. E 11 / 2016: ProcedimentoDocumento8 páginasRev. E 11 / 2016: ProcedimentoandersonkreischerAinda não há avaliações
- N 2690Documento12 páginasN 2690danicasarAinda não há avaliações
- N 2555 PDFDocumento12 páginasN 2555 PDFCarlos NunesAinda não há avaliações
- n2254 Inspeção de Tubos Não Ferromagnéticos Por Correntes ParasitasDocumento15 páginasn2254 Inspeção de Tubos Não Ferromagnéticos Por Correntes ParasitasMarcelo VieiraAinda não há avaliações
- N-2821. Ensaio Não Destrutivo - Radiografia Computadorizada em Juntas SoldadasDocumento23 páginasN-2821. Ensaio Não Destrutivo - Radiografia Computadorizada em Juntas Soldadasjorge uiliam pereira da encarnaçãoAinda não há avaliações
- N-2364 - Cupons - Taxa de CorrosaoDocumento10 páginasN-2364 - Cupons - Taxa de CorrosaoAntonioBalbinoAinda não há avaliações
- N-2914 - Segurança para Projeto Detecção e Alarme de IncendioDocumento21 páginasN-2914 - Segurança para Projeto Detecção e Alarme de IncendioPâmela RafaelaAinda não há avaliações
- N-1816 Contec: RevalidaçãoDocumento7 páginasN-1816 Contec: Revalidaçãorenanmarangoni11vipsAinda não há avaliações
- Procedimento Petrobras - LP N-2370Documento13 páginasProcedimento Petrobras - LP N-2370Julio SaldanhaAinda não há avaliações
- N 2137Documento4 páginasN 2137sidneidecarvalhoAinda não há avaliações
- N 2658 Avaliacao de Integridade de Caldeiras PDFDocumento9 páginasN 2658 Avaliacao de Integridade de Caldeiras PDFVictor José SouzaAinda não há avaliações
- N-2660 - Insp. de Mangotes de PierDocumento9 páginasN-2660 - Insp. de Mangotes de PierEpson100% (1)
- N 1592.teste - Por.imã.&. PontosDocumento7 páginasN 1592.teste - Por.imã.&. PontosxandyghomesAinda não há avaliações
- N 2821 PDFDocumento29 páginasN 2821 PDFengenheiroalencarAinda não há avaliações
- NMMNBMBMNBMBMNDocumento13 páginasNMMNBMBMNBMBMNroniAinda não há avaliações
- N-1823 - Montagem de Caldeira AquotubularDocumento27 páginasN-1823 - Montagem de Caldeira AquotubularSANGUERUIMAinda não há avaliações
- N-2162 (Permissão para Trabalho)Documento20 páginasN-2162 (Permissão para Trabalho)Juemy MoraesAinda não há avaliações
- N 1595Documento16 páginasN 1595neto-portoAinda não há avaliações
- Rev. B 12 / 2012: ProcedimentoDocumento26 páginasRev. B 12 / 2012: ProcedimentoLeandro MarinhoAinda não há avaliações
- Inspeção em Serviços de Desaeradores PDFDocumento6 páginasInspeção em Serviços de Desaeradores PDFrogeriogalianoAinda não há avaliações
- Rev. F 11 / 2022: ProcedimentoDocumento9 páginasRev. F 11 / 2022: ProcedimentoallanAinda não há avaliações
- Rev. F 11 / 2022: ProcedimentoDocumento10 páginasRev. F 11 / 2022: ProcedimentogelsongustavoAinda não há avaliações
- N-2511 - Inspeção de Serviço em Trocadores de Calor (Out-2000)Documento16 páginasN-2511 - Inspeção de Serviço em Trocadores de Calor (Out-2000)JuBessaAinda não há avaliações
- Procedimento: Rev. B NOV / 2002Documento10 páginasProcedimento: Rev. B NOV / 2002Eduardo PiattiAinda não há avaliações
- N 1598 PDFDocumento12 páginasN 1598 PDFEzequiel CastilhoniAinda não há avaliações
- TESTE DE PRESSAO Dokumen - Tips - N-2688-Teste-De-Pressao-Em-Servico-De-Vasos-De-Pressao-E-Caldeiras PDFDocumento9 páginasTESTE DE PRESSAO Dokumen - Tips - N-2688-Teste-De-Pressao-Em-Servico-De-Vasos-De-Pressao-E-Caldeiras PDFLuiz ClaudioAinda não há avaliações
- Rev. B 11 / 2010: ProcedimentoDocumento8 páginasRev. B 11 / 2010: ProcedimentobrunomocsaAinda não há avaliações
- N-1595 Ensaio Nao Destrutivo RadiografiaDocumento19 páginasN-1595 Ensaio Nao Destrutivo RadiografiaPaulo NetzAinda não há avaliações
- Rev. D 10 / 2021: ProcedimentoDocumento15 páginasRev. D 10 / 2021: ProcedimentoRobert EinstenAinda não há avaliações
- Rev. H 09 / 2013: ProcedimentoDocumento12 páginasRev. H 09 / 2013: ProcedimentoAntonio CarlosAinda não há avaliações
- N-2914 Contec Critérios de Segurança para Projeto de Sistema de Detecção e Alarme de Incêndio e Gás em Instalações TerrestresDocumento21 páginasN-2914 Contec Critérios de Segurança para Projeto de Sistema de Detecção e Alarme de Incêndio e Gás em Instalações TerrestresMatheus dos Reis BravimAinda não há avaliações
- N-2294 Inspeção de Tubo - Qualificação de Pessoal - (1993)Documento11 páginasN-2294 Inspeção de Tubo - Qualificação de Pessoal - (1993)Alvig AdministrativoAinda não há avaliações
- N-1592 Ensaio Nao Destrutivo Identificação de MateriaisDocumento8 páginasN-1592 Ensaio Nao Destrutivo Identificação de MateriaisPaulo NetzAinda não há avaliações
- Procedimento: - Públic ADocumento12 páginasProcedimento: - Públic Asandrooo1Ainda não há avaliações
- N 2820Documento4 páginasN 2820Matheus dos Reis BravimAinda não há avaliações
- Contec - Sc-16: Rev. BDocumento15 páginasContec - Sc-16: Rev. Beng.rigoni2567Ainda não há avaliações
- Procedimento: Requisito Técnico: Prescrição Estabelecida Como A Mais Adequada e QueDocumento13 páginasProcedimento: Requisito Técnico: Prescrição Estabelecida Como A Mais Adequada e QueFabio Peres de LimaAinda não há avaliações
- N 2821Documento22 páginasN 2821Mario Moura JrAinda não há avaliações
- Rev. H 07 / 2021: ProcedimentoDocumento13 páginasRev. H 07 / 2021: ProcedimentoCarlos RodriguesAinda não há avaliações
- Rev. H 07 / 2021: ProcedimentoDocumento14 páginasRev. H 07 / 2021: ProcedimentoRobert EinstenAinda não há avaliações
- N-302 Detalhes de Aterramento de Estruturas, Equipamentos, Cercas E Portões Empregando-Se Conectores MecânicosDocumento10 páginasN-302 Detalhes de Aterramento de Estruturas, Equipamentos, Cercas E Portões Empregando-Se Conectores MecânicosGenario AguiarAinda não há avaliações
- N-1930 C - Insp - Serviço - Guindastes - OFFSHOREDocumento26 páginasN-1930 C - Insp - Serviço - Guindastes - OFFSHORELuciano Amâncio da SilvaAinda não há avaliações
- Honda CB600F Hornet 06Documento114 páginasHonda CB600F Hornet 06duendeanta100% (7)
- Soldagem Etrepanação de TubulaçõesDocumento43 páginasSoldagem Etrepanação de TubulaçõesVictorGomesSerafina100% (1)
- N-1738 - Desc SoldaDocumento30 páginasN-1738 - Desc SoldaAnonymous NfBZVB100% (1)
- Trocadores de CalorDocumento30 páginasTrocadores de Calorgravyt2Ainda não há avaliações
- N-1493 Equipamento de Drenagem para Proteção CatódicaDocumento17 páginasN-1493 Equipamento de Drenagem para Proteção CatódicaMarcelo VieiraAinda não há avaliações
- Trocadores Tipo Casco e TubosDocumento28 páginasTrocadores Tipo Casco e TubosMarcelo VieiraAinda não há avaliações
- Fratura DúctilDocumento10 páginasFratura DúctilMarcelo VieiraAinda não há avaliações
- Corrosão NaftênicaDocumento6 páginasCorrosão NaftênicaMarcelo VieiraAinda não há avaliações
- Verificação Linha de Vida 01 PDFDocumento2 páginasVerificação Linha de Vida 01 PDFAdelmárcio AndréAinda não há avaliações
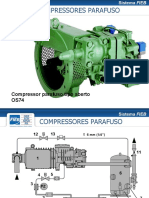
- APRESENTAÇÃO DE COMPRESSORES PETROBRÁS Rev cimatec-PARTE2Documento86 páginasAPRESENTAÇÃO DE COMPRESSORES PETROBRÁS Rev cimatec-PARTE2Toniase Guimaraes BarrosAinda não há avaliações
- Processos de Refino 1 - DestilaçãoDocumento125 páginasProcessos de Refino 1 - DestilaçãoLuan Gabriel100% (4)
- Leituras de Fisica - MecanicaDocumento110 páginasLeituras de Fisica - MecanicaAntonio Carlos TrindadeAinda não há avaliações
- Fotossíntese - o Que É, Função, Etapas, Importância - Biologia NetDocumento3 páginasFotossíntese - o Que É, Função, Etapas, Importância - Biologia NetDuda FernandesAinda não há avaliações
- Catálogo Prado AutomaçãoDocumento41 páginasCatálogo Prado AutomaçãoDanilo FerreiraAinda não há avaliações
- Atividade 3 (A3) - Revisão Da Tentativa FisicaDocumento6 páginasAtividade 3 (A3) - Revisão Da Tentativa FisicaDavid CremosinhoAinda não há avaliações
- Catálogo FibersulDocumento44 páginasCatálogo FibersulrftailorAinda não há avaliações
- EM Regular - QuímicaDocumento18 páginasEM Regular - QuímicaAline Jacuboski BianquiAinda não há avaliações
- Drapper Guia Rápido IIIDocumento4 páginasDrapper Guia Rápido IIIVinicius Santos Agronomia100% (1)
- Analise Combinatoria RespostasDocumento12 páginasAnalise Combinatoria RespostasMARIA DA PAZ C.P.Ainda não há avaliações
- Capitulo 53 Monza, Ipanema, K.Documento23 páginasCapitulo 53 Monza, Ipanema, K.Gadus Morhua100% (1)
- Exercicios Resolvidos Fisica Vol1 2 3 HaDocumento112 páginasExercicios Resolvidos Fisica Vol1 2 3 HaLucas Lira100% (1)
- Sinais e Ondas. Ondas Transversais e Ondas Longitudinais. Ondas Mecânicas e Ondas EletromagnéticasDocumento10 páginasSinais e Ondas. Ondas Transversais e Ondas Longitudinais. Ondas Mecânicas e Ondas EletromagnéticasRita GonçalvesAinda não há avaliações
- PONTESDocumento60 páginasPONTESNathalia SousaAinda não há avaliações
- Polarização de Luz Por Reflexão e Medida Do Ângulo de BrewsterDocumento10 páginasPolarização de Luz Por Reflexão e Medida Do Ângulo de BrewsterSérgio MiguelAinda não há avaliações
- 1 - Panel de Operación - BR24D14001802 - 00Documento27 páginas1 - Panel de Operación - BR24D14001802 - 00Erick Vargas100% (1)
- Frequencímetro de Alta Resolução DVM13MFC2Documento6 páginasFrequencímetro de Alta Resolução DVM13MFC2Antonio C D FerreiraAinda não há avaliações
- Abnt NBR 16.655 - 1Documento21 páginasAbnt NBR 16.655 - 1Ricardo MeyerAinda não há avaliações
- Slide de Maquinas e EquipamentosDocumento42 páginasSlide de Maquinas e EquipamentosAnderson TabordaAinda não há avaliações
- Manual Motobomba Sibrape BAP Fit e BAPDocumento16 páginasManual Motobomba Sibrape BAP Fit e BAPmareuniceAinda não há avaliações
- Lista de Exercícios Sobre Espaços Vetoriais (SUBESPAÇOS VEOTIAIS)Documento8 páginasLista de Exercícios Sobre Espaços Vetoriais (SUBESPAÇOS VEOTIAIS)Gleyson Smyt'hAinda não há avaliações
- Apostila Metalurgia Da Soldagem - Fissuração Na SoldagemDocumento13 páginasApostila Metalurgia Da Soldagem - Fissuração Na Soldagemjefferson santosAinda não há avaliações
- 3 Lista AvançadaDocumento71 páginas3 Lista AvançadaLucas MeloAinda não há avaliações
- Prevencao de IncendiosDocumento76 páginasPrevencao de IncendiosSimone SegattoAinda não há avaliações
- Mobil Dte 26 UltraDocumento10 páginasMobil Dte 26 UltraElisio Alves de Sousa JuniorAinda não há avaliações
- Catalogo Digital - Produtos Dyv (Atual)Documento11 páginasCatalogo Digital - Produtos Dyv (Atual)Manoel BatistaAinda não há avaliações
- My16 Cobalt pn52122481 Por 20160205 v03 BaixaDocumento248 páginasMy16 Cobalt pn52122481 Por 20160205 v03 BaixaJfk LucasAinda não há avaliações
- Manual 30 50Documento28 páginasManual 30 50Bruno LeãoAinda não há avaliações
- Matemática: Esse Material É Parte Integrante Do Aulas Particulares On-Line Do IESDE BRASIL S/ADocumento24 páginasMatemática: Esse Material É Parte Integrante Do Aulas Particulares On-Line Do IESDE BRASIL S/APatrick MartinsAinda não há avaliações