Você também pode gostar
- 08 Pilares TPMDocumento4 páginas08 Pilares TPMRicardo FoxAinda não há avaliações
- Seminario de Getsao Da ManutençãoDocumento18 páginasSeminario de Getsao Da Manutençãoigorabelo2000Ainda não há avaliações
- 5 Maneiras De Alavanca Sua ProduçãoNo Everand5 Maneiras De Alavanca Sua ProduçãoAinda não há avaliações
- Manutenção Produtiva Total (TPM)Documento14 páginasManutenção Produtiva Total (TPM)Flaviani DalamuraAinda não há avaliações
- Administração Enxuta (Lean Office): Processos críticos na Administração. Como identificá-los?No EverandAdministração Enxuta (Lean Office): Processos críticos na Administração. Como identificá-los?Ainda não há avaliações
- Preparacao FichaDocumento2 páginasPreparacao FichaMatheus TavaresAinda não há avaliações
- Gestaoda Qualidade IIDocumento14 páginasGestaoda Qualidade IIRafaelAinda não há avaliações
- Resumo Sobre A Manutenção TPMDocumento2 páginasResumo Sobre A Manutenção TPMJoao VictorAinda não há avaliações
- Manual Dos 5s Da FAP - CorrigidoDocumento32 páginasManual Dos 5s Da FAP - Corrigidogm75980Ainda não há avaliações
- Stão Da Manutenção PDFDocumento30 páginasStão Da Manutenção PDFPedro Guilherme SouzaAinda não há avaliações
- Filosofia TPMDocumento7 páginasFilosofia TPMEulalio JuniorAinda não há avaliações
- Trabalho EscolarDocumento9 páginasTrabalho EscolarGustavo hAinda não há avaliações
- Aula 06 - Manutenção Produtiva TotalDocumento5 páginasAula 06 - Manutenção Produtiva TotalnevesgoAinda não há avaliações
- 5 SDocumento25 páginas5 SMiriam Rozeto100% (1)
- Manufatura Produtiva TotalDocumento28 páginasManufatura Produtiva Totalska157100% (1)
- 05 - TPMDocumento20 páginas05 - TPMWeslley MoraisAinda não há avaliações
- Manutenção Elétrica Predial E Industrial: Docente: Mário C. Lacerda Da C. JuniorDocumento20 páginasManutenção Elétrica Predial E Industrial: Docente: Mário C. Lacerda Da C. JuniorMário CruzAinda não há avaliações
- WCMDocumento5 páginasWCMariadnebeatrizAinda não há avaliações
- E Book TPM EngemanDocumento25 páginasE Book TPM EngemanAlvanir BarrosAinda não há avaliações
- WCM - Pilares 1 Ao 5Documento9 páginasWCM - Pilares 1 Ao 5William Ricardo Alzate BoteroAinda não há avaliações
- TPMDocumento5 páginasTPMHenrique QueirozAinda não há avaliações
- Conceitos de Manutencao Produtiva Total TPMDocumento39 páginasConceitos de Manutencao Produtiva Total TPMGabriel Rocha MelloAinda não há avaliações
- Aula 7TDocumento23 páginasAula 7TCláudio CanárioAinda não há avaliações
- Atividade 3Documento5 páginasAtividade 3Luiz Henrique Dias AfonsoAinda não há avaliações
- (Slides) - Gestão Da Manutenção LeanDocumento41 páginas(Slides) - Gestão Da Manutenção LeanNuno Henriques100% (1)
- (Slides) - Gestão Da Manutenção LeanDocumento41 páginas(Slides) - Gestão Da Manutenção LeanNuno Henriques0% (1)
- Manutenção - Aula 06 - Análise de FalhasDocumento45 páginasManutenção - Aula 06 - Análise de FalhasHumberto GabbiAinda não há avaliações
- Aula 11 - Metodologia 5s e Adm TempoDocumento28 páginasAula 11 - Metodologia 5s e Adm TempoFábio DarcieAinda não há avaliações
- Melhoria de Qualidade Utilizando O Programa 5 SDocumento14 páginasMelhoria de Qualidade Utilizando O Programa 5 SMilson Ramos Dos SantosAinda não há avaliações
- Manufatura Produtiva TotalDocumento28 páginasManufatura Produtiva TotalclauppAinda não há avaliações
- Atividade Avaliativa - Qualidade e ProdutividadeDocumento5 páginasAtividade Avaliativa - Qualidade e ProdutividadeLaiz MattosAinda não há avaliações
- Programa 5S - Estudo de CasoDocumento10 páginasPrograma 5S - Estudo de CasoeduardobivoltAinda não há avaliações
- Programa de Qualidade Total - 5SDocumento9 páginasPrograma de Qualidade Total - 5SrfilettoAinda não há avaliações
- GM&O - Lean MaintenanceDocumento61 páginasGM&O - Lean MaintenanceLevi SilvaAinda não há avaliações
- Atividade Kaizen, Síntese e 5SDocumento8 páginasAtividade Kaizen, Síntese e 5SKamilla VieiraAinda não há avaliações
- 4-Seiketsu-Senso de NormalizaçãoDocumento3 páginas4-Seiketsu-Senso de NormalizaçãoAlison FerreiraAinda não há avaliações
- Aula 05 GQ Sistemas de QualidadeDocumento27 páginasAula 05 GQ Sistemas de QualidadeCamila SoaresAinda não há avaliações
- Melhoria Contínua e A SustentabilidadeDocumento8 páginasMelhoria Contínua e A SustentabilidadePriscila OliveiraAinda não há avaliações
- Ferramentas Do LEANDocumento11 páginasFerramentas Do LEANJunior Alves MadeiraAinda não há avaliações
- Programa 5SDocumento4 páginasPrograma 5Svinicius modaAinda não há avaliações
- Programa 5SDocumento3 páginasPrograma 5SMARIA CLARA DA ROCHAAinda não há avaliações
- Trabalho SenaiiDocumento28 páginasTrabalho SenaiiLarissa HahnAinda não há avaliações
- Modelo de Apresentação - FormaçãoDocumento41 páginasModelo de Apresentação - FormaçãoEdmilJvDomsCGAinda não há avaliações
- Trabalho LogisticaDocumento9 páginasTrabalho LogisticaEduarda JardimAinda não há avaliações
- Os 8 Pilares Do TPMDocumento2 páginasOs 8 Pilares Do TPMAnderson ReimãoAinda não há avaliações
- Introdução À Filosofia Lean: Ebook Nº 1Documento14 páginasIntrodução À Filosofia Lean: Ebook Nº 1Rodrigo CostenaroAinda não há avaliações
- ST - A6 - Samuel - ThaisDocumento13 páginasST - A6 - Samuel - ThaisThais KerollinyAinda não há avaliações
- Modelo - TreinamentosDocumento19 páginasModelo - Treinamentosalexandre rosalAinda não há avaliações
- Anotações - Introduçaõ A Engenharia de ManutençãoDocumento7 páginasAnotações - Introduçaõ A Engenharia de ManutençãoHéric MaioliAinda não há avaliações
- TPM Manutencao Produtiva Total Unidade IIIDocumento27 páginasTPM Manutencao Produtiva Total Unidade IIIElton AlvarengaAinda não há avaliações
- 4.projeto e Construção de Uma Empresa de Manutenção de Veículos Automotores Utilizando A Metodologia TPMDocumento7 páginas4.projeto e Construção de Uma Empresa de Manutenção de Veículos Automotores Utilizando A Metodologia TPMHenrique MartinsAinda não há avaliações
- Aula 4 FINALDocumento66 páginasAula 4 FINALJoão PedroAinda não há avaliações
- 7 Passos Da Manutenção AutônomaDocumento33 páginas7 Passos Da Manutenção AutônomaCamila HernandezAinda não há avaliações
- Portifolio - Renan Humberto TeodoroDocumento13 páginasPortifolio - Renan Humberto TeodororenanhumbertotAinda não há avaliações
- (PROCEDIMENTOS) - Metologia 5SDocumento5 páginas(PROCEDIMENTOS) - Metologia 5SRamiro MatiasAinda não há avaliações
- Administracao Geral Novo Ferramentas Processos Adm Aula 06 Ciclo Pdca Parte IIDocumento6 páginasAdministracao Geral Novo Ferramentas Processos Adm Aula 06 Ciclo Pdca Parte IIadrianaAinda não há avaliações
- By Rodrigo RochaDocumento8 páginasBy Rodrigo RochaSKatebordAinda não há avaliações
- Implantação Do Programa 5SDocumento10 páginasImplantação Do Programa 5SAlinetakaokaAinda não há avaliações
- Beneficiamento Mineral Unidade IDocumento19 páginasBeneficiamento Mineral Unidade IElton Alvarenga100% (1)
- NR 35Documento29 páginasNR 35Elton AlvarengaAinda não há avaliações
- Como Implantar Um PCM Do Zero PDFDocumento24 páginasComo Implantar Um PCM Do Zero PDFJuarez Antonio De Souza JuniorAinda não há avaliações
- Beneficiamento Mineral Unidade IIDocumento21 páginasBeneficiamento Mineral Unidade IIElton AlvarengaAinda não há avaliações
- NR 26Documento86 páginasNR 26Elton AlvarengaAinda não há avaliações
- NR 4Documento115 páginasNR 4Elton AlvarengaAinda não há avaliações
- Gabarito NR 3Documento45 páginasGabarito NR 3Elton AlvarengaAinda não há avaliações
- Planejamento Controle e Confiabilidade Na Manutencao Unidade IDocumento23 páginasPlanejamento Controle e Confiabilidade Na Manutencao Unidade IElton AlvarengaAinda não há avaliações
- Normas Regulamentadoras Do Ministério Do Trabalho e EmpregoDocumento1 páginaNormas Regulamentadoras Do Ministério Do Trabalho e EmpregoElton AlvarengaAinda não há avaliações
- Planejamento Controle e Confiabilidade Na Manutencao Unidade IIIDocumento26 páginasPlanejamento Controle e Confiabilidade Na Manutencao Unidade IIIElton AlvarengaAinda não há avaliações
- Atividade IIDocumento2 páginasAtividade IIElton AlvarengaAinda não há avaliações
- Apostila IIDocumento28 páginasApostila IIElton AlvarengaAinda não há avaliações
- Atividade IDocumento6 páginasAtividade IElton AlvarengaAinda não há avaliações
- TPM Manutencao Produtiva Total Unidade IDocumento34 páginasTPM Manutencao Produtiva Total Unidade IElton AlvarengaAinda não há avaliações
- Gabarito NR 3Documento45 páginasGabarito NR 3Elton AlvarengaAinda não há avaliações
- TPM Manutencao Produtiva Total Unidade IDocumento34 páginasTPM Manutencao Produtiva Total Unidade IElton AlvarengaAinda não há avaliações
- TPM Manutencao Produtiva Total Unidade IIIDocumento27 páginasTPM Manutencao Produtiva Total Unidade IIIElton AlvarengaAinda não há avaliações
- TPM Manutencao Produtiva Total Unidade IVDocumento15 páginasTPM Manutencao Produtiva Total Unidade IVElton AlvarengaAinda não há avaliações
- Curso MercadoLivre em 7 Passos - 1 Passo PDFDocumento35 páginasCurso MercadoLivre em 7 Passos - 1 Passo PDFCursoMercadoLivre75% (4)
- 500V3 - Radio Modem NivetecDocumento2 páginas500V3 - Radio Modem NivetecCesarMotaAinda não há avaliações
- Lista Telefonica MarcoDocumento1 páginaLista Telefonica MarcoPâmela Cristina da SilvaAinda não há avaliações
- Plano de Projeto Fabrica de SalgadosDocumento116 páginasPlano de Projeto Fabrica de SalgadosSormane Costa100% (1)
- Exp Buck - 1Documento2 páginasExp Buck - 1AlexandreAinda não há avaliações
- EZpoint Web AcordoDocumento8 páginasEZpoint Web AcordoTiago FerreiraAinda não há avaliações
- Catálogo Pressostato Across (PT)Documento2 páginasCatálogo Pressostato Across (PT)claudenir85Ainda não há avaliações
- Hfta en PTDocumento34 páginasHfta en PTPy4ME Marcos R. SilvaAinda não há avaliações
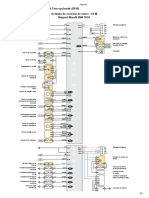
- Argo Drive 1.0 6V GSE Flex Manual Com Opcionais (2018) Unidade de Controle Do Motor - UCM Magneti Marelli IAW 10GFDocumento2 páginasArgo Drive 1.0 6V GSE Flex Manual Com Opcionais (2018) Unidade de Controle Do Motor - UCM Magneti Marelli IAW 10GFAlessandro MoisésAinda não há avaliações
- 1 INICIO DO CURSO - Tutorial Completo (Bins, CC, Etc)Documento3 páginas1 INICIO DO CURSO - Tutorial Completo (Bins, CC, Etc)Daniel Moraes FerreiraAinda não há avaliações
- Digitalize Kavo Ebook-2Documento8 páginasDigitalize Kavo Ebook-2JoseCarlosScombattiAinda não há avaliações
- Rel Com Insp Detec Alarme IncDocumento2 páginasRel Com Insp Detec Alarme IncMarques FreitasAinda não há avaliações
- Exercícios Das Provas - Padrões de Projeto de SoftwareDocumento80 páginasExercícios Das Provas - Padrões de Projeto de SoftwareLeandroAinda não há avaliações
- Guia MotorolaDocumento2 páginasGuia Motorolanick_nilAinda não há avaliações
- Provas LPIDocumento23 páginasProvas LPICalols100% (1)
- Edital Reoferta 2023 1Documento7 páginasEdital Reoferta 2023 1Daniel Belmiro PereiraAinda não há avaliações
- 03 - Análise Swot para Escritórios de AdvocaciaDocumento11 páginas03 - Análise Swot para Escritórios de AdvocaciaJanine Costa CerqueiraAinda não há avaliações
- 1.3 - 1 Teste Seus Conhecimentos - Revisão Da TentativaDocumento8 páginas1.3 - 1 Teste Seus Conhecimentos - Revisão Da TentativaAntônio Castro0% (1)
- Série 6125: Modelo 50U6125/78G Tamanho de Tela 50"Documento2 páginasSérie 6125: Modelo 50U6125/78G Tamanho de Tela 50"brunojosegymAinda não há avaliações
- Manual CD103 Landis GyrDocumento54 páginasManual CD103 Landis GyrDiego LorenzatoAinda não há avaliações
- Curriculum Vitae André Dias PDFDocumento2 páginasCurriculum Vitae André Dias PDFBruno Afoncil GimeAinda não há avaliações
- Civitella PT PDFDocumento100 páginasCivitella PT PDFDiego Henrique MachadoAinda não há avaliações
- Catalogo Novo 2021Documento56 páginasCatalogo Novo 2021Mariano RodriguesAinda não há avaliações
- EXN103 - Redes de Computadores e Interligação de RedesDocumento6 páginasEXN103 - Redes de Computadores e Interligação de RedesBruna Drago100% (1)
- Boletim Técnico Hitachi 32Documento3 páginasBoletim Técnico Hitachi 32ozeas Vilela de moraisAinda não há avaliações
- BDP s590 Manual BDP s590Documento44 páginasBDP s590 Manual BDP s590Aparecido Gianni0% (1)
- Central NFS 640 Notifier PortuguesDocumento8 páginasCentral NFS 640 Notifier PortuguesMarcos SiqueiraAinda não há avaliações
- Cabo RJ-45 Tem Diferentes Tipos e Velocidades Veja o Que Muda - Informática - TechTudoDocumento4 páginasCabo RJ-45 Tem Diferentes Tipos e Velocidades Veja o Que Muda - Informática - TechTudoAnderssen ViannaAinda não há avaliações
- 01-Arduinos ModulosDocumento19 páginas01-Arduinos ModulosedermadrugaAinda não há avaliações
- Guia Definitivo Para Dominar o Bitcoin e as CriptomoedasNo EverandGuia Definitivo Para Dominar o Bitcoin e as CriptomoedasNota: 4 de 5 estrelas4/5 (5)
- Quero ser empreendedor, e agora?: Guia prático para criar sua primeira startupNo EverandQuero ser empreendedor, e agora?: Guia prático para criar sua primeira startupNota: 5 de 5 estrelas5/5 (26)
- Liberdade digital: O mais completo manual para empreender na internet e ter resultadosNo EverandLiberdade digital: O mais completo manual para empreender na internet e ter resultadosNota: 5 de 5 estrelas5/5 (10)
- Inteligência artificial: O guia completo para iniciantes sobre o futuro da IANo EverandInteligência artificial: O guia completo para iniciantes sobre o futuro da IANota: 5 de 5 estrelas5/5 (6)
- 365 Ideias De Posts Para Ter Um Instagram De Sucesso!No Everand365 Ideias De Posts Para Ter Um Instagram De Sucesso!Ainda não há avaliações
- Inteligência artificial: Como aprendizado de máquina, robótica e automação moldaram nossa sociedadeNo EverandInteligência artificial: Como aprendizado de máquina, robótica e automação moldaram nossa sociedadeNota: 5 de 5 estrelas5/5 (3)
- Análise técnica de uma forma simples: Como construir e interpretar gráficos de análise técnica para melhorar a sua actividade comercial onlineNo EverandAnálise técnica de uma forma simples: Como construir e interpretar gráficos de análise técnica para melhorar a sua actividade comercial onlineNota: 4 de 5 estrelas4/5 (4)
- Segurança Da Informação DescomplicadaNo EverandSegurança Da Informação DescomplicadaAinda não há avaliações
- Consultoria Especializada e Estratégias De Trade De ForexNo EverandConsultoria Especializada e Estratégias De Trade De ForexAinda não há avaliações
- IoT: Como Usar a "Internet Das Coisas" Para Alavancar Seus NegóciosNo EverandIoT: Como Usar a "Internet Das Coisas" Para Alavancar Seus NegóciosNota: 4 de 5 estrelas4/5 (2)
- Caixa de ferramentas da Arquitetura de Software: Como tornar suas aplicações mais escaláveis, confiáveis e segurasNo EverandCaixa de ferramentas da Arquitetura de Software: Como tornar suas aplicações mais escaláveis, confiáveis e segurasAinda não há avaliações
- Legislação De Segurança Do Trabalho: Textos SelecionadosNo EverandLegislação De Segurança Do Trabalho: Textos SelecionadosAinda não há avaliações
- Python e mercado financeiro: Programação para estudantes, investidores e analistasNo EverandPython e mercado financeiro: Programação para estudantes, investidores e analistasNota: 5 de 5 estrelas5/5 (3)
- Análise de Dados para Negócios: Torne-se um Mestre em Análise de DadosNo EverandAnálise de Dados para Negócios: Torne-se um Mestre em Análise de DadosAinda não há avaliações