Você também pode gostar
- Tempo PadrãoDocumento2 páginasTempo PadrãoValmirLOliveiraAinda não há avaliações
- Planejamento de Grandes Paradas - EntressafraDocumento14 páginasPlanejamento de Grandes Paradas - EntressafraAscanio Silva LamounierAinda não há avaliações
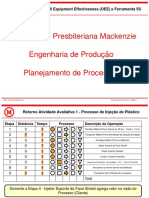
- PP Aula 03 2020 2SDocumento46 páginasPP Aula 03 2020 2SVitor AugustoAinda não há avaliações
- GM13Documento15 páginasGM13Jéssica Ferreira100% (1)
- Port 1 - Pre-Militar - Volume 1 PDFDocumento22 páginasPort 1 - Pre-Militar - Volume 1 PDFJohAinda não há avaliações
- VolvismoDocumento71 páginasVolvismoPhaelucasAinda não há avaliações
- 2 OEE e TEEPDocumento36 páginas2 OEE e TEEPReynaldo ChileAinda não há avaliações
- Pop TRLDocumento8 páginasPop TRLJose Augusto NeveAinda não há avaliações
- Padronizacao e OeeDocumento10 páginasPadronizacao e Oeeedumm001Ainda não há avaliações
- Aula 4 GP 181023Documento26 páginasAula 4 GP 181023Alice LimaAinda não há avaliações
- Checklist Ocra 20230426Documento14 páginasChecklist Ocra 20230426Matheus PinhoAinda não há avaliações
- Aula 9 - Sistema Toyota de ProduçãoDocumento29 páginasAula 9 - Sistema Toyota de Produçãoerika.patricyaAinda não há avaliações
- Tempos & MétodosDocumento142 páginasTempos & MétodosConsultoria LKAinda não há avaliações
- Tempos e MovimentosDocumento93 páginasTempos e MovimentosJoão Paulo Figueira Marchesi100% (1)
- Aula 07Documento22 páginasAula 07renata cavalottiAinda não há avaliações
- Análise Do Balanceamento de Uma Linha de Produção em Uma Empresa de AutopeçasDocumento9 páginasAnálise Do Balanceamento de Uma Linha de Produção em Uma Empresa de AutopeçasHadassa FeitosaAinda não há avaliações
- Ferramentas Do Sistema Toyota de Produção FinalDocumento40 páginasFerramentas Do Sistema Toyota de Produção FinalDanilo MarquesAinda não há avaliações
- Apresentação 33 CBMGA ABRAMAN 2018 - Heitor FagnerDocumento23 páginasApresentação 33 CBMGA ABRAMAN 2018 - Heitor FagnerHeitorFagnerAinda não há avaliações
- Cap 4 - Estudo de Tempos e Métodos PDFDocumento59 páginasCap 4 - Estudo de Tempos e Métodos PDFEduardo Yam100% (1)
- Ex Cálculo OEEDocumento1 páginaEx Cálculo OEEMatheus Vatanabe AndriessenAinda não há avaliações
- O Mapeamento de Fluxo de Valor Da ManutençãoDocumento9 páginasO Mapeamento de Fluxo de Valor Da ManutençãoJosé Pedro Rodrigues Silva100% (3)
- Cronoanalise 03 (Base OSM)Documento25 páginasCronoanalise 03 (Base OSM)ELA BELAAinda não há avaliações
- 1541442453planilha Trabalho Padrao Nortegubisian 1Documento5 páginas1541442453planilha Trabalho Padrao Nortegubisian 1wagnerAinda não há avaliações
- 1.1. Métricas Lean - CaeDocumento32 páginas1.1. Métricas Lean - CaeRobsonAinda não há avaliações
- Manual Do Amostrador de Grandes VolumesDocumento123 páginasManual Do Amostrador de Grandes Volumesbreno_almada2005Ainda não há avaliações
- 2 Mediodotrabalho 140813155332 Phpapp02Documento37 páginas2 Mediodotrabalho 140813155332 Phpapp02Jonatas Santos de JesusAinda não há avaliações
- Capitulo 2A - Estudo de Tempos CronoanalisehojeDocumento29 páginasCapitulo 2A - Estudo de Tempos CronoanalisehojeNanda SouzaAinda não há avaliações
- Tempo de SetupDocumento35 páginasTempo de SetupsouseuAinda não há avaliações
- 06 Estudo de Tempos e A CronoanáliseDocumento7 páginas06 Estudo de Tempos e A CronoanáliseQuero SuculentasAinda não há avaliações
- Apostila Tempos e Metodos-RevisarDocumento17 páginasApostila Tempos e Metodos-RevisarAndre SeijiAinda não há avaliações
- VA Administracao Da Producao e Operacoes Aula 4 Tema 4 ImpressaoDocumento11 páginasVA Administracao Da Producao e Operacoes Aula 4 Tema 4 ImpressaoGustavo NakamuraAinda não há avaliações
- Aula 6 - Balanceamento Da Linha de ProduoDocumento12 páginasAula 6 - Balanceamento Da Linha de ProduodiegosantanaAinda não há avaliações
- Apostila - Takt Time e Balanceamento de LinhaDocumento9 páginasApostila - Takt Time e Balanceamento de LinhaRogerio SantosAinda não há avaliações
- Template - Situação de Aprendizagem 04Documento4 páginasTemplate - Situação de Aprendizagem 04cisserom02Ainda não há avaliações
- Apostila Tempo-Padrão PDFDocumento35 páginasApostila Tempo-Padrão PDFhannahiaraAinda não há avaliações
- Balanceamento de LinhaDocumento36 páginasBalanceamento de LinhaClaudio DiogoAinda não há avaliações
- Balanceamento de LinhaDocumento37 páginasBalanceamento de LinhaAldo Santos LimaAinda não há avaliações
- GMCDocumento14 páginasGMCGabriKarnaAinda não há avaliações
- APRESENTAÇÃO - Máquina de Solda AutomáticaDocumento17 páginasAPRESENTAÇÃO - Máquina de Solda AutomáticahezronamAinda não há avaliações
- Aula - Estudo de Tempos - Cronoanálise 01Documento49 páginasAula - Estudo de Tempos - Cronoanálise 01fernanda CruzAinda não há avaliações
- Post 011 Cronoanalise PDFDocumento13 páginasPost 011 Cronoanalise PDFPaulo RochelAinda não há avaliações
- Ferramentas STPDocumento48 páginasFerramentas STPAnonymous gy237mAinda não há avaliações
- Redutores - Planejamento Inicial 2015Documento6 páginasRedutores - Planejamento Inicial 2015Fabio AlvesAinda não há avaliações
- Exercicios de ENME 2022Documento2 páginasExercicios de ENME 2022Ivan José ZianjaAinda não há avaliações
- About TPMDocumento25 páginasAbout TPMmurilocabriniAinda não há avaliações
- Cronoanalise Parte2de6Documento23 páginasCronoanalise Parte2de6Aldo Santos LimaAinda não há avaliações
- T3 - Aula 02 - Teoria Das RestriçõesDocumento26 páginasT3 - Aula 02 - Teoria Das RestriçõesNilton Alves de OliveiraAinda não há avaliações
- Apostila LayoutDocumento55 páginasApostila Layoutsamaraver100% (1)
- Gerenciamento Da Rotina de Trabalho Do Dia-A-dia - LucasDocumento96 páginasGerenciamento Da Rotina de Trabalho Do Dia-A-dia - LucasLucas Marques100% (4)
- 7051 - Manutenção - Horária - BENALCOOL - 2023-08-04T123542.999Documento1 página7051 - Manutenção - Horária - BENALCOOL - 2023-08-04T123542.999Lincon StringhettaAinda não há avaliações
- Análise de Falhas - RolamentosDocumento30 páginasAnálise de Falhas - RolamentosGabriele MedeirosAinda não há avaliações
- OK 5lean ManufacturingPIDocumento32 páginasOK 5lean ManufacturingPIDiogoJSantosAinda não há avaliações
- Manual Procedimentos IPMADocumento58 páginasManual Procedimentos IPMAvaniacgaudencioinacioAinda não há avaliações
- CEP - Controle Estatístico de ProcessoDocumento33 páginasCEP - Controle Estatístico de ProcessoDanilo Anunciação100% (2)
- Analista de ControladoriaDocumento4 páginasAnalista de ControladoriaDária CarolinaAinda não há avaliações
- 03 - ProcessadoresDocumento44 páginas03 - ProcessadoresANNE GABRIELLE RODRIGUES DOS SANTOSAinda não há avaliações
- Analista ComunicaçãoDocumento4 páginasAnalista ComunicaçãoDária CarolinaAinda não há avaliações
- Teoriadasrestries 120326075029 Phpapp02Documento31 páginasTeoriadasrestries 120326075029 Phpapp02lucaas pinheiroAinda não há avaliações
- Curva de AprendizagemDocumento17 páginasCurva de Aprendizagemdiogosantana1300% (1)
- Sintonia Automática de Controlador PID: método de resposta ao degrau e implementação em CLPNo EverandSintonia Automática de Controlador PID: método de resposta ao degrau e implementação em CLPAinda não há avaliações
- Aula 5 - KaizenDocumento27 páginasAula 5 - KaizenDirceu CostaAinda não há avaliações
- 3-Jack Smith - B - PortDocumento5 páginas3-Jack Smith - B - PortDirceu CostaAinda não há avaliações
- 3-Jack Smith - C - PortDocumento7 páginas3-Jack Smith - C - PortDirceu CostaAinda não há avaliações
- 3-Jack Smith - A - PortDocumento8 páginas3-Jack Smith - A - PortDirceu CostaAinda não há avaliações
- Qual o Significado de Um IgbáDocumento7 páginasQual o Significado de Um IgbáTateto Omulu100% (1)
- DGS 2015 - Uso de LuvasDocumento36 páginasDGS 2015 - Uso de LuvasJoão LourençoAinda não há avaliações
- A Responsabilidade Social e o Serviço Social Nas Organizações EmpresariaisDocumento20 páginasA Responsabilidade Social e o Serviço Social Nas Organizações Empresariaislucas limaAinda não há avaliações
- Módulo 0776 - Sistema de Informação Da EmpresaDocumento11 páginasMódulo 0776 - Sistema de Informação Da EmpresaManuela Cunha - formaçãoAinda não há avaliações
- Universidade Metodista de Piracicaba FacDocumento161 páginasUniversidade Metodista de Piracicaba FacNewton MagalhãesAinda não há avaliações
- Catalogo PDFDocumento84 páginasCatalogo PDFRogerio DennyAinda não há avaliações
- Manual 2Documento18 páginasManual 2Anderson FerrazAinda não há avaliações
- Apostila - CEPDocumento46 páginasApostila - CEPRafael Araujo FonsecaAinda não há avaliações
- TCC - Priscila - Antonia de Paula Cruz - 21052023Documento32 páginasTCC - Priscila - Antonia de Paula Cruz - 21052023Daniele GrazinaAinda não há avaliações
- Questionário Deconstrução de Edificios I 2Documento2 páginasQuestionário Deconstrução de Edificios I 2Ivena PereiraAinda não há avaliações
- A Industria de Laticinios Da Zona Da Mata MineiraDocumento11 páginasA Industria de Laticinios Da Zona Da Mata MineiraBela OliveiraAinda não há avaliações
- Atividade Avaliativa 4 - Semanas 7 e 8 AuditoriasDocumento7 páginasAtividade Avaliativa 4 - Semanas 7 e 8 Auditoriassamirgomes03Ainda não há avaliações
- 1 Kaizen, Kaikaku, PDCA, SDCA, MASP - TextoDocumento25 páginas1 Kaizen, Kaikaku, PDCA, SDCA, MASP - TextoAlessandro Facciochi0% (1)
- Sei 6018.2022 0078619 2Documento18 páginasSei 6018.2022 0078619 2adair.pmspAinda não há avaliações
- Treinamento CozinhaDocumento15 páginasTreinamento CozinhaElizandra Murari Chagas100% (1)
- Ponto 3 Relevância Da Regulação para o DesenvolvimentoDocumento14 páginasPonto 3 Relevância Da Regulação para o DesenvolvimentoalexcbitAinda não há avaliações
- Gestão Estratégica Da QualidadeDocumento90 páginasGestão Estratégica Da Qualidademarcelo santana figueiredo0% (1)
- Auditoria Da Qualidade - Alberto W. RamosDocumento9 páginasAuditoria Da Qualidade - Alberto W. RamosMaria Clara NascimentoAinda não há avaliações
- Lição I - Experiência Do ClienteDocumento28 páginasLição I - Experiência Do ClienteFábio RodriguesAinda não há avaliações
- Fundamentosadministracao Atualizado MinDocumento288 páginasFundamentosadministracao Atualizado MinJoao Inacio Bezerra da silvaAinda não há avaliações
- Estrategia de PrecificaçãoDocumento15 páginasEstrategia de PrecificaçãoZildo AssisAinda não há avaliações
- AULA 10 - Gestão Estratégica Da ManutençãoDocumento49 páginasAULA 10 - Gestão Estratégica Da ManutençãoFelipe SiqueiraAinda não há avaliações
- 2011 - Matsinhe, Crescênia Adelaide VirgílioDocumento84 páginas2011 - Matsinhe, Crescênia Adelaide VirgílioMauro VieiraAinda não há avaliações
- Relatório Profissional Departamento F&BDocumento113 páginasRelatório Profissional Departamento F&BSonia Raposo100% (1)
- Embalagem para Conservação de Alimentos em Atmosfera ModificadaDocumento4 páginasEmbalagem para Conservação de Alimentos em Atmosfera ModificadaFlavio SilvaAinda não há avaliações
- Treinamento - Principais Conceitos de ManutencaoDocumento49 páginasTreinamento - Principais Conceitos de Manutencaotim203100% (1)
- Lista de Revisão UnebDocumento25 páginasLista de Revisão UnebatisunameAinda não há avaliações
- Plano Da Situação de Aprendizagem #03Documento2 páginasPlano Da Situação de Aprendizagem #03BrunoAinda não há avaliações