Você também pode gostar
- Aula4-Siderurgia CompressedDocumento38 páginasAula4-Siderurgia CompressedMarcio LuizAinda não há avaliações
- Ferro EsponjaDocumento25 páginasFerro EsponjaWagner de PaduaAinda não há avaliações
- Apresenta ÆoBrasagem EMBDocumento156 páginasApresenta ÆoBrasagem EMBjeffersonAinda não há avaliações
- FundiçãoDocumento120 páginasFundiçãoCAROLINE ANDRADE DA SILVAAinda não há avaliações
- Considerações Sobre Os Equipamentos de FusãoDocumento25 páginasConsiderações Sobre Os Equipamentos de FusãoMatheus Lopes100% (1)
- Processos Correlatos Corte TérmicoDocumento27 páginasProcessos Correlatos Corte TérmicoFernando HenriqueAinda não há avaliações
- Alto FornoDocumento41 páginasAlto FornotapeixotoAinda não há avaliações
- Aula3 - FPMDocumento51 páginasAula3 - FPMVitor SantanaAinda não há avaliações
- Tratamentos TermoquímicosDocumento39 páginasTratamentos Termoquímicos09103240Ainda não há avaliações
- Soldagem Oxi-GásDocumento13 páginasSoldagem Oxi-GásDaniel Gaia100% (1)
- Proc Soldagem-OxigasDocumento12 páginasProc Soldagem-OxigasEduardo CavalcanteAinda não há avaliações
- Produção de Ferro GusaDocumento37 páginasProdução de Ferro GusaHélio De Verónica SoriarAinda não há avaliações
- Tipos de FornosDocumento19 páginasTipos de FornostristtessaAinda não há avaliações
- 1BN - Atividade e Material - TMC I - MichelDocumento68 páginas1BN - Atividade e Material - TMC I - Michellaboratorio aciariaAinda não há avaliações
- Midrex Corex HYLDocumento54 páginasMidrex Corex HYLGuilherme Alvernaz MaiaAinda não há avaliações
- Processos Metalúrgicos de FabricaçãoDocumento13 páginasProcessos Metalúrgicos de FabricaçãoHigor SenaAinda não há avaliações
- Processos MetalurgicosDocumento64 páginasProcessos MetalurgicosPatriciaQuintanaAinda não há avaliações
- Fonte - 6 - Introdução Aos Processos de Soldadura Parte IDocumento60 páginasFonte - 6 - Introdução Aos Processos de Soldadura Parte ImanuelAinda não há avaliações
- Considerações Sobre Os Equipamentos de FusãoDocumento14 páginasConsiderações Sobre Os Equipamentos de FusãoMatheus LopesAinda não há avaliações
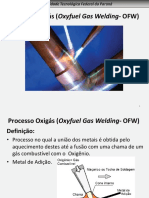
- Processo Oxigás (Oxyfuel Gas Welding - OfW)Documento33 páginasProcesso Oxigás (Oxyfuel Gas Welding - OfW)gabriel moraisAinda não há avaliações
- Aluminotermia CompletoDocumento48 páginasAluminotermia CompletoThiago Fernando Dos SantosAinda não há avaliações
- Aula 01 - Processo de Fabricação Do AçoDocumento65 páginasAula 01 - Processo de Fabricação Do Açowagner silvaAinda não há avaliações
- Aula Do Ferro 2019 EstudoDocumento54 páginasAula Do Ferro 2019 EstudoJosé Afonso Vargas FilhoAinda não há avaliações
- AluminotermiaDocumento17 páginasAluminotermiaThiago Fernando Dos SantosAinda não há avaliações
- Materiais Das Ferramentas de CorteDocumento53 páginasMateriais Das Ferramentas de CorteGuilherme Carvalho PradoAinda não há avaliações
- Microsoft Word - TRABALHODocumento20 páginasMicrosoft Word - TRABALHOleonardo costaAinda não há avaliações
- Revisão Alto FornoDocumento43 páginasRevisão Alto FornoPaula CarvalhoAinda não há avaliações
- Forno PanelaDocumento19 páginasForno PanelaneblinadaserraAinda não há avaliações
- Forno Eletrico Por InduçaoDocumento24 páginasForno Eletrico Por InduçaoMarco Antonio Costa60% (5)
- SOLDAGEM Por OxigasDocumento10 páginasSOLDAGEM Por OxigasDionatas NascimentoAinda não há avaliações
- Pirometalurgia - Trabalho2Documento25 páginasPirometalurgia - Trabalho2Próssimu PasAinda não há avaliações
- AcoDocumento7 páginasAcoFrancisco CuambeAinda não há avaliações
- TMCM - Aula 02Documento33 páginasTMCM - Aula 02Luis OmenaAinda não há avaliações
- O Uso Dos Briquetes de Cavacos de Usinagem Na FundiçãoDocumento21 páginasO Uso Dos Briquetes de Cavacos de Usinagem Na FundiçãoLeonardoAinda não há avaliações
- EOFDocumento12 páginasEOFToalha42Ainda não há avaliações
- 349806-Processos Metalúrgicos - Convertedor LDDocumento66 páginas349806-Processos Metalúrgicos - Convertedor LDamaurilopes1203Ainda não há avaliações
- Forno EletricoDocumento18 páginasForno EletricoRenata FerreiraAinda não há avaliações
- 02 Classificação Oxi-Gás ThermitDocumento76 páginas02 Classificação Oxi-Gás ThermitDaiana GuimarãesAinda não há avaliações
- Aula 2 - FundiçãoDocumento79 páginasAula 2 - FundiçãoMichel clayton100% (1)
- Processo Dios WordDocumento6 páginasProcesso Dios WordJoao GabrielAinda não há avaliações
- SIDERURGIADocumento10 páginasSIDERURGIACassiano Verner100% (1)
- Materiais e TecnologiaDocumento35 páginasMateriais e TecnologiaAnderson SantosAinda não há avaliações
- Capítulo 2: Soldagem Por OxigásDocumento11 páginasCapítulo 2: Soldagem Por Oxigáslmlmla02Ainda não há avaliações
- Cobre e Suas LigasDocumento97 páginasCobre e Suas LigasJosé Farias UFPIAinda não há avaliações
- Técnologia Dos MateriaisDocumento31 páginasTécnologia Dos MateriaisBruno CoelhoAinda não há avaliações
- Aula de SiderurgiaDocumento210 páginasAula de SiderurgiaDanilo HoskenAinda não há avaliações
- Forno FundicaoDocumento36 páginasForno FundicaoMarco Antonio CostaAinda não há avaliações
- Forno ElétricoDocumento30 páginasForno ElétriconeblinadaserraAinda não há avaliações
- 02 - Fornos de FusãoDocumento30 páginas02 - Fornos de FusãoBananaliksAinda não há avaliações
- Aula 06 - Fornos de FundiçãoDocumento46 páginasAula 06 - Fornos de FundiçãoFlávia Patrocínio Simões20% (5)
- Metais e Ligas Não FerrosasDocumento50 páginasMetais e Ligas Não FerrosasAlexandre LopesAinda não há avaliações
- 02 - Processos de Fabricacao - Fabricação Do AçoDocumento73 páginas02 - Processos de Fabricacao - Fabricação Do AçoAnselmo FabrisAinda não há avaliações
- Aula 7 Aciaria ElétricaDocumento36 páginasAula 7 Aciaria ElétricaRomulo Oliveira Lino AlmeidaAinda não há avaliações
- Forno A Arco ElétricoDocumento4 páginasForno A Arco ElétricoAimée GiovannaAinda não há avaliações
- AlumínioDocumento9 páginasAlumínioNathan BastosAinda não há avaliações
- Fornos de FundiçãoDocumento46 páginasFornos de FundiçãojotageaAinda não há avaliações
- COBRE E NÍQUEL SlidesDocumento13 páginasCOBRE E NÍQUEL SlidesAlisson CoutinhoAinda não há avaliações
- Processos MetalúrgicosDocumento69 páginasProcessos Metalúrgicosamaurilopes1203Ainda não há avaliações
- Apostila de Processos IsDocumento105 páginasApostila de Processos IsevolutionfinsAinda não há avaliações
- Aços Inoxidáveis - Corrosão E Métodos Para DetecçãoNo EverandAços Inoxidáveis - Corrosão E Métodos Para DetecçãoAinda não há avaliações
- Fund Aula 06 - MassaloteDocumento7 páginasFund Aula 06 - MassaloteRaphael ConsAinda não há avaliações
- Computação Prática - Laboratório02Documento1 páginaComputação Prática - Laboratório02Raphael ConsAinda não há avaliações
- Mecanismos de Deterioração-1Documento37 páginasMecanismos de Deterioração-1Raphael ConsAinda não há avaliações
- Seleção de Materiais-1Documento46 páginasSeleção de Materiais-1Raphael ConsAinda não há avaliações
- Flarys - Ex. 1.1Documento1 páginaFlarys - Ex. 1.1Raphael ConsAinda não há avaliações
- F1 Aula 01Documento13 páginasF1 Aula 01Raphael ConsAinda não há avaliações
- Atividade I - Determinação Densidade RealDocumento2 páginasAtividade I - Determinação Densidade RealRaphael ConsAinda não há avaliações
- CM II - Atividade Pratica II - Cristalizacao de PolimeroDocumento2 páginasCM II - Atividade Pratica II - Cristalizacao de PolimeroRaphael ConsAinda não há avaliações
- CM II - Atividade Prática III - DurezaDocumento2 páginasCM II - Atividade Prática III - DurezaRaphael ConsAinda não há avaliações
- Materiais PoliméricosDocumento34 páginasMateriais PoliméricosRaphael ConsAinda não há avaliações
- CM II - Atividade Prática IV - ImpactoDocumento2 páginasCM II - Atividade Prática IV - ImpactoRaphael ConsAinda não há avaliações
- Lista 1Documento4 páginasLista 1Thiago SouzaAinda não há avaliações
- CM2 - Estrutura Dos Sólidos CristalinosDocumento41 páginasCM2 - Estrutura Dos Sólidos CristalinosRaphael ConsAinda não há avaliações
- CM2 - IntroduçãoDocumento9 páginasCM2 - IntroduçãoRaphael ConsAinda não há avaliações
- CM II - CristalografiaDocumento18 páginasCM II - CristalografiaRaphael ConsAinda não há avaliações
- Síntese - Grupo 4 - Aula 13Documento2 páginasSíntese - Grupo 4 - Aula 13Raphael ConsAinda não há avaliações
- Discussao Aula 24-06-2020Documento1 páginaDiscussao Aula 24-06-2020Raphael ConsAinda não há avaliações
- Síntese - Grupo 4 - Aula 7Documento4 páginasSíntese - Grupo 4 - Aula 7Raphael ConsAinda não há avaliações
- Síntese - Grupo 4 - Aula 11Documento1 páginaSíntese - Grupo 4 - Aula 11Raphael ConsAinda não há avaliações
- Síntese - Grupo 4 - Aula 12Documento2 páginasSíntese - Grupo 4 - Aula 12Raphael ConsAinda não há avaliações
- Apostila2 Gestao ProcessosDocumento15 páginasApostila2 Gestao ProcessosFrancisco FilhoAinda não há avaliações
- Chat Da LiveDocumento904 páginasChat Da LiveMarcosAinda não há avaliações
- Dados Tecnicos MBB Accelo 815 Plataforma 4 X 2Documento2 páginasDados Tecnicos MBB Accelo 815 Plataforma 4 X 2Rogério Caiado MachadoAinda não há avaliações
- A Degradaã Ã o Dos Solos MILENADocumento7 páginasA Degradaã Ã o Dos Solos MILENAMilena Laureano Lima CardosoAinda não há avaliações
- Extração de Amido Batata e Lipidio AmendoimDocumento2 páginasExtração de Amido Batata e Lipidio AmendoimRenataAinda não há avaliações
- A2 - Ciple - CL - Pie - 2202Documento6 páginasA2 - Ciple - CL - Pie - 2202x100% (2)
- Análise de Dados Excel 2022Documento26 páginasAnálise de Dados Excel 2022Esperança CandeleAinda não há avaliações
- Aula+2+ +Gestão+Da+ProduçãoDocumento93 páginasAula+2+ +Gestão+Da+Produçãorayssa lopesAinda não há avaliações
- Wayne Mack - A Utilidade Das Escrituras No Aconselhamento PDFDocumento4 páginasWayne Mack - A Utilidade Das Escrituras No Aconselhamento PDFHugo Santos ZicaAinda não há avaliações
- Tabela de Folgas JQC PDFDocumento1 páginaTabela de Folgas JQC PDFjoanidesrrAinda não há avaliações
- Banner Indigenas 3.0-1Documento1 páginaBanner Indigenas 3.0-1Souza cris LiraAinda não há avaliações
- PROJETO PPSUS Aprovado Comitê de Etica-Jan21-Modificadoabril21Documento31 páginasPROJETO PPSUS Aprovado Comitê de Etica-Jan21-Modificadoabril21fotoseduardaamaralAinda não há avaliações
- Introdução À Filosofia Da Religião - William RoweDocumento56 páginasIntrodução À Filosofia Da Religião - William RoweIranFilho50% (2)
- Cad C2 Teoria 1serie 20aulas 2bim 2023 PortuguesDocumento4 páginasCad C2 Teoria 1serie 20aulas 2bim 2023 PortuguesFERNANDA FERREIRA DOS SANTOSAinda não há avaliações
- Parafrase PDFDocumento5 páginasParafrase PDFZé SilvaAinda não há avaliações
- Apostila Fluence - 2019Documento52 páginasApostila Fluence - 2019Marcelo AlibertiAinda não há avaliações
- Atividade 3 Ano SubstantivoDocumento6 páginasAtividade 3 Ano SubstantivoJuliana Beatriz de OliveiraAinda não há avaliações
- Cartilha Acessibilidade - Web PDFDocumento130 páginasCartilha Acessibilidade - Web PDFmaiquelveigaAinda não há avaliações
- A Liga Literaria - 4906811096Documento632 páginasA Liga Literaria - 4906811096Ana Karla OliveiraAinda não há avaliações
- Atividade de Semântica IIDocumento5 páginasAtividade de Semântica IISandrinha PereiraAinda não há avaliações
- Exercícios A Nova IndustrializaçãoDocumento6 páginasExercícios A Nova Industrializaçãosantiagoal1914Ainda não há avaliações
- Fcat01-08 SPDocumento36 páginasFcat01-08 SPDiogo PintoAinda não há avaliações
- Consideracoes Sobre A Psicose OrdinariaDocumento9 páginasConsideracoes Sobre A Psicose OrdinariaJonas Narcisista PirroAinda não há avaliações
- Cores de Complexo de CobreDocumento3 páginasCores de Complexo de CobreImerson Mota100% (1)
- Ebook - O Poder Das MetasDocumento39 páginasEbook - O Poder Das Metasjaphysms100% (9)
- Guia de Arborizacao 2019Documento92 páginasGuia de Arborizacao 2019Samuel Gois de SouzaAinda não há avaliações
- Código Irt 2020Documento2 páginasCódigo Irt 2020Sérgio Magalhães100% (1)
- A Grandeza de DeusDocumento2 páginasA Grandeza de DeusAlexsandro Bispo AlvesAinda não há avaliações
- 2p. SAVIANI, N. Saber Escolar, Currículo e Didática - Problemas Da Unidade Conteúdo - Método No Processo Pedagógico.Documento2 páginas2p. SAVIANI, N. Saber Escolar, Currículo e Didática - Problemas Da Unidade Conteúdo - Método No Processo Pedagógico.Marco Túlio Santana dos Reis100% (2)
- Textos de Umbanda Extraidos Da InternetDocumento83 páginasTextos de Umbanda Extraidos Da InternetValeria RibeiroAinda não há avaliações